Syntec 720CA User manual

720CA Laser Cutting Machine Assembly Manual -
Pulse Driver
匯出日期:2023-12-25
修改日期:2023-12-24
自動化產品(繁體中文)
–
720CA Laser Cutting Machine Assembly Manual - Pulse Driver
–2
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
Subject
Basic Machine Configuration
Hardware Introduction
Installation Process
Mechanical Installation
720CA Controller
Serial Driver
Capacitive Sensor Amplifier Module
Wiring
Overall Wiring
Z-Axis Encoder Wiring
Capacitive amplifier Wiring
Laser Source Wiring
Parameter Setting
Axis Mechanism Parameters
Extended Parameters
Common Parameters
IO-Related Parameters
I/O Settings
Handheld Remote Controller IO Point Settings
IO Mapping Settings
O-Point Software Mapping Table
I-Point Software Mapping Table
序
號
版
本
號
編修日期 編修內容 議題連結 作者 審查 核準
1 V1.0 2023-
11-7
新增 720CA 雷射
切割配機手冊 - Z
軸泛用型
AUTO-11225 @何
明穎
@
王
亦
恩
@
吳
冠
毅
中文版Mandarin Version: 720CA 雷射切割配機手冊 - Z軸泛用型
文件資訊 文件履歷
文件資訊 文件履歷

自動化產品(繁體中文)
–
720CA Laser Cutting Machine Assembly Manual - Pulse Driver
Subject–3
1 Subject
By following this manual, you can easily install your own laser cutting system.
自動化產品(繁體中文)
–
720CA Laser Cutting Machine Assembly Manual - Pulse Driver
Basic Machine Configuration–4
2 Basic Machine Configuration
The laser cutting system includes a controller, laser source, keyboard and mouse interface. This manual will guide
users through the installation process, starting with the mechanical setup, step by step.
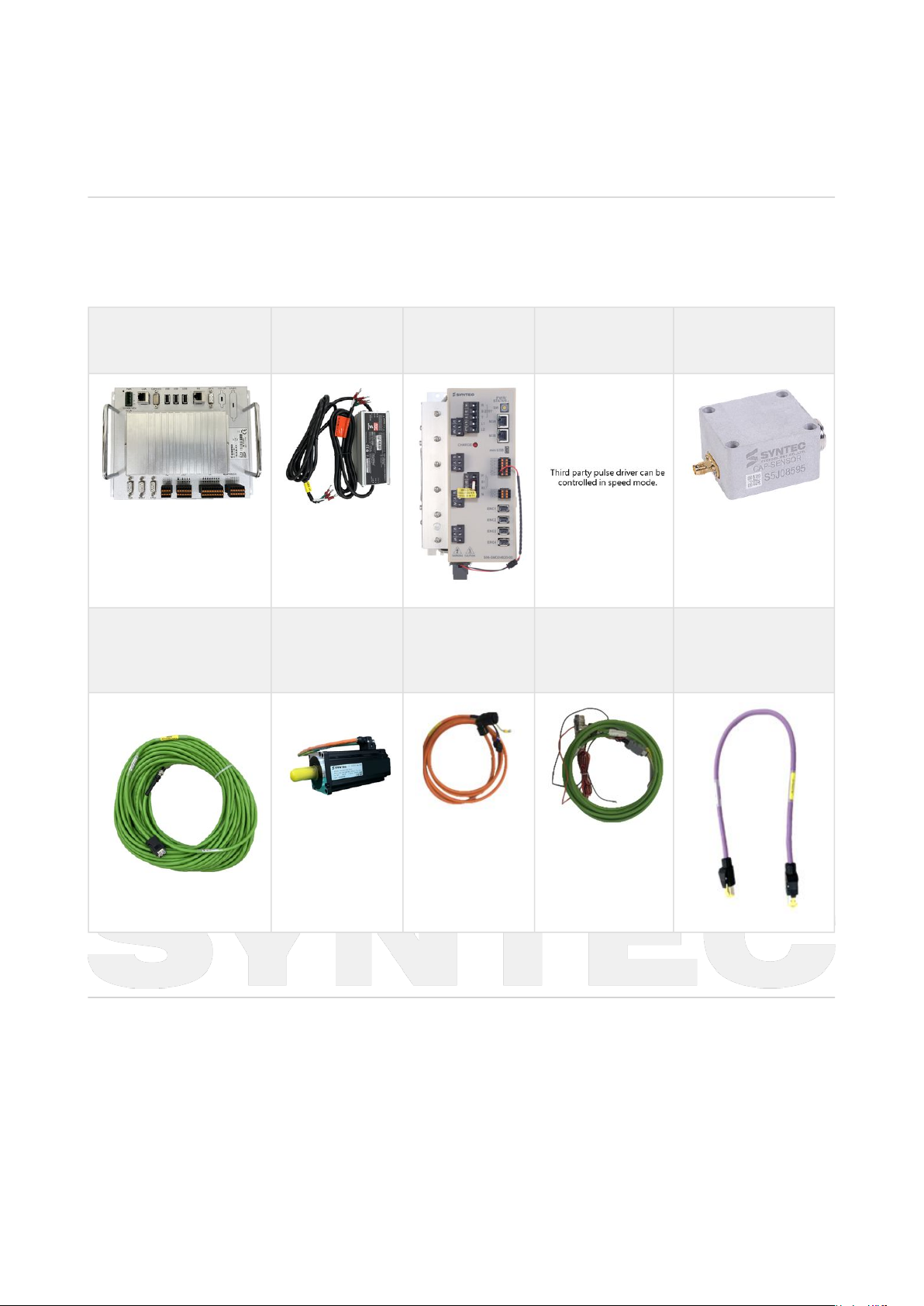
2.1 Hardware Introduction
720CA Controller 24V Power
Adapter
Serial Driver Pulse Driver Capacitive Sensor
Amplifier Module
Capacitive Sensor
Amplifier Module
Communication Cable
Motor Motor Power
Cable
Motor Encoder
Cable
M3 Communication
Cable
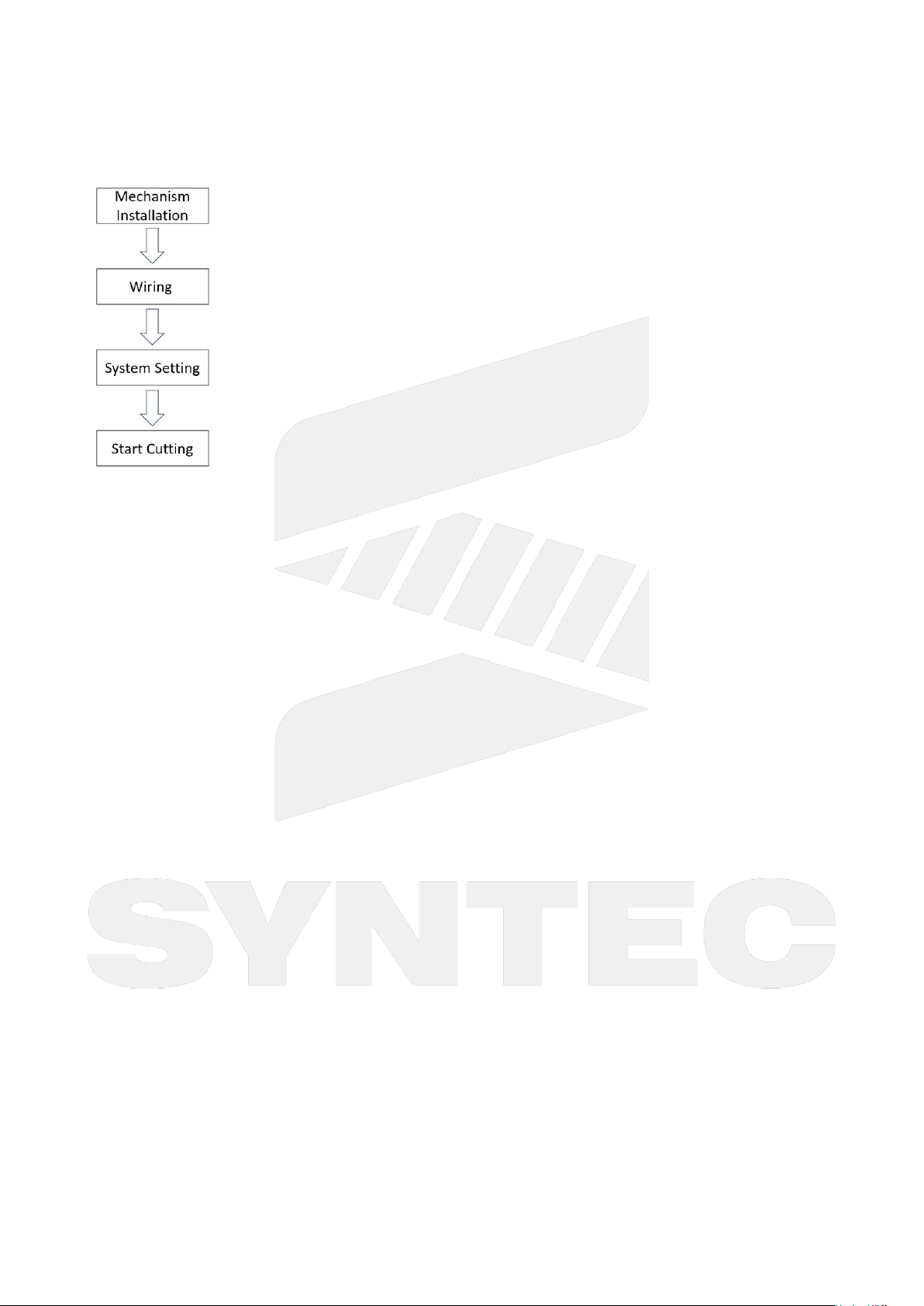
2.2 Installation Process
Mechanical Installation: Complete the installation of the mechanics, including motors, drivers, controller, and
laser source.
Wiring: Connect the wiring between the motors, drivers, controller, and laser source. Once this step is completed,
you can power up the system.
System Setting: This step involves software operations, including parameter settings, I/O configurations. Once the
system is configured, you will be able to precisely control the laser cutting controller.
自動化產品(繁體中文)
–
720CA Laser Cutting Machine Assembly Manual - Pulse Driver
Basic Machine Configuration–5
Start Cutting: After completing the system setup, you can operate the cutting system.
自動化產品(繁體中文)
–
720CA Laser Cutting Machine Assembly Manual - Pulse Driver
Mechanical Installation–6
3 Mechanical Installation
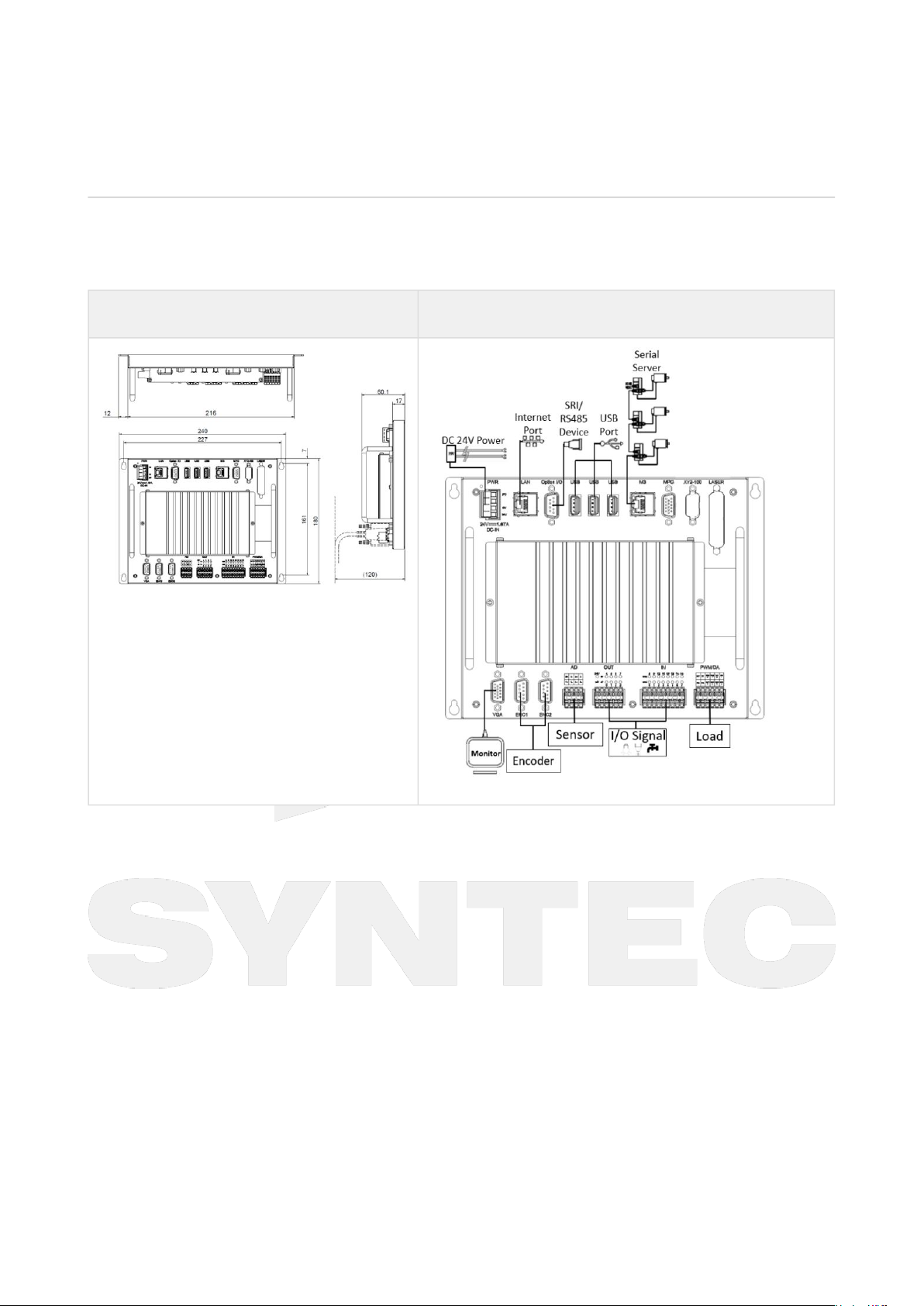
3.1 720CA Controller
The 720CA controller's external dimensions and peripheral product installation are as follows:
External Dimensions Peripheral Product Quick Installation Diagram
3.2 Serial Driver
The serial driver's external dimensions and peripheral product installation are as follows:

自動化產品(繁體中文)
–
720CA Laser Cutting Machine Assembly Manual - Pulse Driver
Mechanical Installation–7
External Dimensions Peripheral Product Quick Installation Diagram
3.3 Capacitive Sensor Amplifier Module
The Capacitive Sensor Amplifier Module's external dimensions and installation method are as follows:
External Dimensions Capacitive Sensor Amplifier Module Installation Diagram

自動化產品(繁體中文)
–
720CA Laser Cutting Machine Assembly Manual - Pulse Driver
Wiring–8
4 Wiring
4.1 Overall Wiring
Note: It is recommended to keep power cables and signal cables separate to avoid signal interference.
4.2 Z-Axis Encoder Wiring
自動化產品(繁體中文)
–
720CA Laser Cutting Machine Assembly Manual - Pulse Driver
Wiring–9
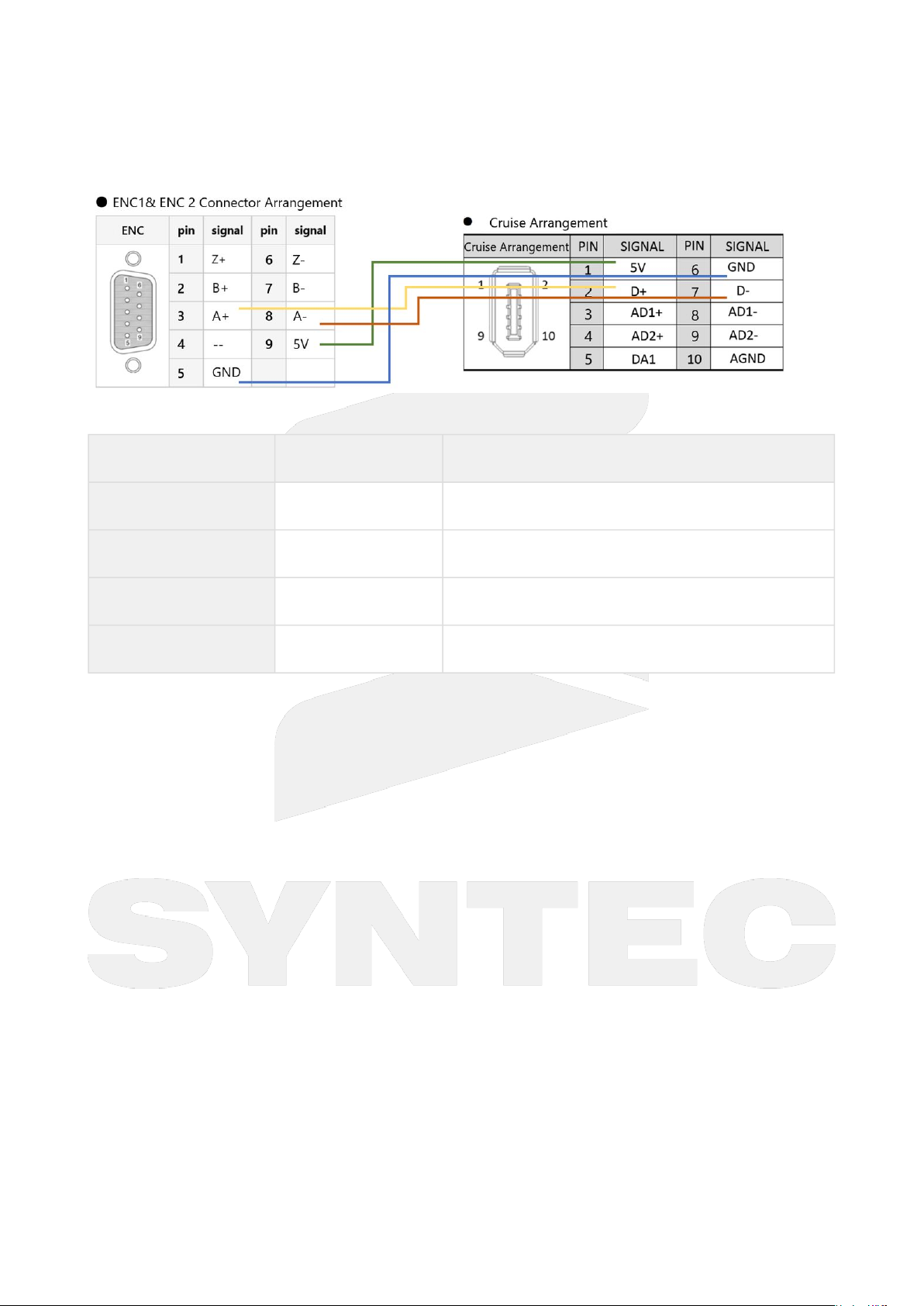
4.3 Capacitive amplifier Wiring
Pinout table for ENC and height adjustment connector
ENCPin Height adjustment connector
1A+ D+
2A- A-
35V 5V
4GND GND

自動化產品(繁體中文)
–
720CA Laser Cutting Machine Assembly Manual - Pulse Driver
Wiring–10
4.4 Laser Source Wiring
Table of contents
Other Syntec Cutter manuals


Popular Cutter manuals by other brands

Milwaukee
Milwaukee HEAVY DUTY M12 FCOT Original instructions

Makita
Makita DCS552 instruction manual

SignWarehouse.com
SignWarehouse.com Bobcat BA-60 user manual

Makita
Makita 4112HS instruction manual

GEISMAR STUMEC
GEISMAR STUMEC MTZ 350S manual

Hitachi
Hitachi CM 4SB2 Safety instructions and instruction manual











