Ridge Tool Company4
•Never reach into the machine chuck or centering
head. This will reduce the risk of entanglement.
Description, Specifications and
Standard Equipment
Description
The RIDGID®Model 1210 Oil-less Threading Machine is
an electric motor-driven machine that centers and chucks
pipe and rotates it while cutting, reaming and threading
operations are performed. Threading dies are mounted
in a quick-opening die head. An integral coolant system
meters a specially formulated thread cutting fluid onto the
thread to reduce the temperature of the workpiece and lu-
bricate it during the threading operation.
Specifications
Threading Capacity .......Pipe 1/2" through 1"
Cut-Off Capacity............Pipe 1/2" through 1"
Operating Speed ...........25 RPM (No Load)
Motor:
Type ............................Universal
Volts ............................115V Single Phase AC
50/60 HZ
Amps ...........................6.4
Controls.........................ON/OFF Toggle Switch and
ON/OFF Foot Switch
Chuck ............................Hammer-Style with Replace-
able Inserts; Cam Action Rear
Centering Device
Coolant System.............16 Oz. Integral Coolant
Reservoir with Gerotor Pump
Weight ...........................59 lbs.
The 1210 Threading Machine is protected under U.S.
and international patents, including U. S. patent 5,826,469.
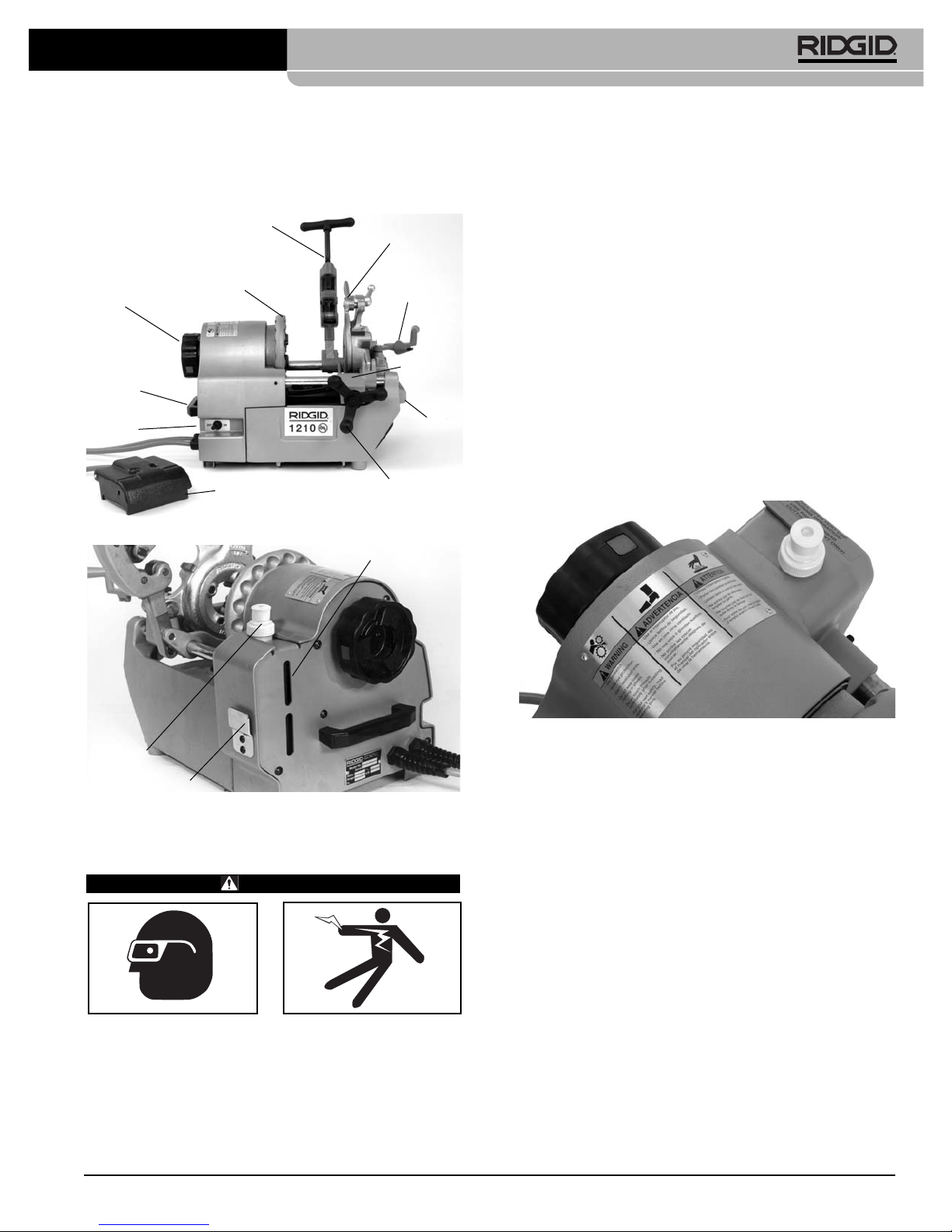
Standard Equipment
(Figure 1)
• Model 610 Quick-Opening Die Head, 1/2" – 1" NPT
•1/2"–
3/4" Oil-less Gold NPT Dies
• 1" Oil-less Gold NPT Dies
• Model 334 Blade-Type Reamer
• Model 354 Roll-Type, Self-Centering Cutter
• 1 Quart RIDGID Thread Cutting Coolant Fluid
Selection of appropriate materials and joining
methods is the responsibility of the system designer
1210 Oil-less Threading Machine
•Follow instructions on proper use of this machine.
Do not use for other purposes such as drilling
holes or turning winches. Other uses or modifying
this power drive for other applications may increase the
risk of serious injury.
•Do not use this machine to install or remove fit-
tings, it is not an intended use of the machine.
This practice could lead to trapping, entanglement and
loss of control.
•Secure machine to bench or stand. Support long
heavy pipe with pipe supports. This practice will
prevent tipping.
•Do not wear gloves or loose clothing when oper-
ating machine. Keep sleeves and jackets buttoned.
Do not reach across the machine or pipe. Clothing
can be caught by the pipe or machine resulting in en-
tanglement.
•While operating the machine, stand on the side
where the operator’s controls are located. Operating
the machine from this side eliminates need to reach
over the machine.
•Keep hands away from rotating pipe and fittings.
Stop the machine before wiping pipe threads or
screwing on fittings. Allow the machine to come to
a complete stop before touching the pipe. This
practice will reduce the chance of entanglement in ro-
tating parts.
•Keep covers in place. Do not operate the machine
with covers removed. Exposing moving parts in-
creases the probability of entanglement.
•Keep all electrical connections dry and off the
ground. Do not touch plugs or tool with wet hands.
These precautions will reduce the risk of electrical
shock.
•Keep floor dry and free of slippery materials such
as oil. Slippery floors invite accidents.
•Do not use this machine if the foot switch is broken
or missing. Foot switch is a safety device that provides
better control by letting you shut off the motor in various
emergency situations by removing your foot from the
switch. For example: if clothing should become caught
in the machine, the high torque will continue pulling you
into the machine. The clothing itself can bind around
your arm or other body parts with enough force to
crush or break bones.
•One person must control the work process, thread-
ing machine operation and foot switch. Only the
operator should be in the work area when the ma-
chine is running. This helps reduce the risk of injury.
NOTICE