4
1. INFORMACIÓN GENERAL.
ATENCIÓN: Lea y comprenda perfectamente las presentes instrucciones antes de empezar a manejar la
maquina
Este manual le proporciona las instrucciones necesarias para su puesta en marcha, utilización, mantenimiento
y en su caso, reparación. Se señalan también los aspectos que pueden afectar a la seguridad y salud de los usuarios
durante la realización de cualquiera de dichos procesos. Si se siguen las citadas instrucciones y se opera como se
indica, se obtendrá un servicio seguro y un mantenimiento sencillo.
Por ello, la lectura de este manual es obligatoria para cualquier persona que vaya a ser responsable del uso,
mantenimiento o reparación de la citada máquina.
Se recomienda tener siempre este manual en un lugar fácilmente accesible donde se esté utilizando la
máquina.
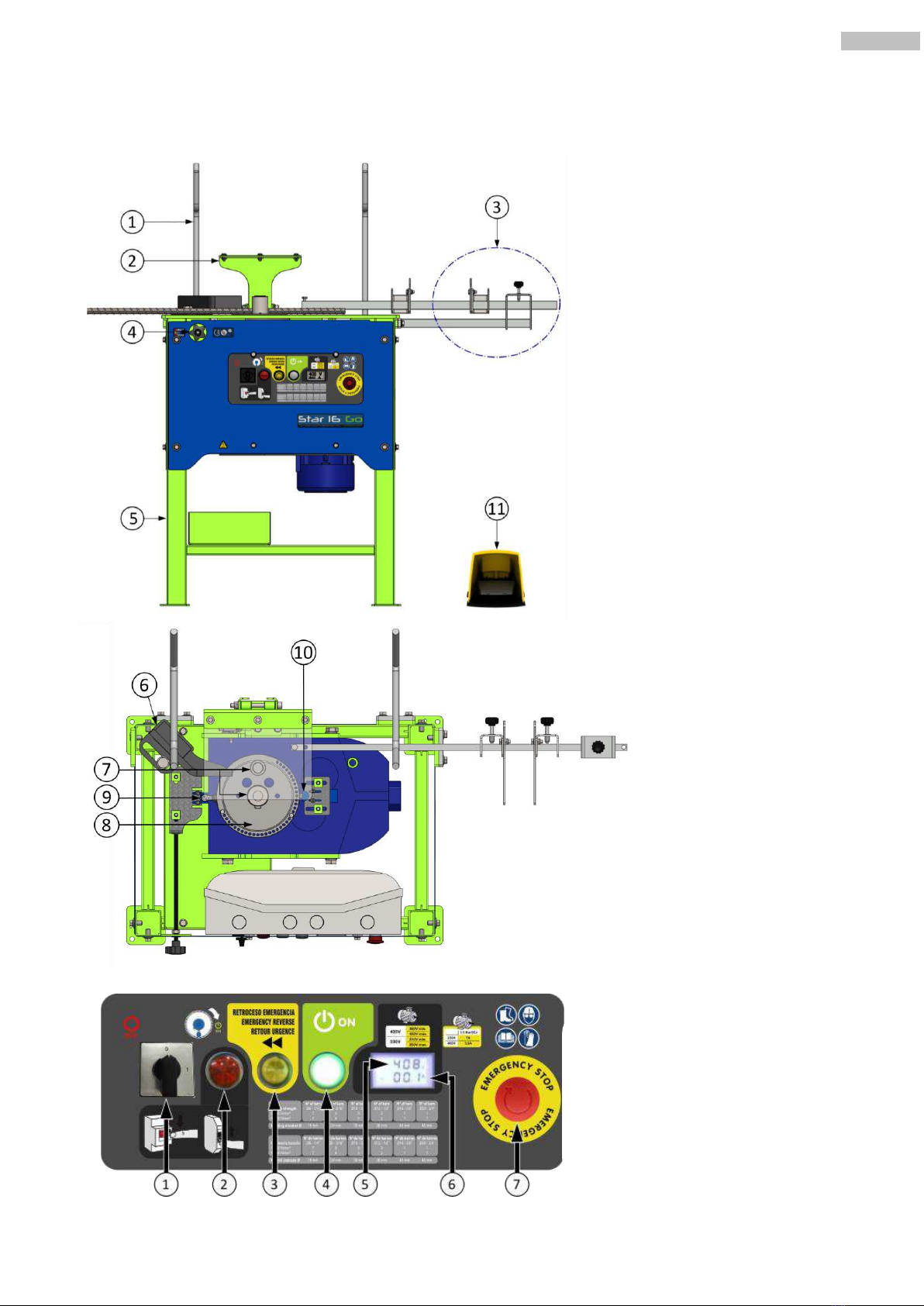
2. DESCRIPCIÓN GENERAL DE LA MAQUINA.
Las máquinas dobladoras de estribos modelos Star-16 GO y Star-20, están diseñadas y fabricadas para doblar
barras de acero liso y corrugado de construcción. El procedimiento de doblado se realiza en frío mediante mandriles
que garantizan unos diámetros de doblado conforme a normas Europeas.
•El elemento principal de la máquina es un reductor que se encarga de trasmitir la energía necesaria
para realizar el doblado de barras de acero.
•La máquina es accionada por el motor eléctrico que trasmite el movimiento, mediante transmisión al
mecanismo doblador en el que se montan los diferentes mandriles para el doblado de las barras de
acero.
•El ángulo de doblado se consigue introduciendo el pivote en el plato doblador para determinar el
ángulo de doblado aproximado, y desplazando milimétricamente el fin de carrera mediante el
regulador de ángulos para ajustar el ángulo con más exactitud.
•El panel de mandos está dotado de pulsetería y mandos eléctricos de gran sencillez y fácilmente
localizables, identificados mediante pictogramas.
•Dispone de un pedal para confirmar y ejecutar la maniobra, evitando así que los miembros
superiores queden atrapados con la máquina en funcionamiento.
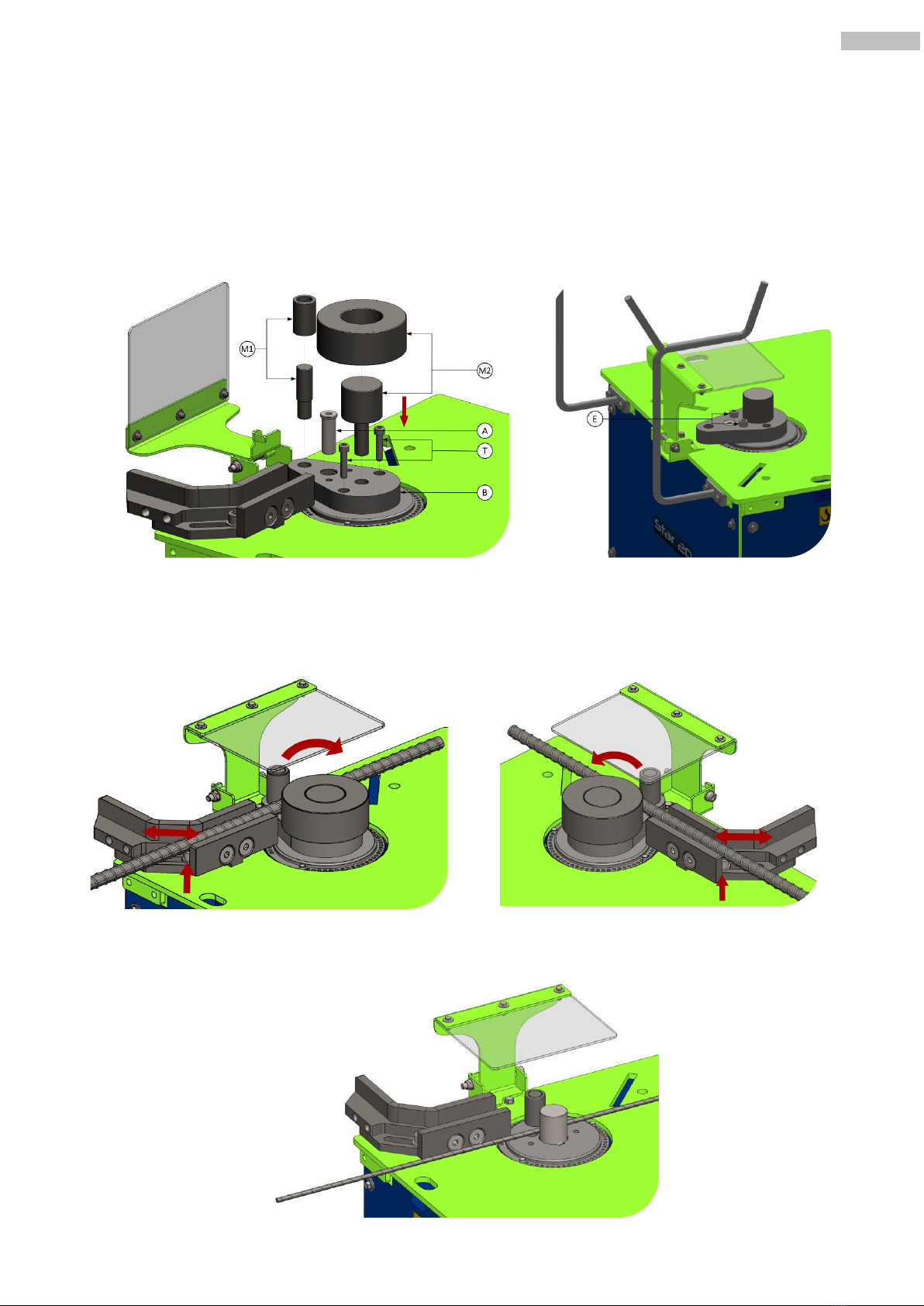
•La zona de trabajo está protegida mediante un resguardo superior que limita posibles accidentes,
este resguardo está dotado de un visor transparente que permite observar el material a doblar y los
elementos de doblado, evitando llegar con las miembros superiores a la zona de doblado.
•La función principal de la máquina se basa en la realización de estribos, ganchos, solapes, aros de
refuerzo, anclajes, cercos y cualquier figura poligonal utilizando varilla de pequeño calibre hasta 20
mm.
•Cuadro eléctrico según normas CE.
•La estructura de la máquina está pintada al horno con pintura epoxy –poliéster lo que le confiere
una alta resistencia a la superficie y mantiene la estructura protegida de la corrosión.
•La equipación eléctrica cumple la normativa de seguridad comunitaria.
Cualquier otro uso que se le pueda dar a esta máquina se considera inadecuado y puede resultar
peligroso, por lo que queda expresamente prohibido.