9
PM-940M 10-2016 v1.indd
POWER-UP PROCEDURE
Depending on the available 220V wall outlet, install a
6-15 or 6-20 plug on the mill power cord. Be sure the
green/yellow ground wire is attached (it may be tagged
PE = Protective Earth).
Before connecting power be sure that:
The spindle (main) motor switch, lower right of the
control panel, is set to S.
The Z-axis crank handle is removed.
There are no clamps or locks on moving parts.
The gearbox contains oil – check the sight glass at
right of the headstock.
The gear levers are set for the lowest speed: Hi-Lo
to L, 1-2-3 to 1.
The gears are fully engaged – hand rotate the spin-
dle forward and back while applying light pressure
on each lever, listening for the click as gears en-
gage.
Referring to Section 3, test the mill as follows:
Connect power.
Be sure the E-stop (Emergency) button is not pushed
in (it pops out when twisted clockwise), Figure 3-1.
Press the green Power button. Expect to hear a click
from the control box – this is a contactor energizing.
The power lamp should light.
Check the emergency function by pressing the E-
stop button. The power lamp should go out, de-en-
ergizing the contactor, disabling all electrics.
If this doesn’t happen, the E-stop function is defec-
tive, and needs attention
Restore power by twisting the E-stop button firmly
clockwise until it pops out.
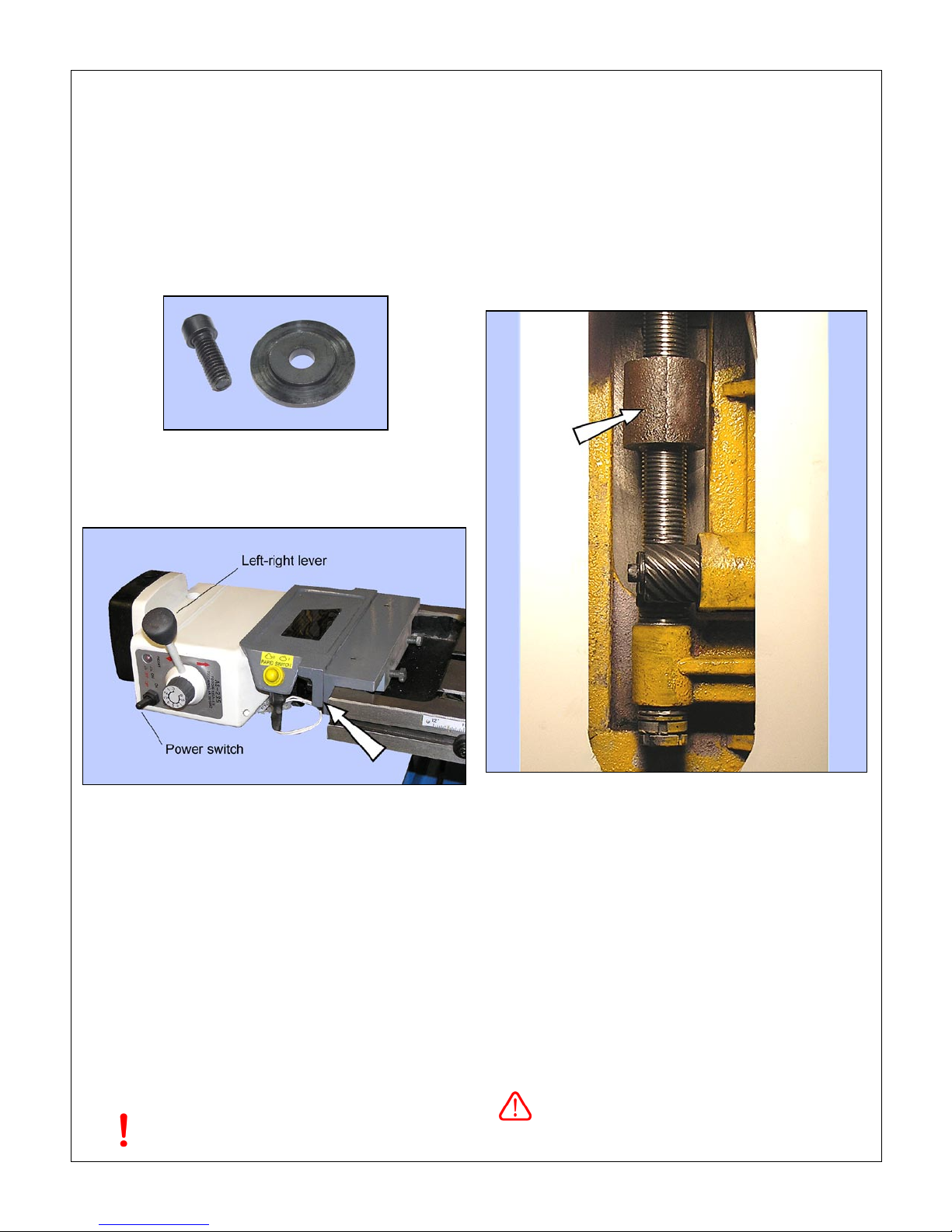
Center the Left-Right lever on the table power feed.
Rotate the speed control knob fully counter-clock-
wise, then clockwise about 45 degrees.
Switch on the table motor. Test the power traverse
function by selecting Left traverse, followed by stop
(center), then Right.
Check that the limit switch assembly stops motion
correctly when actuated by the left and right stop
blocks, Figure 3-4.
Crank handle removed? Headstock locking levers
loose? Run the headstock up the column, Z-axis
motor switch (bottom left) set to Up. Check that the
motor stops as the upper limit switch is actuated,
Figure 2-11.
Check for no obstructions, then run the headstock
down to the lower limit.
Expect to hear a click from the control box when
Up is selected. This is one of the two Z-axis motor
1.
2.
3.
4.
5.
6.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
contactors energizing. A similar click from the other
contactor should be heard when Down is selected.
Figure 2-11 Z-axis (elevation) limit switches
These are actuated by the block attached to the headstock
TEST RUN PROCEDURE
Do not leave the machine unattended during this
procedure
Gear levers set to L and 1 (90 rpm)? Gears fully
engaged?
Test the spindle motor by setting the motor switch,
upper right on control box panel, to F (forward) and
R (reverse) in turn.
Run the spindle at 90 rpm for a few minutes, then
stop.
Select each of the available speeds in turn (L-2, L-3,
H-1, etc.). Check gear engagement each time, then
run for a few minutes.
Optional
After a few hours of run time you may wish to drain the
oil to flush out any residue from the manufacturing pro-
cess. This may result in smoother, quieter running, to-
gether with longer service life.
Refill the gearbox with the recommended oil, see
Section 4
The machine should now be ready for normal opera-
tions.
1.
2.
3.
4.