II
CONTENT
§1 SAFETY .............................................................................................................................................1
§1.1 SIGNAL EXPLANATION...................................................................................................................1
§1.2ARC WELDING DAMAGE ...............................................................................................................1
§1.3THE KNOWLEDGE OF ELECTRIC AND MAGNETIC FIELDS ...............................................................5
§2 SUMMARY........................................................................................................................................6
§2.1 BRIEF INTRODUCTION...................................................................................................................6
§2.2 MODULE EXPLANATION ................................................................................................................8
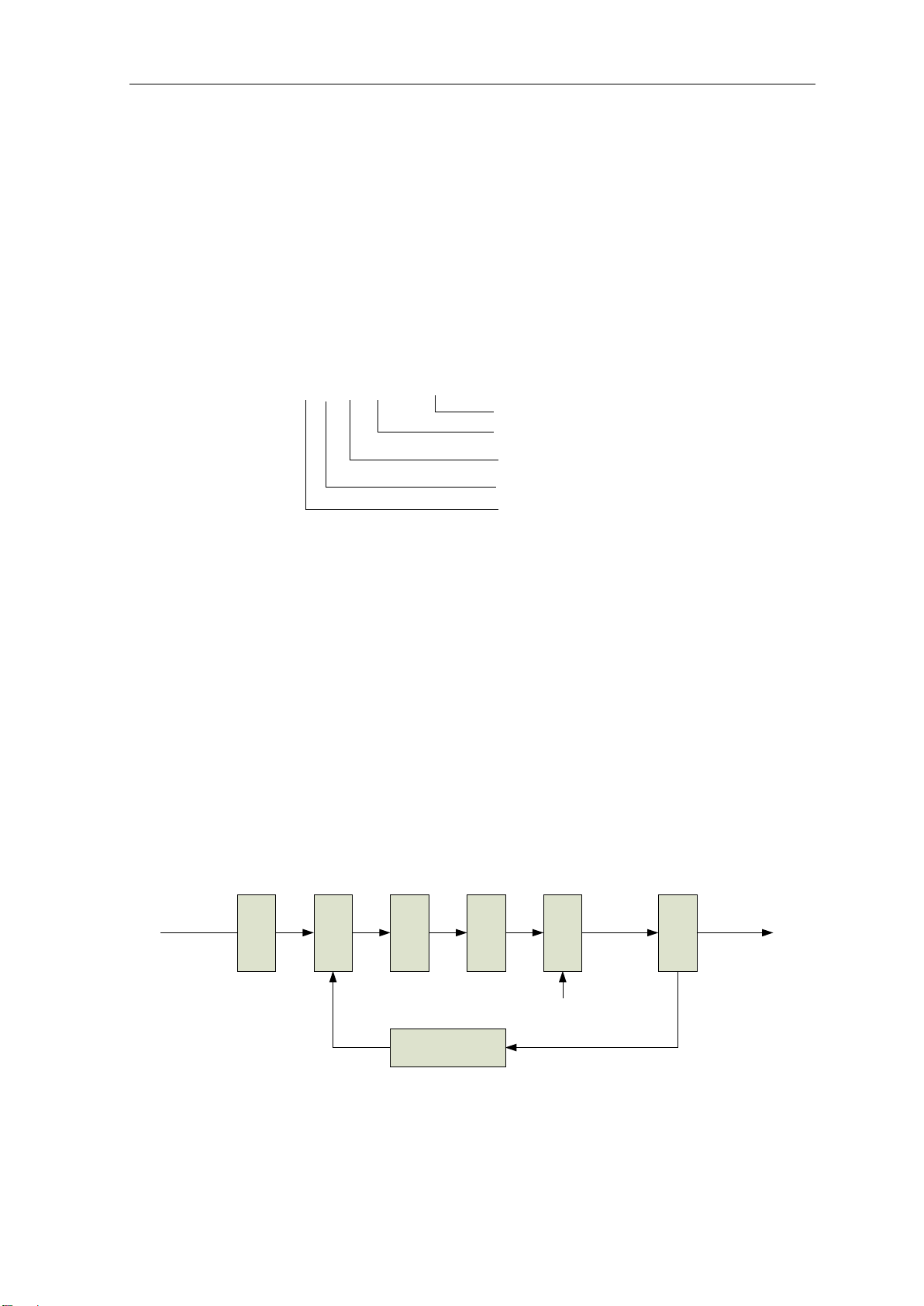
§2.3WORKING PRINCIPLE.....................................................................................................................8
§2.4VOLT-AMPERE CHARACTERISTIC..................................................................................................9
§3 INSTALLATION AND ADJUSTMENT........................................................................................10
§3.1 PARAMETERS...............................................................................................................................10
3.2 DUTY CYCLE &OVER HEAT........................................................................................................... 11
§3.3 MOVEMENTAND PLACEMENT...................................................................................................... 11
§3.4 POWER SUPPLY INPUT CONNECTION............................................................................................. 11
§3.5 POLARITY CONNECTION(MMA)............................................................................................12
§3.6ASSEMBLING THE EQUIPMENT (TIG)...........................................................................................13
§4 OPERATION ...................................................................................................................................14
§4.1 LAYOUT FOR THE PANEL ..............................................................................................................14
§4.2 CONTROL PANEL..........................................................................................................................16
§4.3.1 PEDAL SWITCH CONTROL .......................................................................................................20
§4.3.2 GUN SWITCH CONTROL CURRENT ...........................................................................................20
§4.4ARGON ARC WELDING OPERATION .............................................................................................21
§4.4.1 TIG WELDING
(
4TOPERATION
)
......................................................................................21
§4.4.2 TIG WELDING (2T OPERATION)..............................................................................................22
§4.5WELDING PARAMETERS...............................................................................................................24
§4.5.1 JOINT FORMS IN TIG/MMA ...................................................................................................24
§4.5.2 THE EXPLANATION OF WELDING QUALITY ...............................................................................24
§4.5.3 TIG PARAMETERS MATCHING.................................................................................................24
§4.6OPERATION ENVIRONMENT .........................................................................................................27
§4.7OPERATION NOTICES...................................................................................................................27
§5 MAINTENANCE & TROUBLESHOOTING..............................................................................28
§5.1 MAINTENANCE............................................................................................................................28
§5.2TROUBLESHOOTING..................................................................................................................... 29
§5.3ELECTRICALPRINCIPLE DRAWING ...............................................................................................32