www.neutec.com About Your J-2rPage 1-1
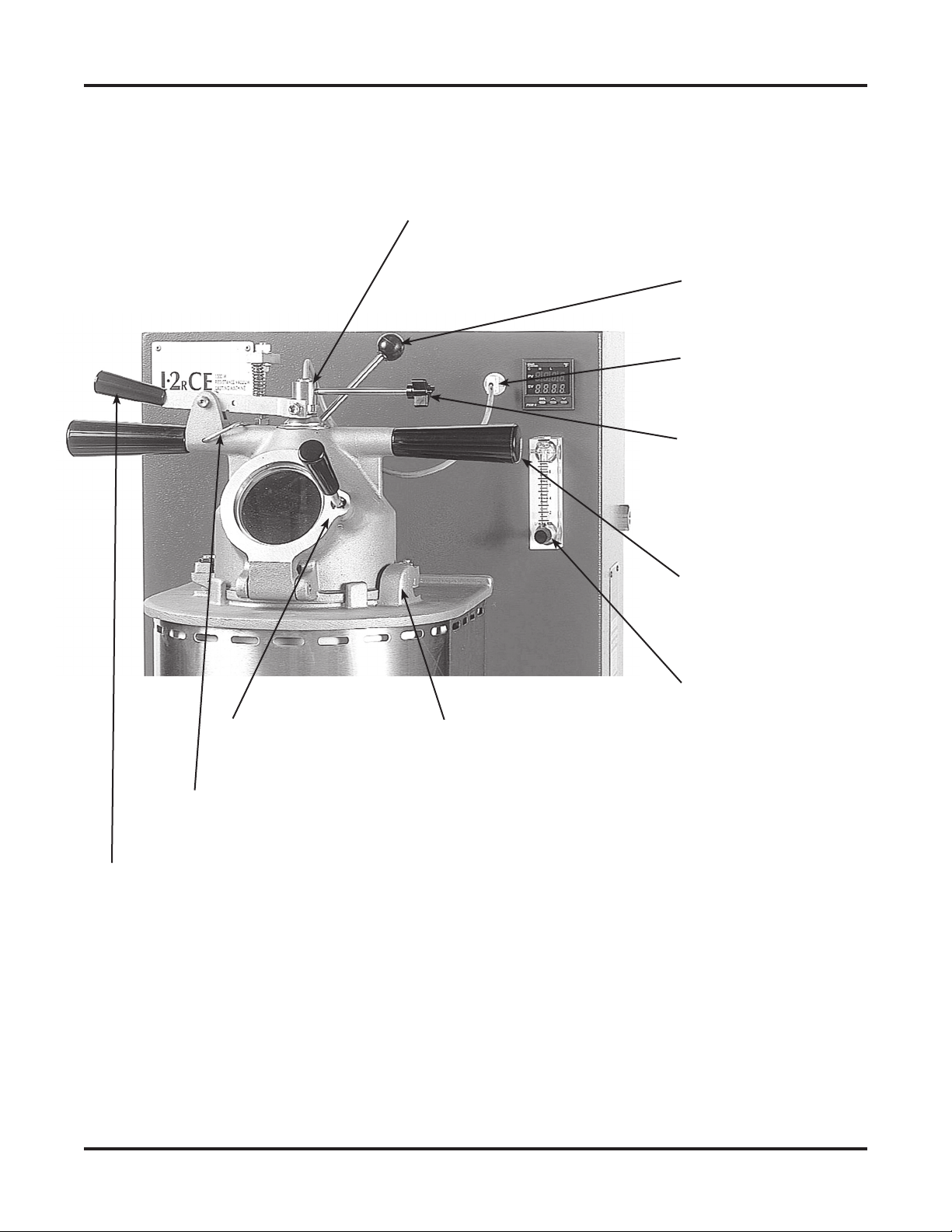
Section One: About Your J-2r
Introduction
The J-2rfrom Neutec/Rio Grande™ incorporates
many of the important casting features found in
the Neutec™systematic approach to casting. It is
resistance-heated, meaning that it uses a
low-voltage electric coil to heat the melting
crucible, and has a sophisticated temperature
controller. The J-2r is an excellent choice for the
craftsman/designer working out of a small shop
where high production levels are not a daily
necessity. Cost/benefit ratios make it possible to
own a J-2reven when one-of-a-kind casting is
the majority of your workflow. The J-2rincludes:
• Accurate temperature control.
• PID fuzzy logic controllers
• Protective inert-gas (nitrogen or argon)
atmosphere prevents oxidation.
• Bottom-pour crucible preserves metal
temperature during the pour and leaves any
slag or other contaminants in the button,
not in your casting.
• Closed-system stirring of alloys maintains
the protective atmosphere in the crucible.
• Low-voltage coil prevents electrical shock
and provides a long service life.
After initial heat up, casting cycles average
about 8 minutes, depending on metal type and
load size. The entire cycle assumes an attentive
operator reading the display and taking the
appropriate actions at the appropriate times.
Crucible Capacity: The maximum working
capacities of the J-2rare shown in the following
chart. Working capacity (the amount of casting
grain the crucible can hold before melting) is
approximately 60% of the crucible liquid
capacity. The working capacity varies depending
on the size and shape of your casting grain.
Metal Working Capacity
(grams) (dwt)
24KY 1,300 850
18KY 1,050 650
14KY 900 550
10KY 750 500
Sterling 700 450
J-2r crucible working capacity
Melting Time: For an initial cycle, starting
with a cool crucible, heating time is about 40
minutes; subsequent casting cycles range from
6–8 minutes depending on the size of the load.
Maximum Flask Size:
102mm diameter x 229mm H (4" dia. x 9"H).
Power Requirements: 208–240 volts, single-
phase, 1.5kW; requires a 15-amp circuit with
a circuit breaker.
Inert Gas Requirements: Nitrogen or argon;
8 lpm minimum at 0.7 bar (10 psi).
Important! Gas must be pure and
contain no oxygen or any combustible gas.
Dimensions: 46cmW x 46cmD x 76cmH
(18"W x 18"D x 311/2"H).
Weight: 54kg (119 lbs.);
shipping weight: 60kg (132 lbs.).
Vacuum Requirements: one external 5cfm
vacuum pump.