自動化產品(繁體中文)
–
710CA Laser Cutting Machine Assembly Manual
Basic Machine Setting–4
2 Basic Machine Setting
The laser cutting system includes a controller, laser source, keyboard and mouse interface. This manual will guide
users through the installation process, starting with the mechanical setup, step by step.
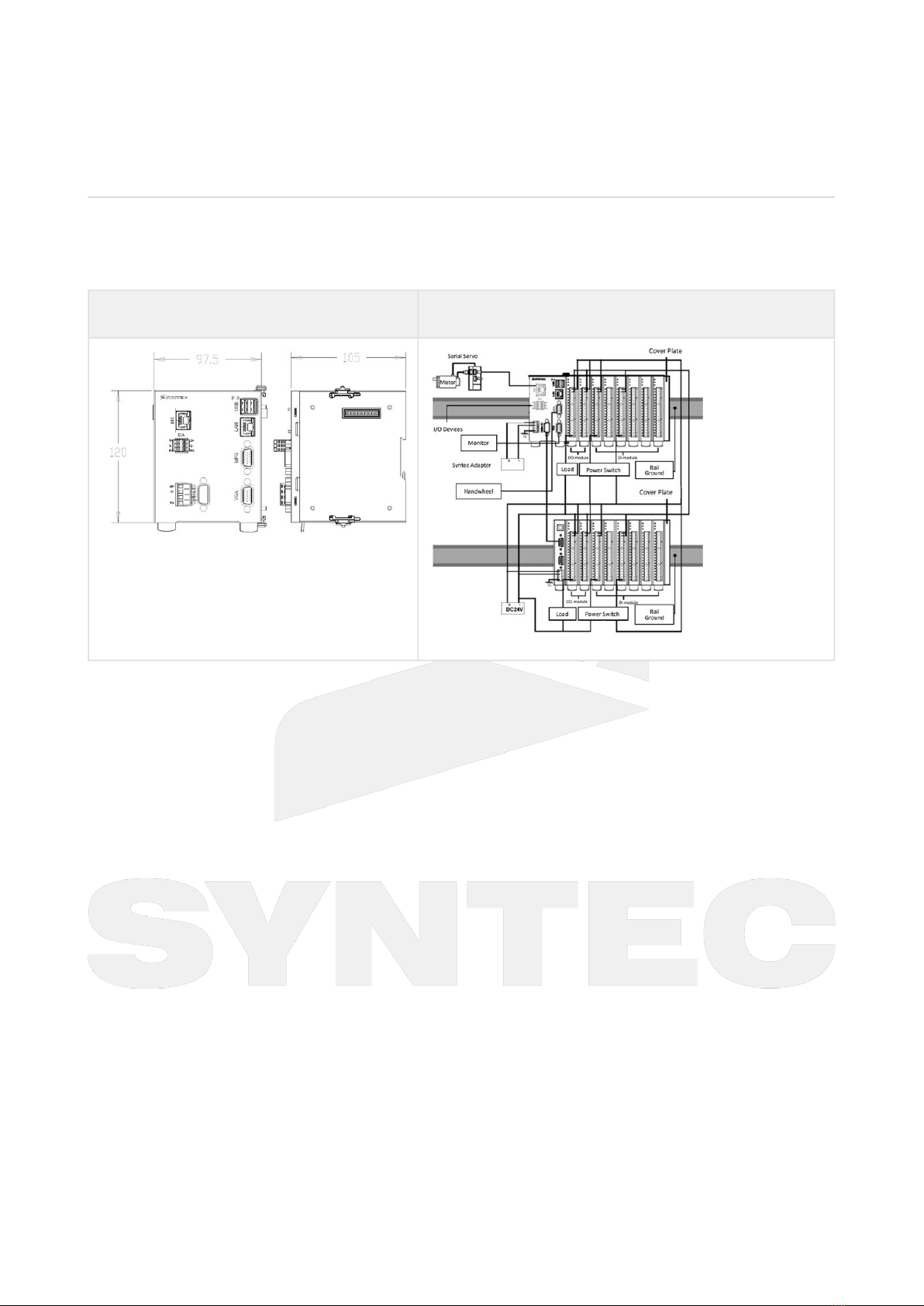
2.1 Hardware Introduction
710CA
Controller
24V Power
Adapter
Four-in-One
Driver
ADDA CapacitiveSensor
AmplifierModule
Motor Motor Power
Cable
Motor Encoder
Cable
M3
Communication
Cable
CapacitiveSensor
AmplifierModule
Communication Cable
2.2 Installation Process
Mechanical Installation: Complete the installation of the mechanics, including motors, drivers, controller, and
laser source.
Wiring: Connect the wiring between the motors, drivers, controller, and laser source. Once this step is completed,
you can power up the system.