RG-INSTALL-009 / PUB027-027_0917 Page 3 of 15
Date 26/09/2017
1. Introduction
Unless otherwise specified the gearbox is supplied assembled. In the case of quarter turn gearboxes, the
gearbox stops have been set to a nominal 90° open and close position.
! The IW gearbox stops must be re-set for the stroke of the valve after combination installation.
2. Health and Safety
Work undertaken must be carried out in accordance with the instructions in this and any other relevant
manuals. The user and those persons working on this equipment should be familiar with their responsibilities
under any statutory provisions relating to the Health and Safety of their workplace. Due consideration of
additional hazards should be taken when using the gearbox with other equipment. Should further information
and guidance relating to the safe use of the Rotork products be required, it will be provided on request.
The mechanical installation should be carried out as outlined in this manual and also in accordance with
relevant standards such as British Standard Codes of Practice. No inspection or repair should be undertaken
unless it conforms to the specific hazardous area certification requirements. For maintenance of the actuator,
refer to the actuator installation and maintenance manual.
! WARNING: The gearbox enclosure materials may include cast iron, SG iron, carbon steel or
stainless steel.
3. Storage
If your gearbox cannot be installed immediately store it in a clean dry place until you are ready to install in
situ. Recommended storage temperature range: 0°C to 40°C (32°F –104°F).
4. Unpacking
Gearboxes are packed in a variety of configurations depending on size, type and quantity of the
consignment.
It is the responsibility of the individual unpacking and handling the combination to carry out a risk
assessment for the supplied arrangement to ensure safe working. Refer to Section 5 Handling.
Packaging material used may include wood, cardboard, polyethylene and steel. Packaging should be
recycled according to local regulations.
5. Handling
! Individual weights for gearboxes are recorded on their respective nameplates
! Only trained and experienced personnel should carry out handling. At all times, safe
handling must be ensured.
! Each combination must be assessed to identify all risks associated with handling.
! The gearboxes must be fully supported until full valve shaft/stem engagement is achieved
and the gearbox is secured to the valve flange.
! Once connected to the valve, each assembly must be assessed on an individual basis for
safe handling/lifting. Never lift the complete combination-valve assembly via the gearbox.
! If it is necessary to lift the gearbox using lifting equipment, certified soft slings are
recommended. Damage to protective coatings should be correctly rectified and may
invalidate warranty.
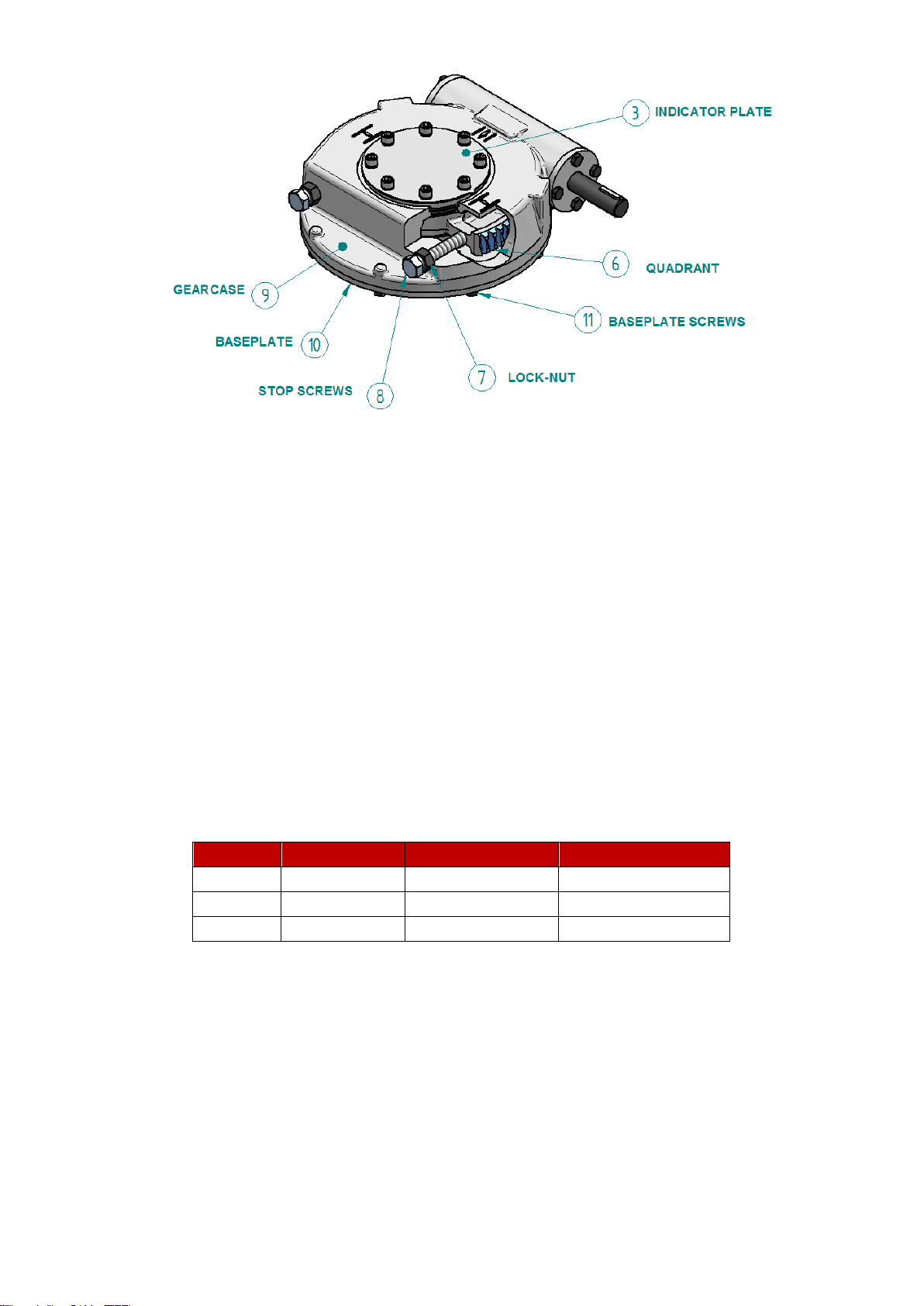
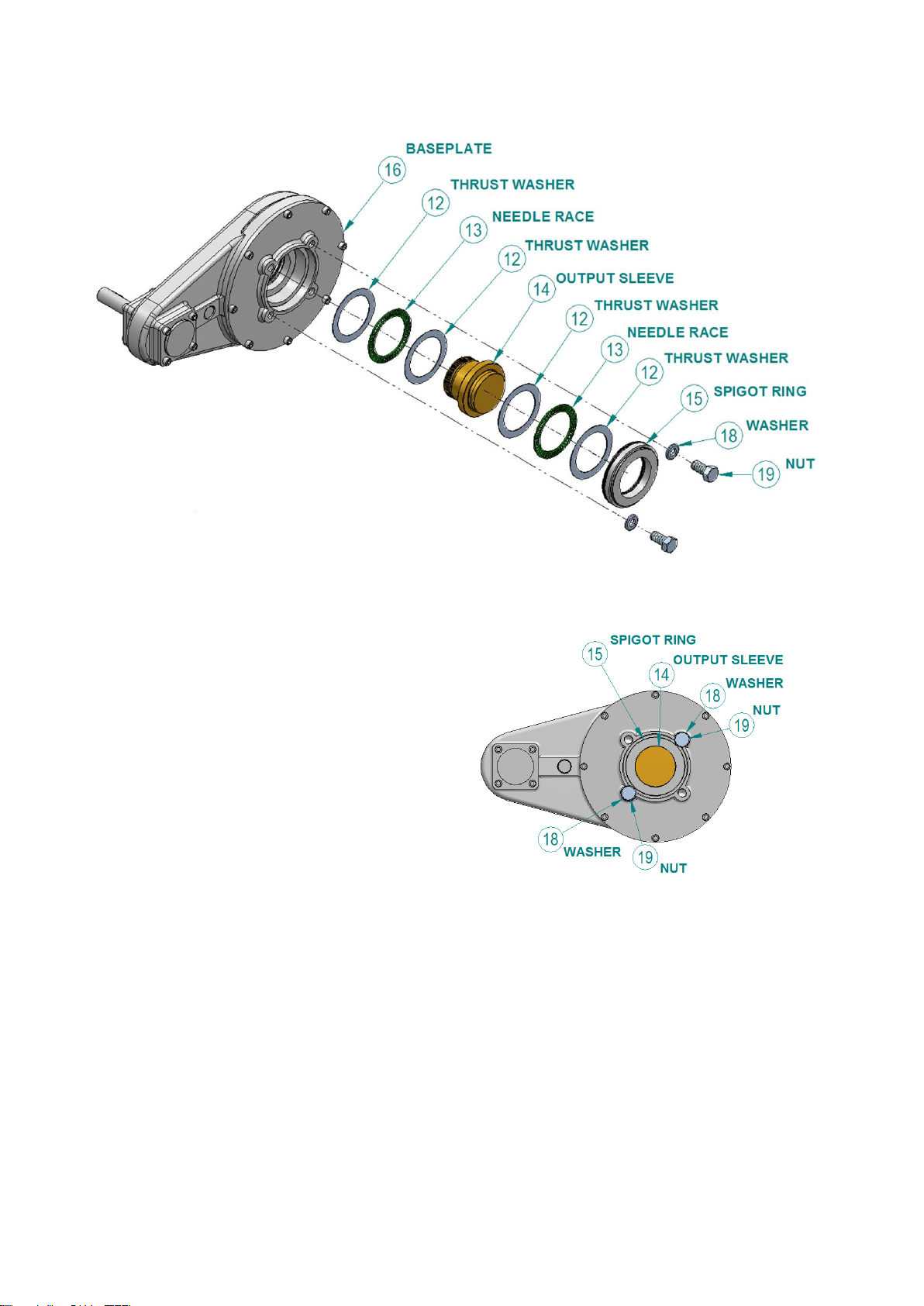
! We recommend fitting a bolt and washer system onto the baseplate of IB and IS gearboxes
before moving them, as demonstrated in Figure 7 and Figure 8.