1.Distance(correctionofdistanceintheXYZdirection)
Itwouldbeidealforthemodelingmachineifitsmovingdistanceisexactlythesameasyouexpectedbutit
doesnotalwaysfitwithoutanyerror.
CorrectionofdistanceintheXYZdirectionworksforcompensatingtheerrorbetweenthevalueyouexpected
andactualvalue.
EachDWX‐50hasitsinternalcorrectionvalueatthefactory(Factoryautocorrection)forerrorcompensation
sothatmovingdistancewillfitasyouexpected.
InVPanel,youcanmakecorrectionofdistancemanually.
Youcanfindthetwocorrectionvaluesonthesystemreportas"LENGTHCORRECTION".
Function
Thisisusedwhenanobjectisbigger/smallerincertaindirection.
Availableoffsetrange:99.500%to100.500%,inincrementsof0.001%
Default:100%
2.Aaxisbackside(inversioncorrectionofAaxis)
Intwo‐surafecutting,itisimportantthattheAaxisturns(A=0/A=180)withoutanyerror.
InversioncorrectionofAaxisworksforcompensatingtheerror.
Function
ThisisusedwhenthethicknessinZdirectionisdifferentbetweentheleftandtheright.
Availableoffsetrange:‐1.00degreeto1.00degree,inincrementsof0.01degree
Default:0.00degree
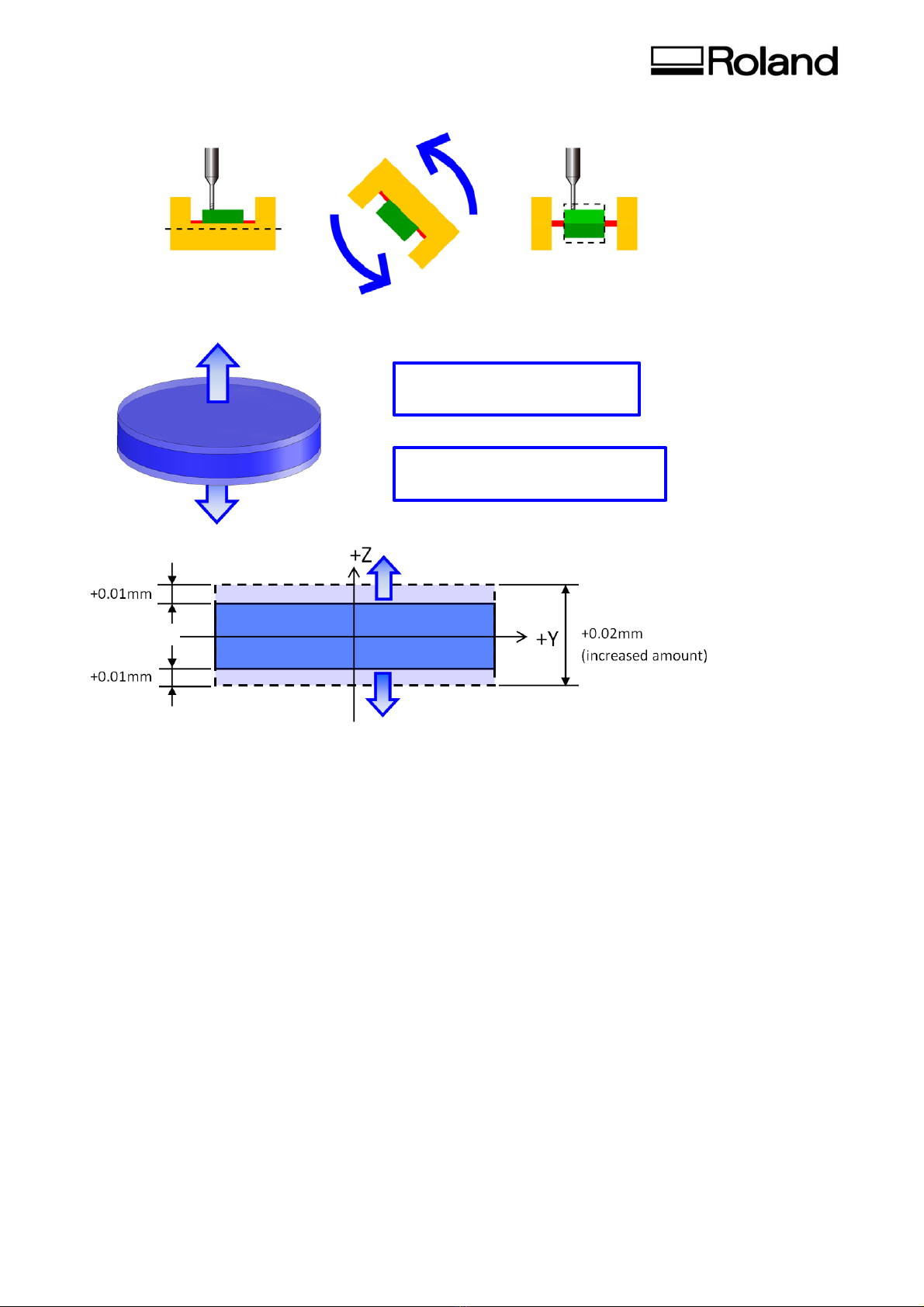
Ifaoffsetvalueisbiggerthan100%,
thesizebecomesbigger.
Ifaoffsetvalueissmallerthan100%,
thesizebecomessmaller.
Ifyouinput100.1%inY‐axis,thelengthinY‐axiswillbelongerin100.1%.
Incasetheoriginallengthis10.00mm,itwillbe10.01mm.
Factoryautocorrection
Manualcorrection