3
4
2
1
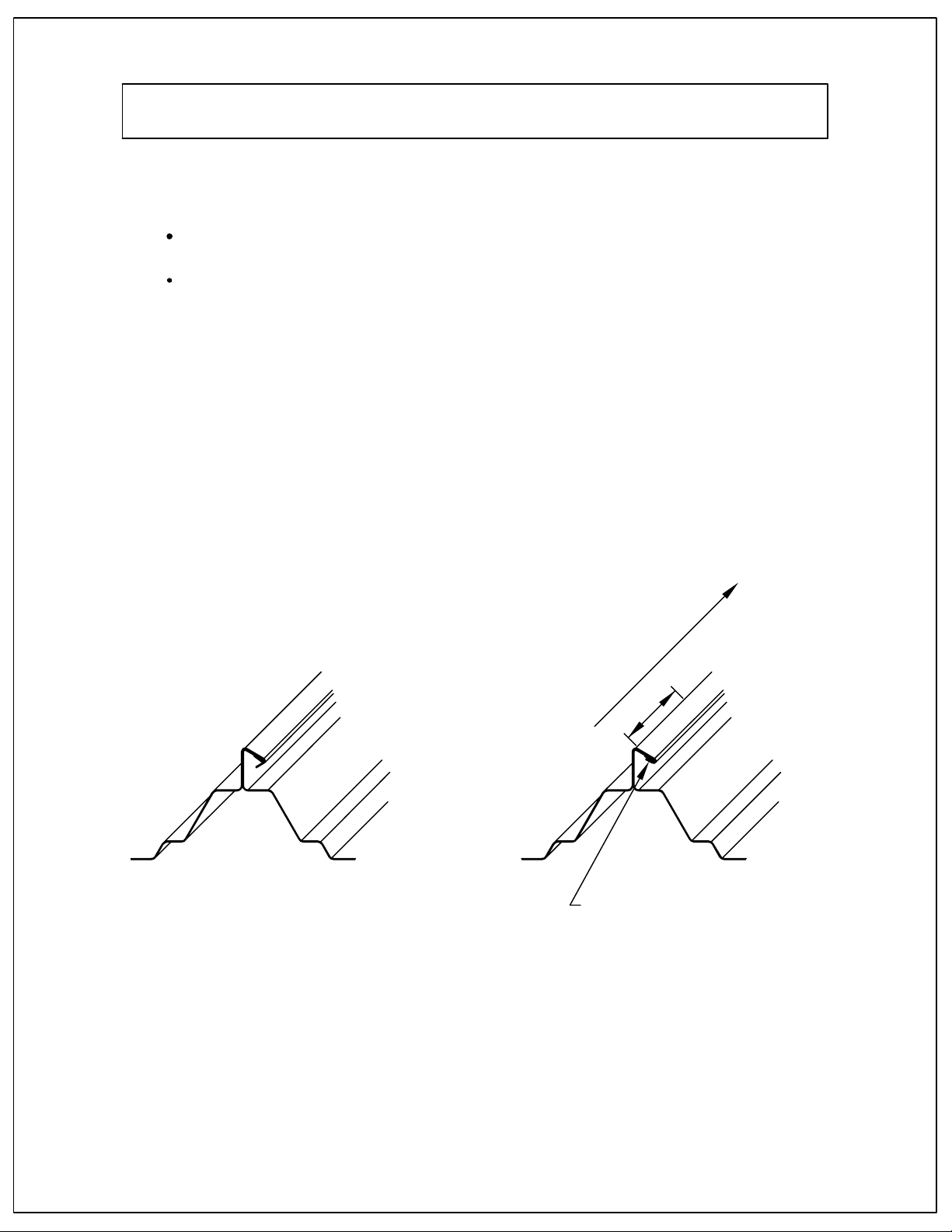
MALE RIB
SEALANT
FEMALE RIB
SEALANT
FEMALE RIB
MALE RIB
FIG. 1
CORRECT
FIG. 1 INCORRECT
FIG. 2
Model No. VP-900
6
4. PREPARATION FOR SEAMING
A. Check Seamer Tool
1. Check seamer tool for Grease.
When in use, tool should be
lubricated every day. If seamer tool
is in sustained, continuous use,
grease every four (4) hours. Only
one (1) shot of grease required at
each point shown (1, 2 & 3).
2. Lubricate tool at grease fittings,
using only "Lithium Grease". See
figure 1 for grease fittings locations.
3. Clean forming rolls with WD-40 to
remove dirt, excessive grease and
sealant build-up on rolls.
Clean Mastic from rollers daily.
4. Check tool for loose parts, screws,
wheels, forming rolls, and electrical
connections. Repair & replace
as required.
5. Lubricate drive chain, which is
enclosed under rear chain cover.
Loosen and remove one (1) set
screw from cover. Apply one (1) shot
of grease to each drive sprocket as
required after 8 hour use
(see figure 4 above).
B. Panel
1. Panels should be wiped down at the areas where tape
mastic or tube sealant is to be applied.
2. BEFORE SEAMING, IT IS IMPORTANT TO WIPE THE
SEAM CLEAN WITH SOAPY CLOTH IMMEDIATELY
BEFORE SEAMING THE PANEL. THIS STEP WILL
DRAMATICALLY REDUCE THE CHANCE OF MARRING
THE SEAMS AT THE CLIP LOCATIONS.
3. Check seams to ensure they are engaged prior to
seaming. See Figure 1 - Correct and Figure 2 -
Incorrect below