目錄
前言 ----------------------------------------------------------------------------1
安全說明 ----------------------------------------------------------------------1
1.產品說明--------------------------------------------------------------------2
1.1 概述-----------------------------------------------------------------------2
1.2 產品使用環境-----------------------------------------------------------2
1.3 產品規格-----------------------------------------------------------------2
1.4 基本組成及結構--------------------------------------------------------3
2.安裝與調試-----------------------------------------------------------------4
2.1.1 操作面板安裝--------------------------------------------------------- 4
2.1.2 控制箱安裝 ----------------------------------------------------------4
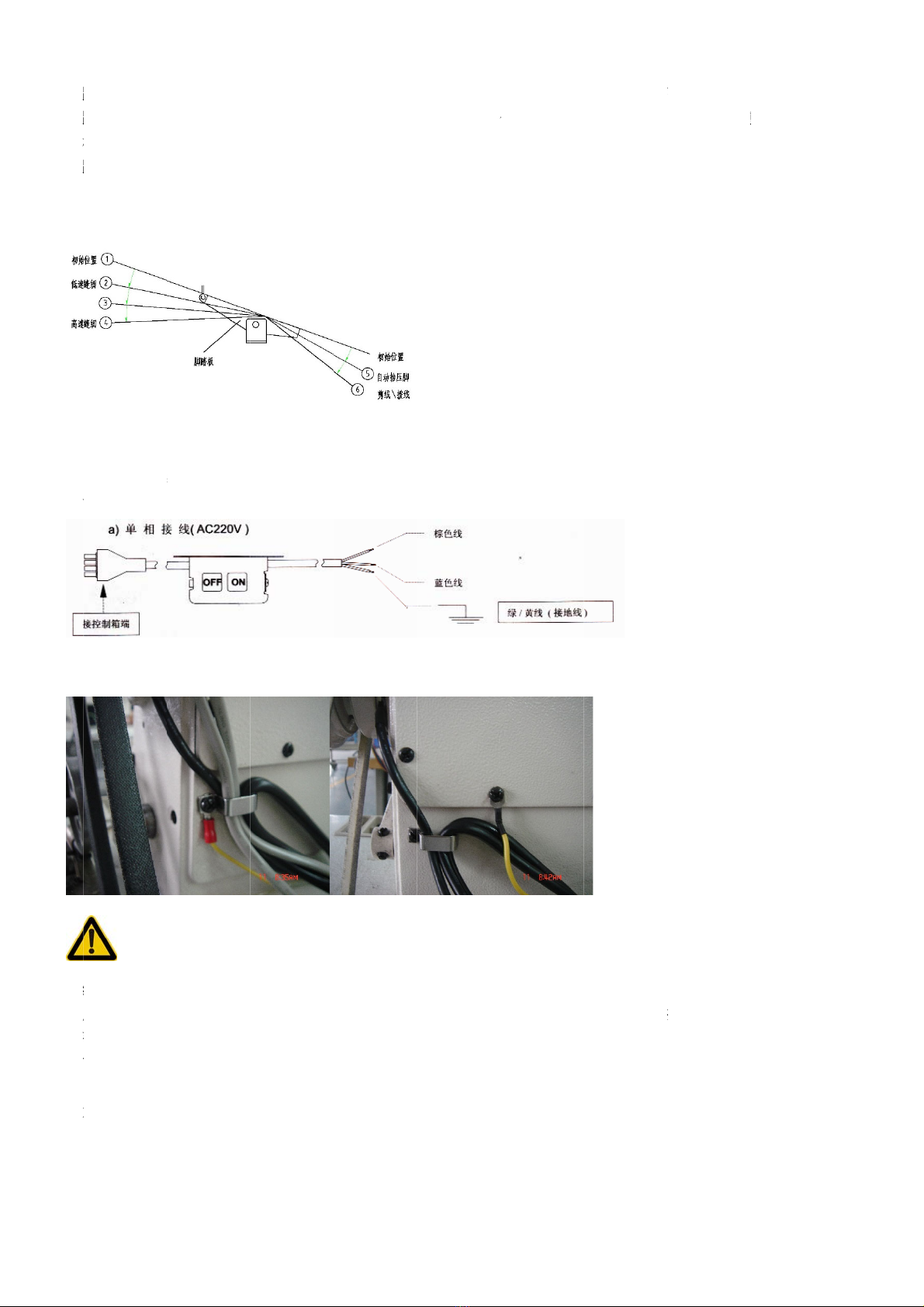
2.1.3 腳踏板安裝調試 ---------------------------------------------------- 4
2.1.4 接線及接地 ----------------------------------------------------------5
2.1.5 接外掛程式插口說明 ----------------------------------------------6
3.功能介紹--------------------------------------------------------------------7
3.1 產品功能-----------------------------------------------------------------7
4.基本操作--------------------------------------------------------------------8
4.1.顯示板的使用與操作---------------------------------------------------8
5功能參數表-----------------------------------------------------------------10
5.1A 功能參數表(用戶使用) -------------------------------------------10
5.2B 功能參數表(技術人員使用) ---------------------------------------12
5.3 出廠設置恢復 ----------------------------------------------------------14
6.錯誤代碼及處理方法-----------------------------------------------------15
7.操控盒顯示字體與實際數值對照表 -----------------------------------16