408-1559
Rev U
recommendations call for at least one inspection per month, the inspection frequency should be based on the
amount of use, working conditions, operator training and skill, and established company standards. These
inspections should be performed in the following sequence:
Visual Inspection
1. Remove all lubrication and accumulated film by immersing the tool (handles partially closed) in a
suitable commercial degreaser that will not affect paint or plastic material.
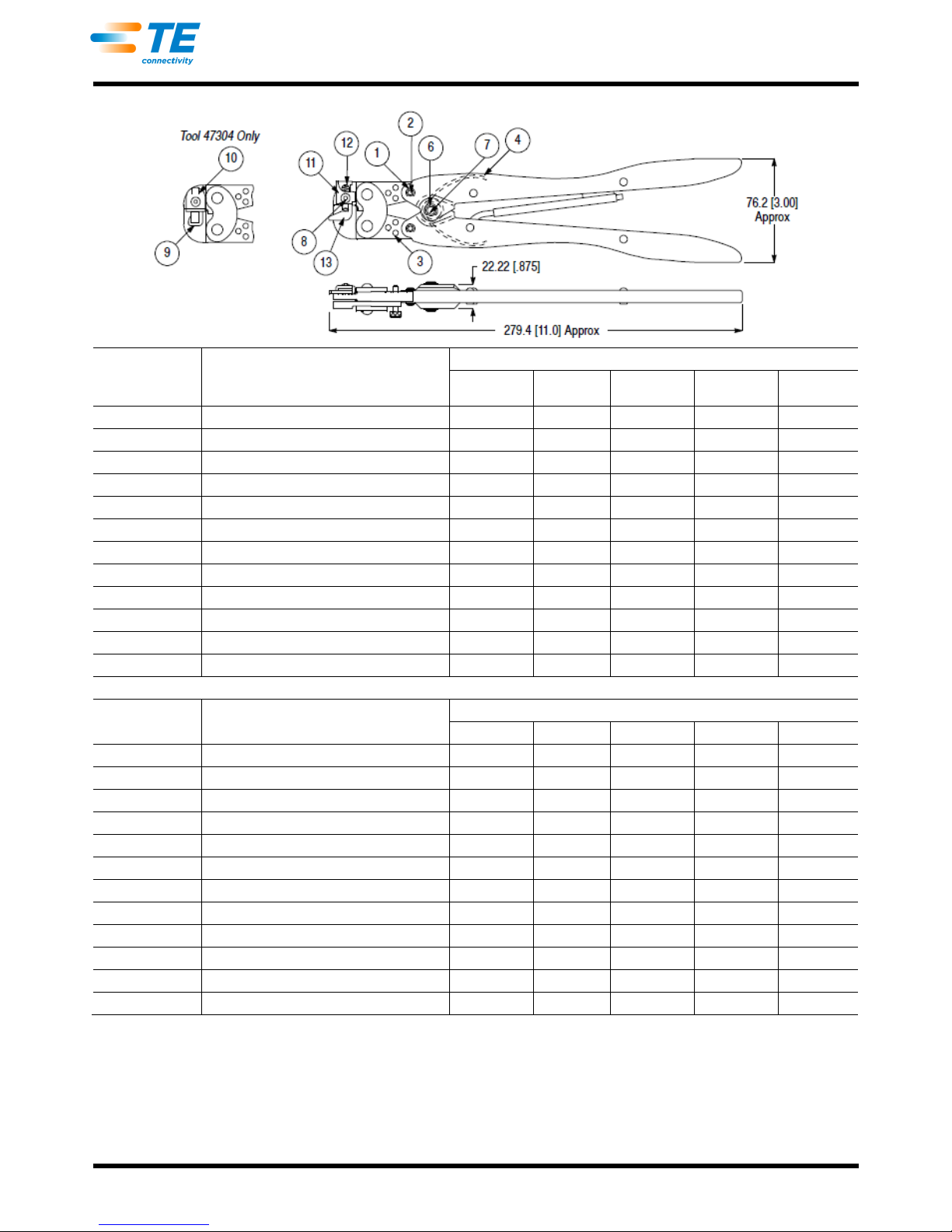
2. Make certain that all retaining pins are in place and are secured with retaining rings. If replacements
are necessary, refer to the parts list in Figure 10.
3. Inspect crimping areas for pitted or chipped surfaces.
4. Close the tool handles until the ratchet releases, then allow handles to open freely. If they do not open
quickly and fully, the spring is defective and must be replaced. Refer to Section 6, REPLACEMENT
AND REPAIR.
Gaging Crimping Chamber
This inspection requires the use of plug gages conforming to the dimensions listed in Figure 8. To gage
the crimping chamber, proceed as follows:
1. Close the jaws by squeezing the tool handles together until the jaws have bottomed, and then HOLD
the handles in this position. DO NOT force the jaws beyond initial contact.
2. Align the GO element of the gage with the wire barrel crimp section of the crimping chamber. Refer to
Figure 9. Push the element straight into the crimping chamber without using force. The GO element
must pass completely through the crimping chamber.
3. Align the NO-GO element of the gage with the same crimp section, and try to insert the element. The
NO-GO element may start entry, but it must not pass completely through the crimping chamber. Refer
to Figure 9.
4. Repeat the gage inspection for the insulation crimp section of the crimping chamber, making sure to
use the correct plug gage.
If the crimping chamber conforms to the gage inspection, the tool is considered dimensionally correct. If
the crimping chamber does not conform to the inspection, the tool must be repaired. Refer to Section 6,
REPLACEMENT AND REPAIR.
For additional information concerning the use of the plug gage, refer to Instruction Sheet 408-7424.
Ratchet Inspection
Obtain a .025-mm [.001-in.] shim that is suitable for checking the clearance between the bottoming
surfaces of the jaws. To inspect the ratchet control, proceed as follows:
1. Refer to Figure 3, and select a product and maximum size wire.
2. Position the product in the crimping chamber according to Paragraph 3.1, Steps 1 through 5 or
Paragraph 3.2, Steps 1 through 6.
3. While holding the wire in place, squeeze the tool handles together until the ratchet releases. Holding
the tool in this position, maintain just enough pressure to keep the jaws closed.
4. Check the clearance between the bottoming surfaces of the jaws. If the clearance is .025 mm
[.001 in.] or less, the ratchet is satisfactory. If clearance exceeds .025 mm [.001 in.], the ratchet is out
of adjustment and must be repaired. Refer to Section 6, REPLACEMENT AND REPAIR. If the tool
conforms to this inspection procedure, lubricate it with a THIN coat of any good SAE 20 motor oil, and
return it to service.
6. REPLACEMENT AND REPAIR
Customer-replaceable parts are listed in Figure 10. Parts other than those listed should be replaced by TE to
ensure quality and reliability. For customer repair service or to order replacement parts, call 1-800-522-6752, or
fax your purchase order to 717-986-7605, or write to: Customer Service (038-035), Tyco Electronics
Corporation, PO Box 3608, Harrisburg, PA 17105-3608.