5
Contrôle automatique du gaz de purge
interne de l’alimentation M200
Instructions d’utilisation
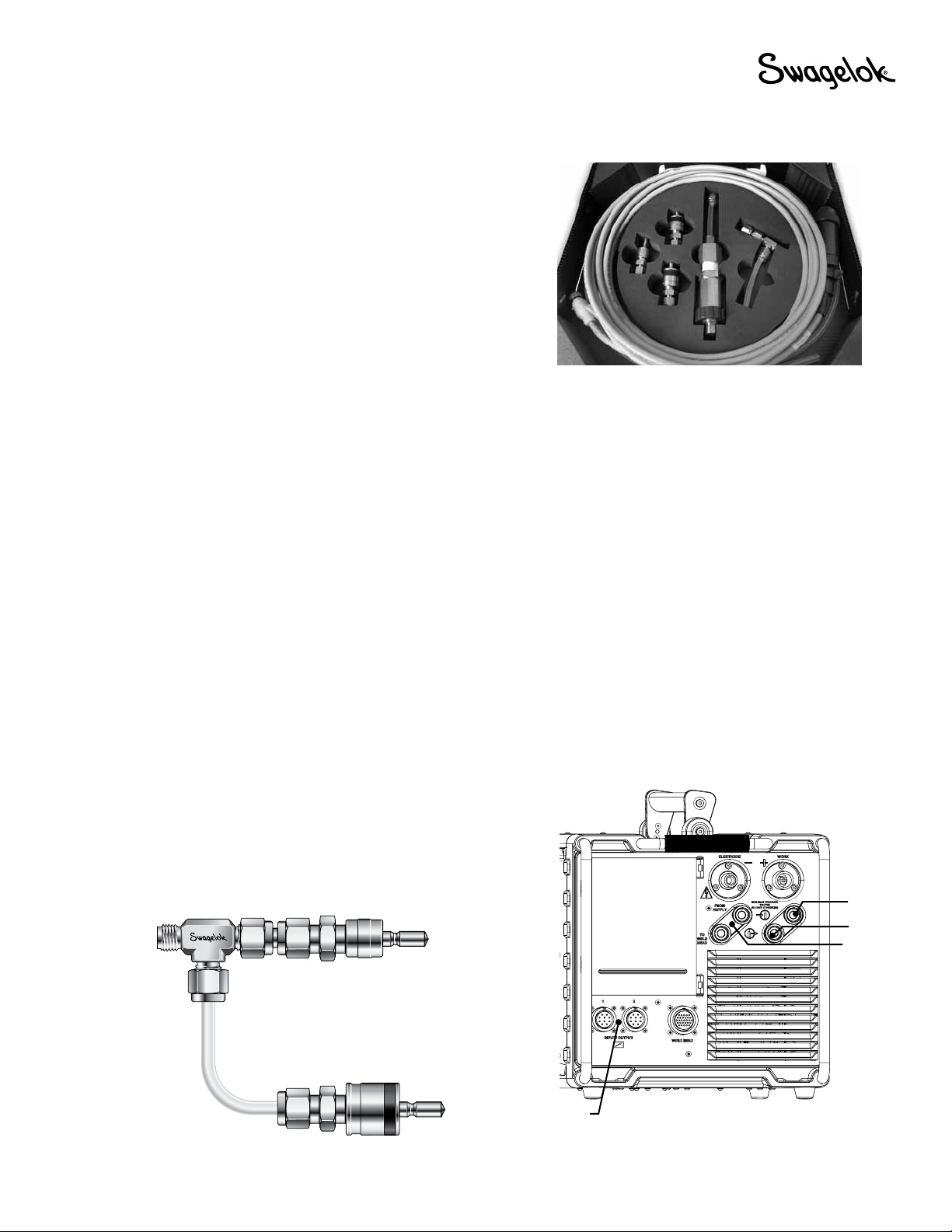
Contenu du kit:
■ Capteur de pression avec raccordements 1/4po
■ Faisceau de câbles d’une longueur de 6m (19,7ft)
■ Tube en PFA d’une longueur de 4,5m (15ft)
■ Té 1/4po Swagelokavec tube en PFA
■ 2raccords rapides sérieQC 1/4po avec clé de détrompage,
1raccord rapide sérieQC 1/4po standard
■ Mallette
■ Notice
Installation pour les deux méthodes
Assemblage du té - Fig. 1
1. Raccordez un raccord rapide avec clé de détrompage à
l’extrémité inférieure du té fourni en utilisant un tube en PFA,
conformément aux Instructions de montage des raccords
pour tubes Swagelok de diamètre inférieur ou égal à 25mm
(1po), MS-12-01.
2. Raccordez le raccord rapide standard à l’une des extrémités
supérieures du té fourni à l’aide de l’écrou, conformément
aux Instructions de montage des raccords pour tubes
Swagelok de diamètre inférieur ou égal à 25mm (1po),
MS-12-01.
3. Raccordez la ligne d’alimentation en gaz du système
entre le détendeur amont et la dernière extrémité du té,
conformément aux Instructions de montage des raccords
pour tubes Swagelok de diamètre inférieur ou égal à 25mm
(1po), MS-12-01.
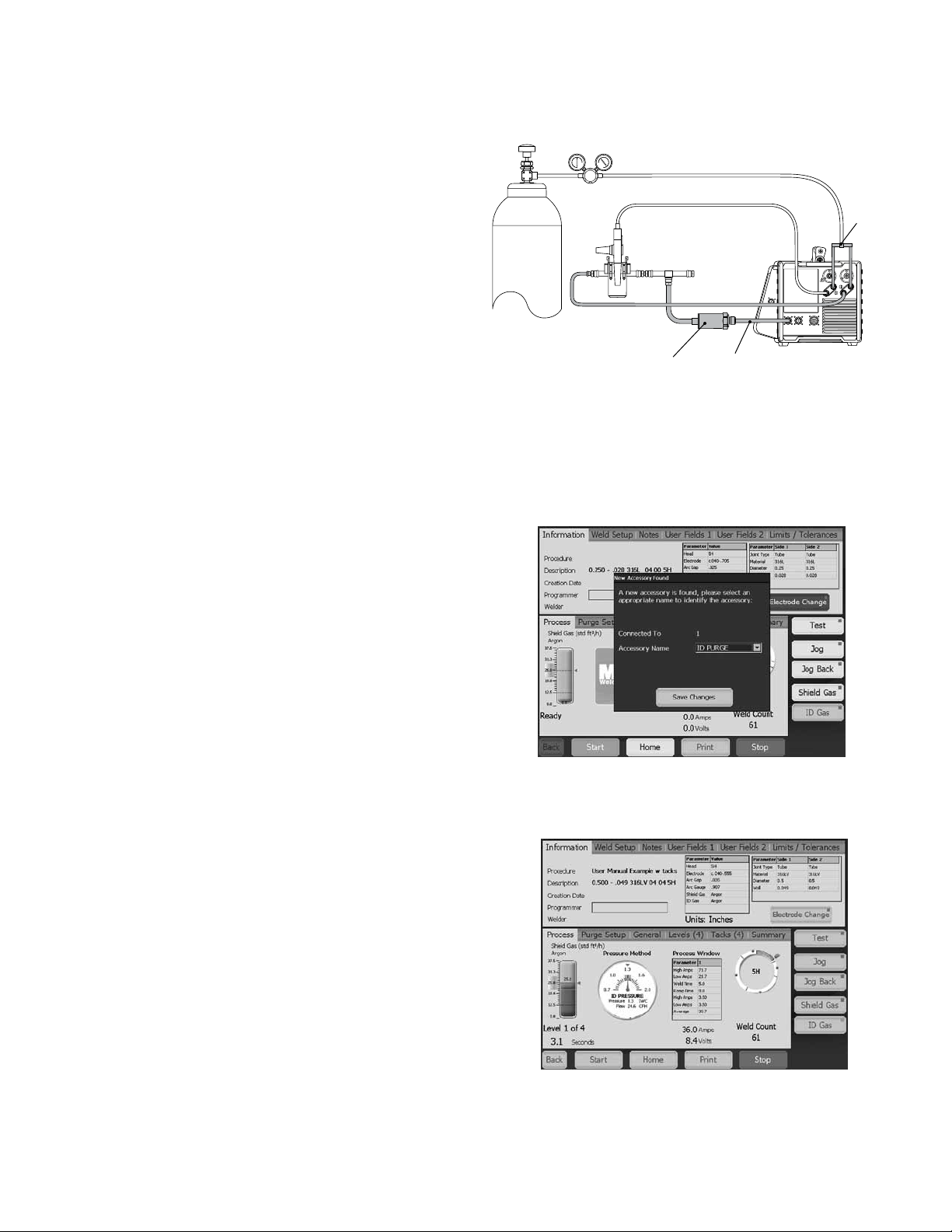
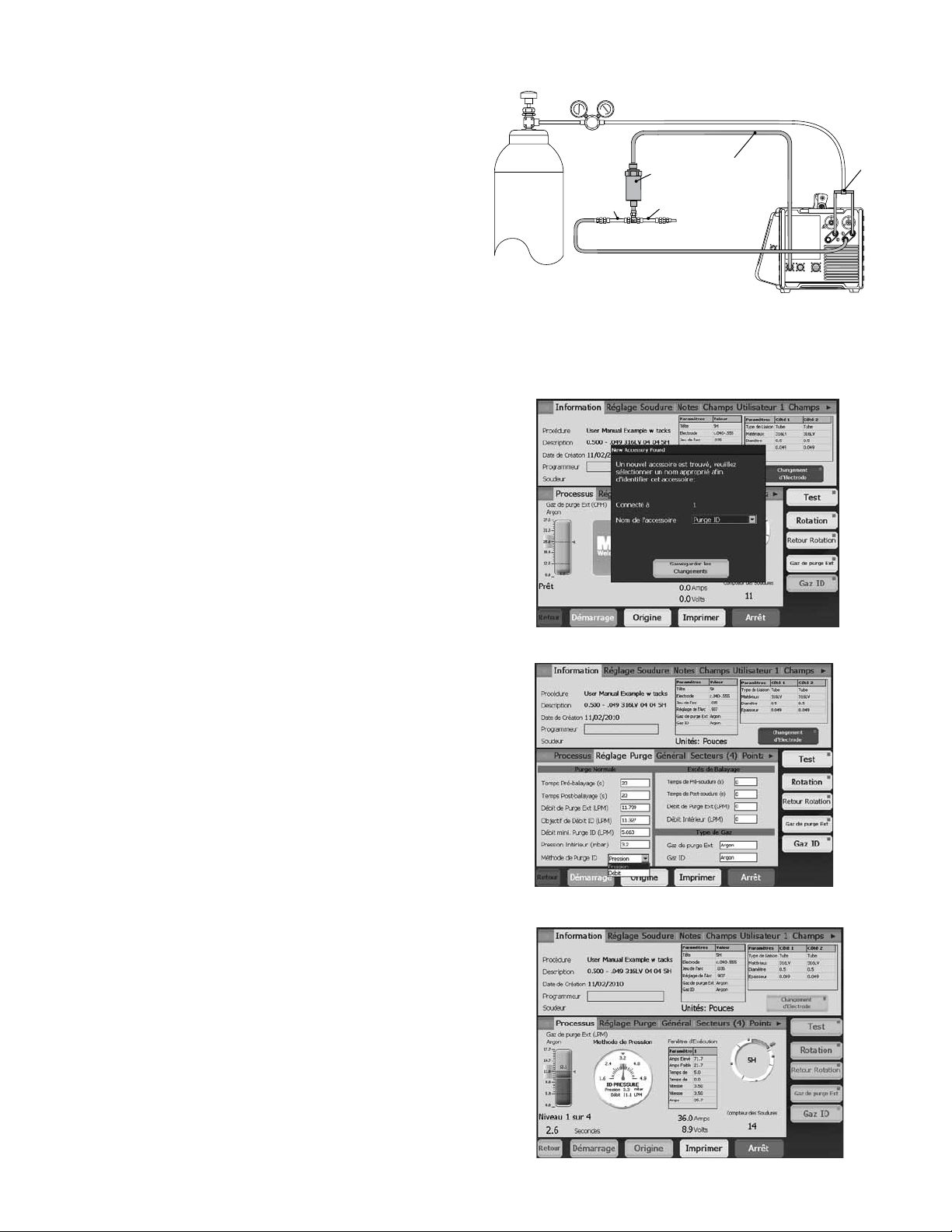
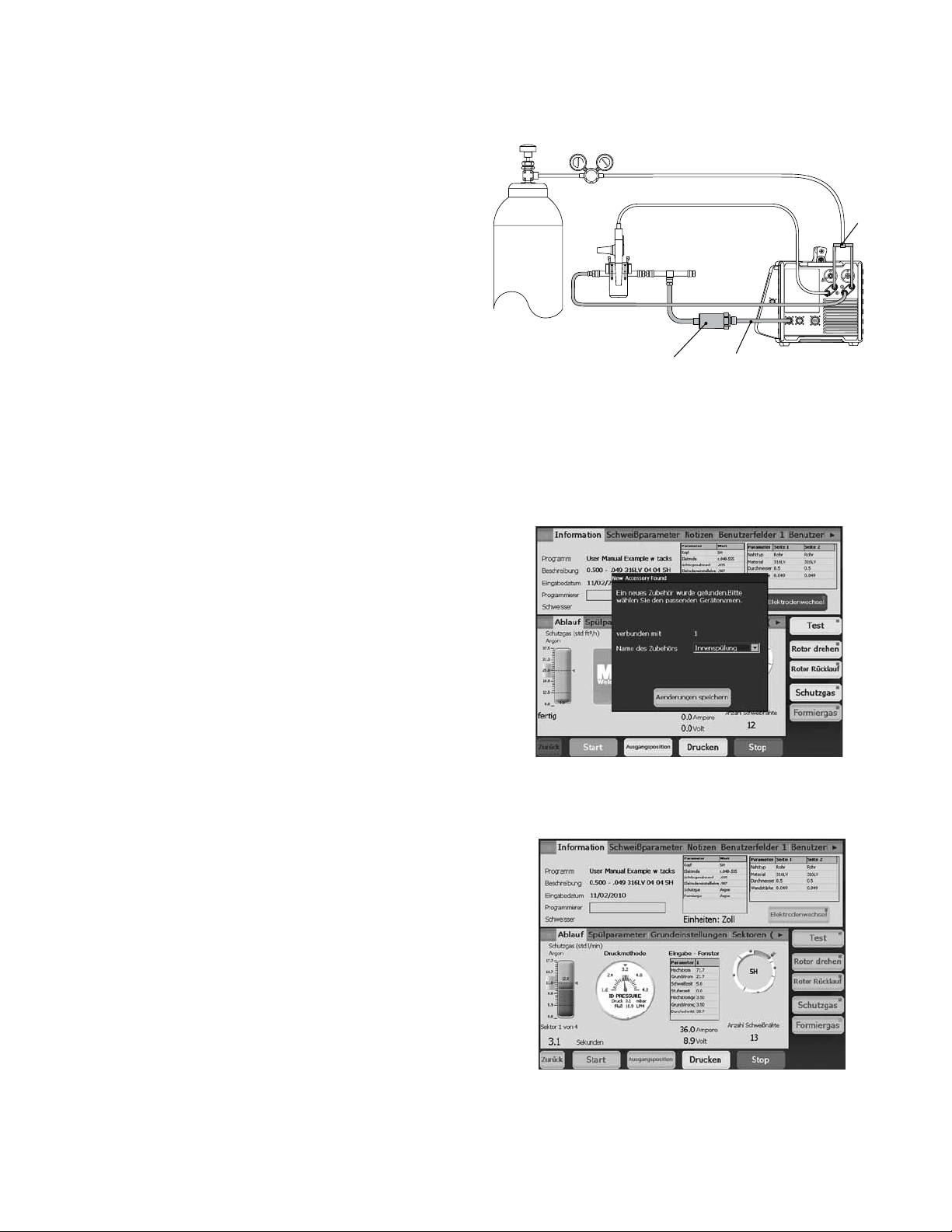
Raccordement de l’alimentation M200 - Fig. 2
4. Placez le raccord rapide avec clé de détrompage et le
raccord rapide standard du té assemblé en face des
connexions supérieures destinées respectivement à
l’alimentation de la purge interne et du gaz de protection
externe, qui sont situées sur le côté droit de l’alimentation
M200. Effectuez les raccordements en enfonçant les
raccords.
Remarque: Alignez bien les deux raccords avant de les
enfoncer pour ne pas endommager les tubes.
5. Raccordez l’autre raccord rapide avec clé de détrompage
au tube en PFA fourni, en introduisant le tube dans l’écrou
et en serrant conformément aux Instructions de montage
des raccords pour tubes Swagelok de diamètre inférieur
ou égal à 25mm (1po), MS-12-01.
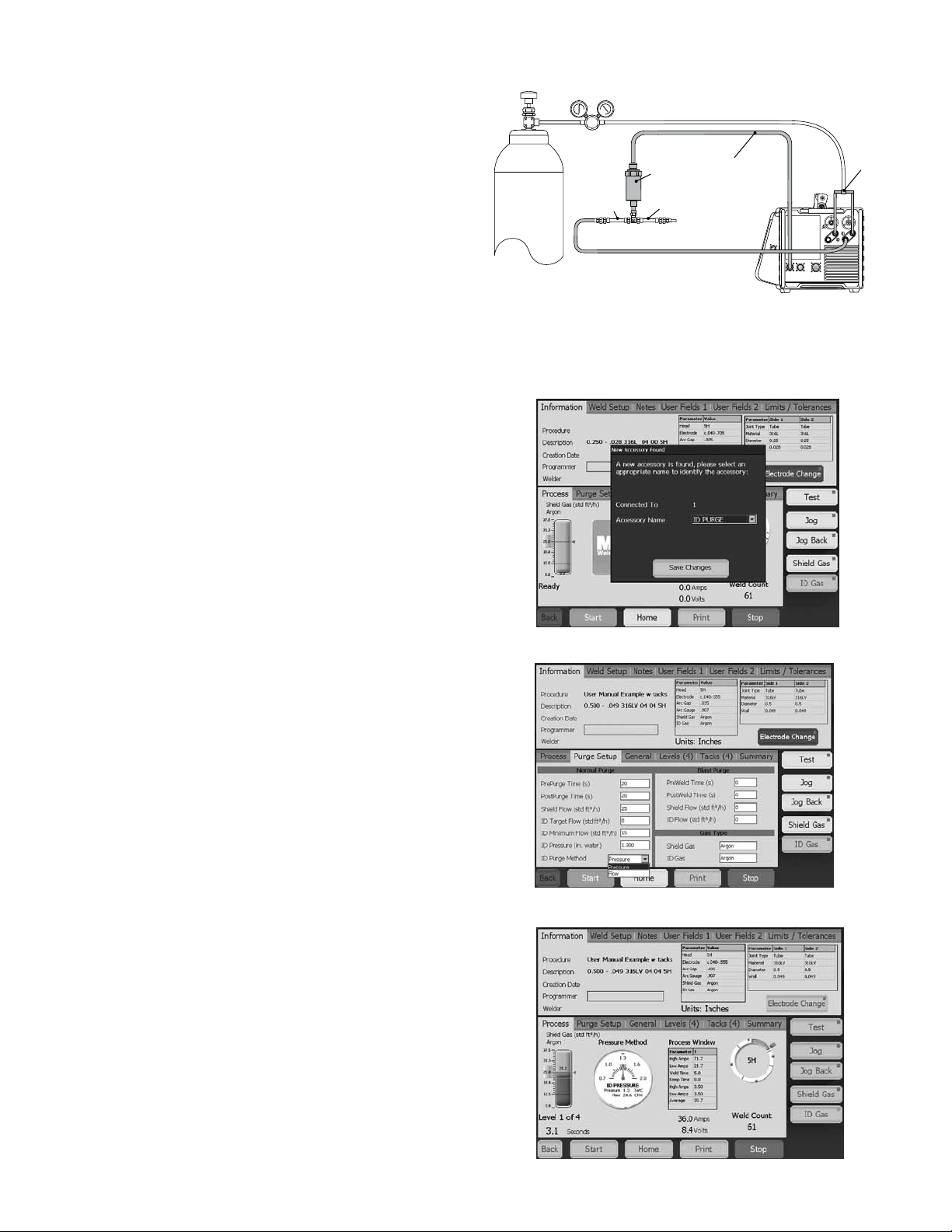
6. Raccordez le raccord rapide avec clé de détrompage à la
connexion inférieure destinée à l’alimentation de la purge
sur l’alimentation M200. Raccordez l’autre extrémité du tube
sur l’entrée du gaz de purge au niveau de la pièce à souder.
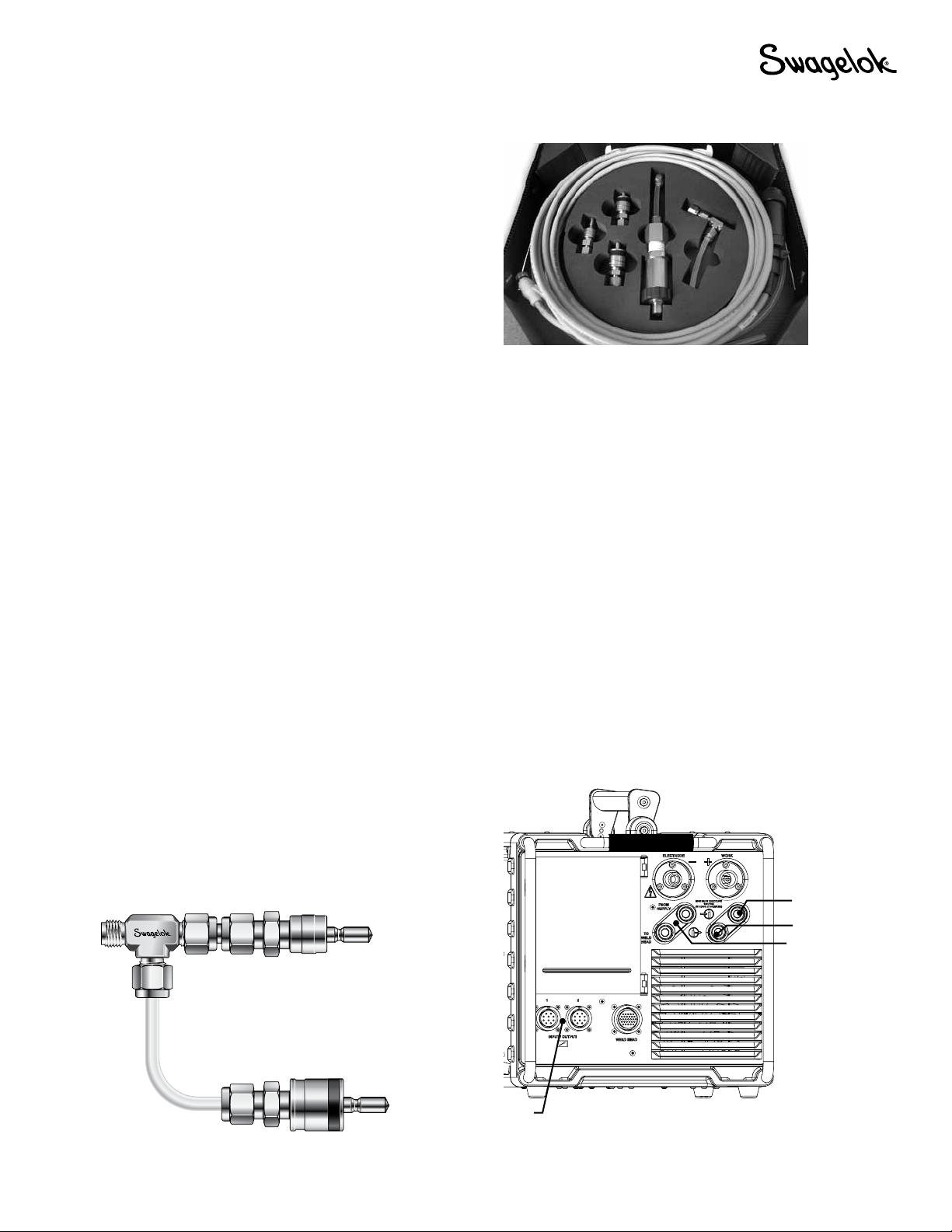
Fig. 2 — Côté droit de l’alimentationM200
Raccordements
du gaz de
protection
externe
Raccordements
ENTRÉE/SORTIE
Vers purge
interne
Alimentation
de la purge
interne
Fig. 1 — Té assemblé
SWAGELOK
SWAGELOK
SWAGELOK
SWAGELOK
SWAGELOK
SWAGELOK
SWAGELOK
SWAGELOK
Il y a deux façons d’utiliser le contrôle automatique du gaz de
purge interne, soit à pression constante, soit à débit constant.
Dans le premier cas, l’alimentation M200 maintient le gaz de
purge interne à la pression souhaitée pendant tout le cycle
de soudure.
Dans le deuxième cas, l’alimentation M200 maintient le débit du
gaz de purge interne à la valeur préalablement xée pendant tout
le cycle de soudure. Cette méthode peut être utilisée lorsqu’il est
impossible de placer le capteur de pression à proximité du joint
de soudure ou lorsque d’autres limitations du système entraînent
des pressions différentes au niveau du joint de soudure et au
niveau du capteur de pression. Le capteur de pression ne se
trouve pas dans le système pendant le cycle de soudure.
Raccord rapide standard
Raccord rapide avec clé de détrompage