918-I Heavy Duty Roll Grooving Machine
Ridge Tool Company6
6. Inspect the Roll Groover for any broken, missing,
misaligned or binding parts as well as any other con-
ditions which may affect the safe and normal oper-
ation of this equipment. If any of these conditions are
present, do not use the Roll Groover until any problem
has been repaired.
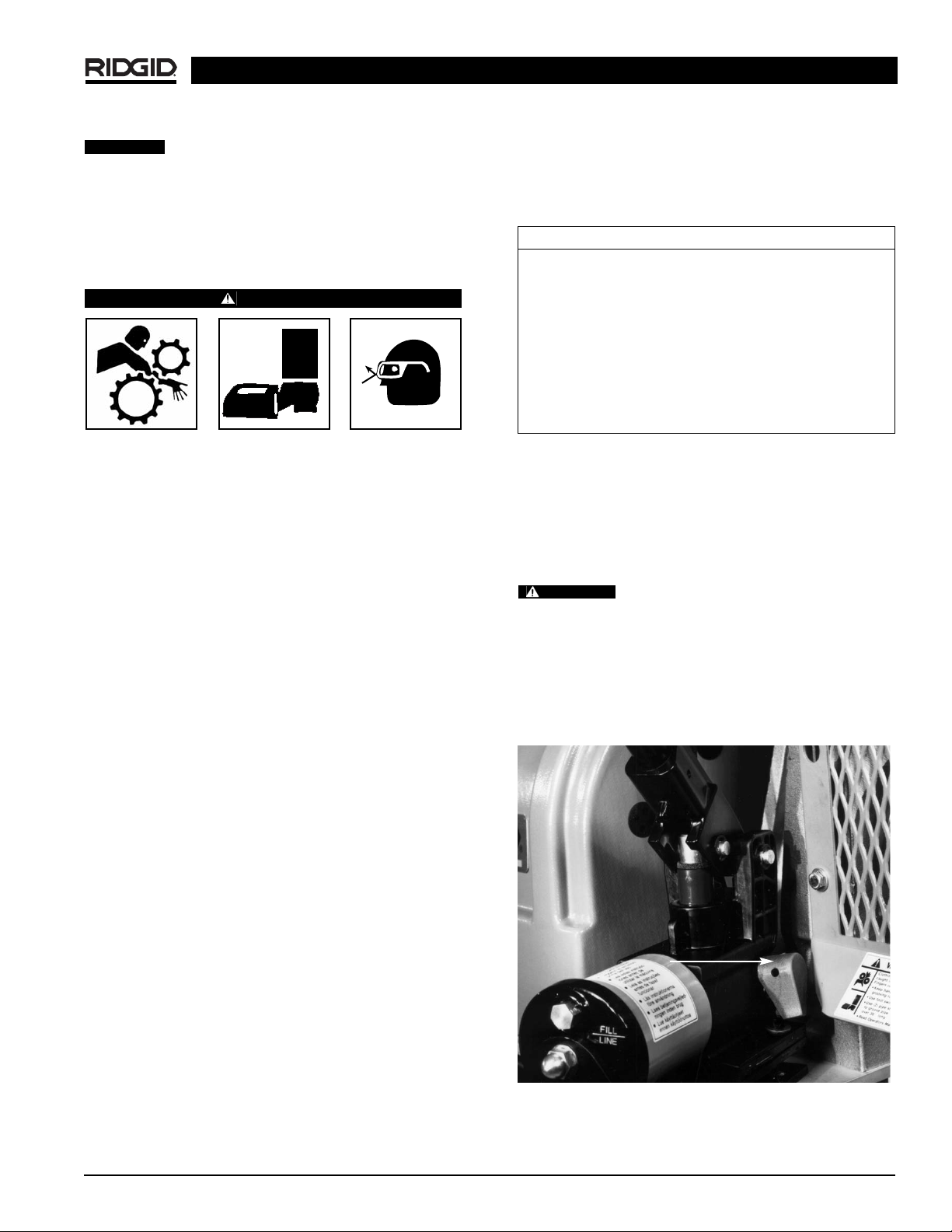
7. Lubricate the Roll Groover if necessary according
to the Maintenance Instructions.
8. Use groover rolls and accessories that are designed
for your Roll Groover and meet the needs of your ap-
plication. The correct groover tools and accessories
allow you to do the job successfully and safely. Ac-
cessories suitable for use with other equipment may
be hazardous when used with this Roll Groover.
9. Clean any oil, grease or dirt from all equipment han-
dles and controls. This reduces the risk of injury due
to a tool or control slipping from your grip.
10. Inspect the groove rolls to insure they are not dam-
aged or worn. Worn groover rolls can lead to pipe
slippage and poor quality grooves.
Machine and Work Area Set-Up
WARNING
To prevent serious injury, proper set-up of the ma-
chine and work area is required. The following
procedures should be followed to set-up the ma-
chine:
1. Locate a work area that has the following:
• Adequate lighting
• No flammable liquids, vapors or dust that may ignite.
• Grounded electrical outlet
• Clear path to the electrical outlet that does not
contain any sources of heat or oil, sharp edges or
moving parts that may damage electrical cord.
• Dry place for machine and operator. Do not use
the machine while standing in water.
• Level ground
2. Clean up the work area prior to setting up any equip-
ment. Always wipe up any oil that may be present.
3. Place machine on a flat, level surface. Be sure the
groover and stands are stable. See Assembly In-
structions for bolting 918-I stand to shop floor.
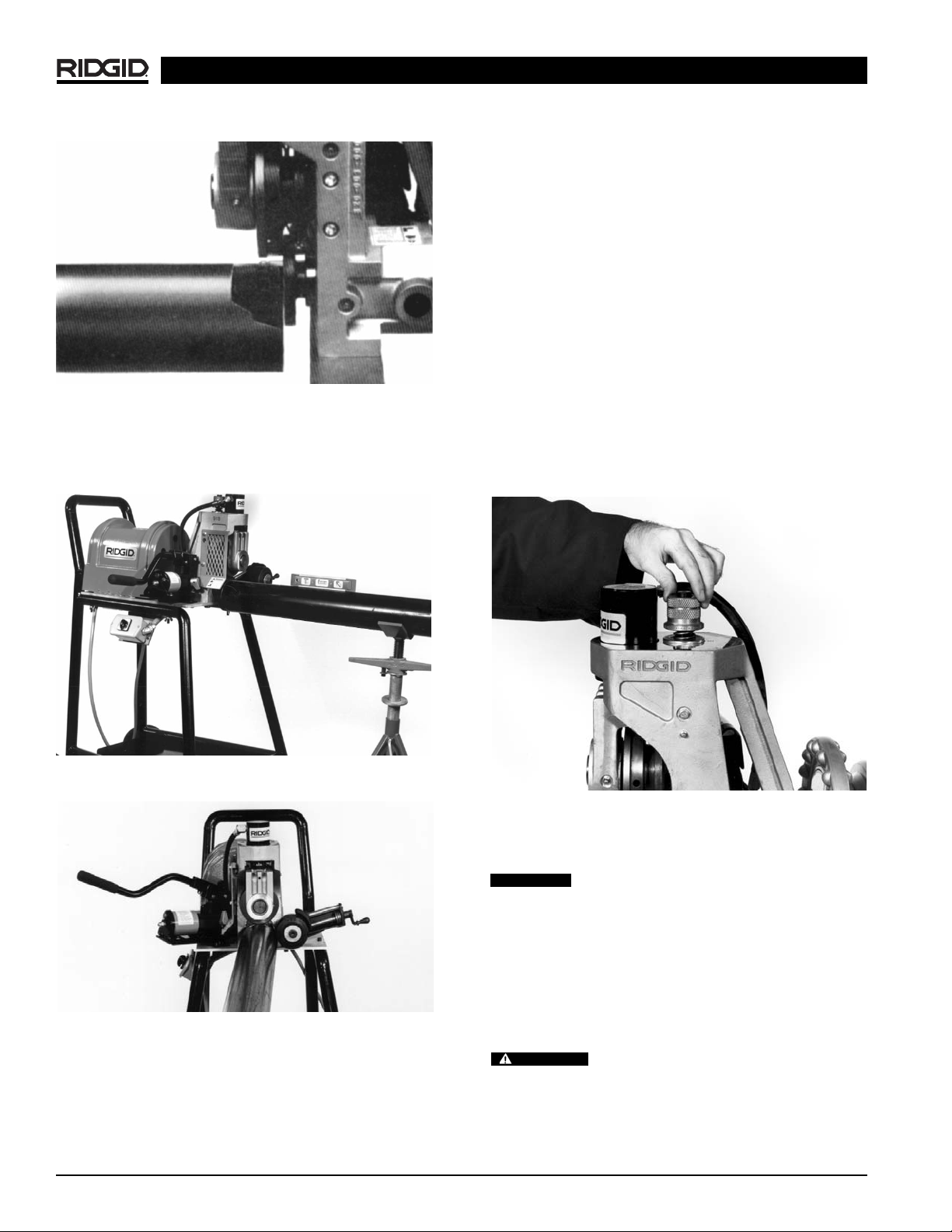
4. Properly support the pipe with pipe stands. See Chart
“A” for maximum lengths with one (1) stand.
Failure to properly support the pipe can
result in the unit tipping or the pipe falling.
5. Make sure switch is in the OFF position.
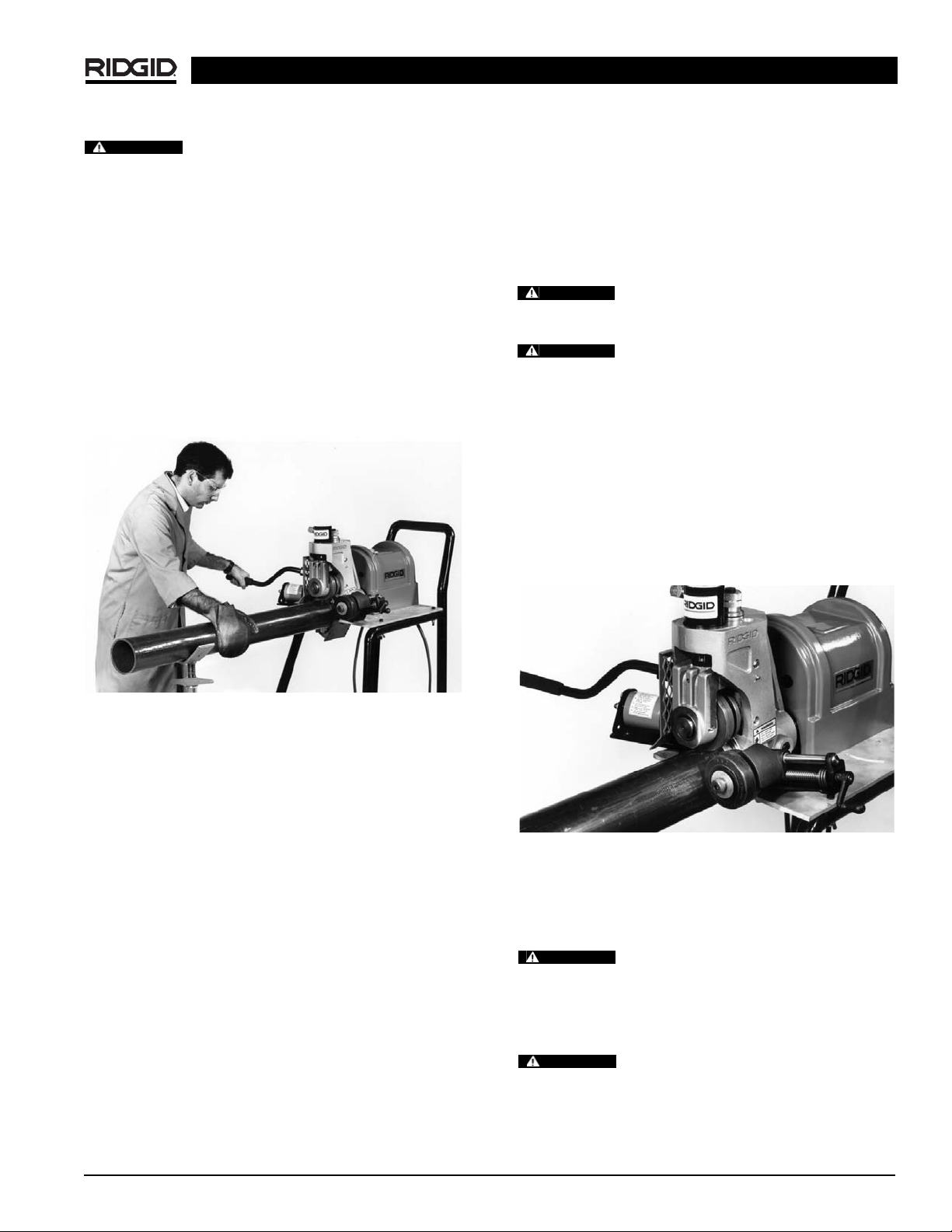
6. Position the foot switch so that the operator can
safely control the roll groover and workpiece. It should
allow the operator to do the following:
• Stand with left hand on pump handle.
• Use the foot switch with his left foot.
• Have convenient access to the groover without
reaching across the machine.
Machine is designed for one person operation.
7. Plug the machine into the electrical outlet making
sure to position the power cord along the clear path
selected earlier. If the power cord does not reach
the outlet, use an extension cord in good condition.
To avoid electrical shock and electrical
fires, never use an extension cord that is damaged or
does not meet the following requirements.
• The cord has a three-prong plug similar to shown in
Electrical Safety section.
• The cord is rated as “W” or “W-A” if being used out-
doors.
• The cord has sufficient wire thickness (14 AWG
below 25′/12AWG 25′- 50′). If the wire thickness is
too small, the cord may overheat, melting the cord’s
insulation or causing nearby objects to ignite.
To reduce risk of electrical shock, keep
all electrical connections dry and off the ground. Do
not touch plug with wet hands.
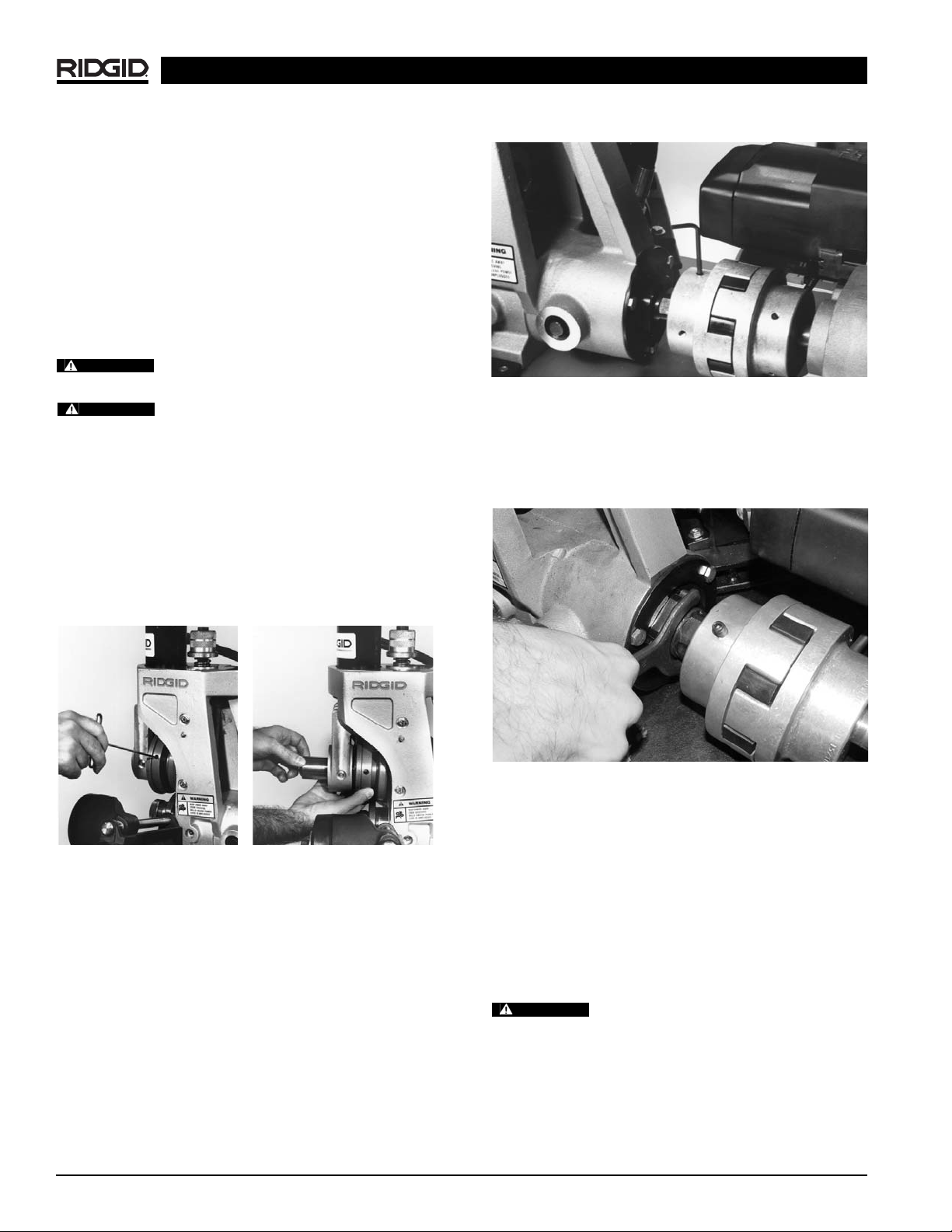
8. Check the unit to insure it is operating properly.
• Flip the switch to ON. Press and release the foot
switch. Check that the groove roll rotates in a clock-
wise direction as you are facing the groover. Have
the machine serviced if it rotates in the wrong di-
rection or if the foot switch does not control its
stopping or starting.
• Depress and hold the foot switch. Inspect the mov-
ing parts for misalignment, binding, odd noises or
any other unusual conditions that may affect the
safe and normal operation of the machine. If such
conditions are present, have the roll groover drive
serviced.
• Release the foot switch and flip the switch to OFF.
9. Check the groove and drive rolls to insure they are the
correct size.
WARNING
WARNING
WARNING