2
The controller can work in a direct mode of continuous welding while user
can correct the welding current by the arrow keys.
In working state with digital input off, the display will read ‘---, meaning that
the controller is ready to start a welding. In settings state the user can set by the
arrow keys the output power (0-100) of the welding current or different
parameters.
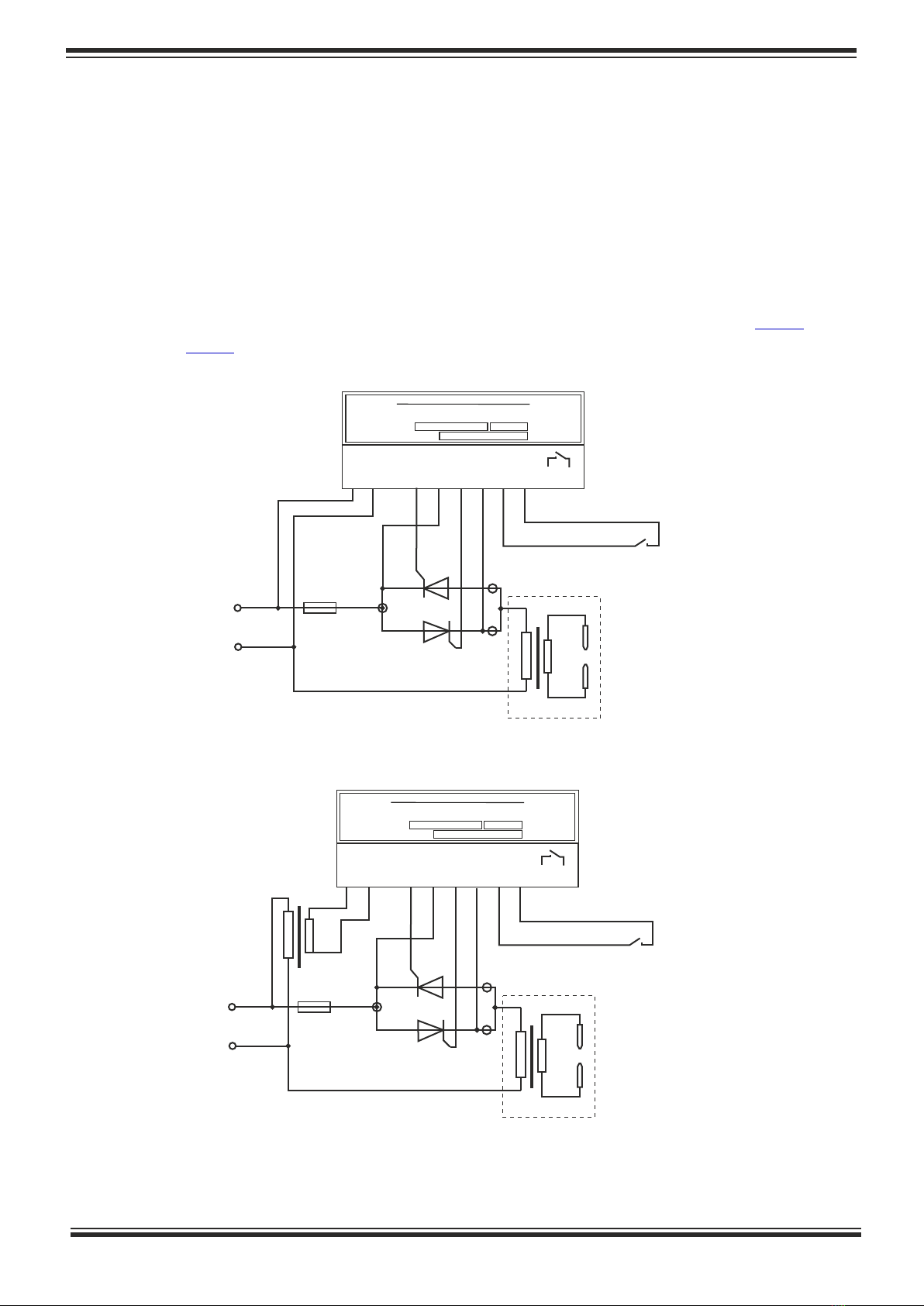
PCN101ZP power controller is used to regulate the phase angle of AC
loads, such as spot welding machines, both single or two-phase. When used with
two-phase loads ( ), a phase matching transformer 400/230V is needed, Fig.6
unless it is not provided in the controlled device. Without such a transformer as a
power supply to PCN101ZP, there will be a 30 degrees phase shift between
controller and loads, thus real control will not be possible.
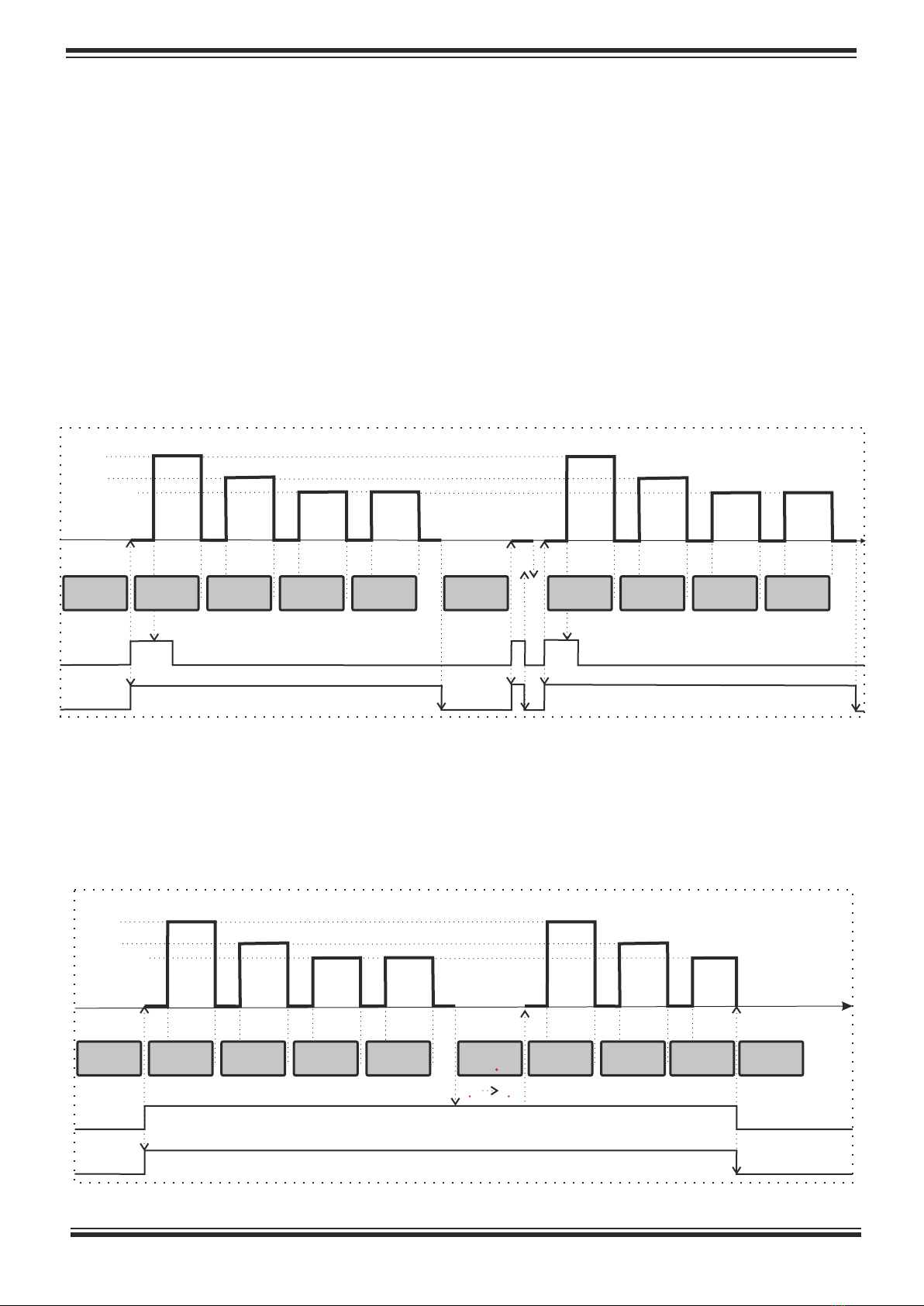
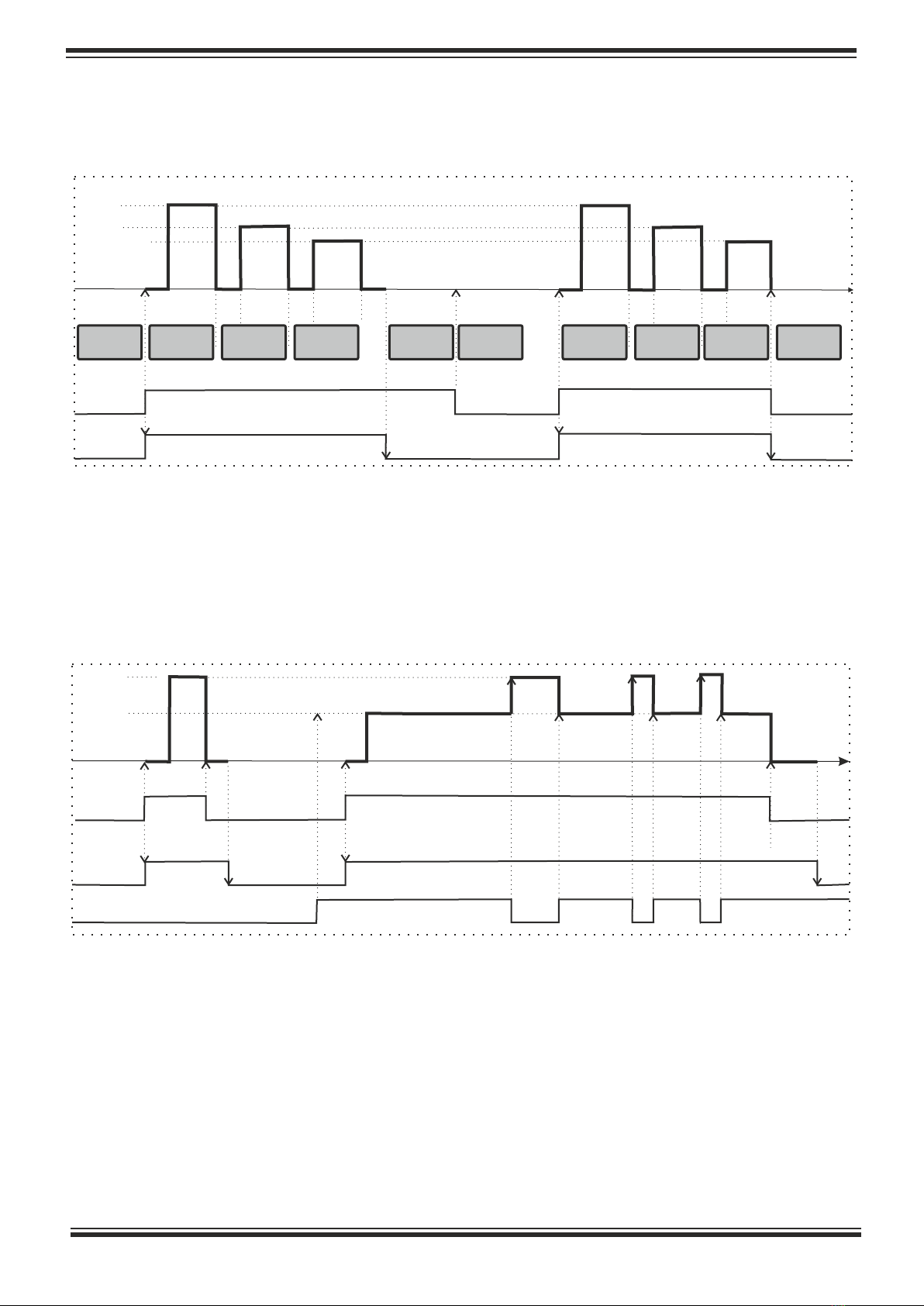
Multi-spark welding is implemented in order to achieve the best quality of
welding, especially for rounded items.
Five independent timers are provided to facilitate the process of welding:
pressing time (toF), weld time (ton), pause between multiple sparks (tP), cooling
time (tE) and delay time between welds (td) for repetitive welding only.
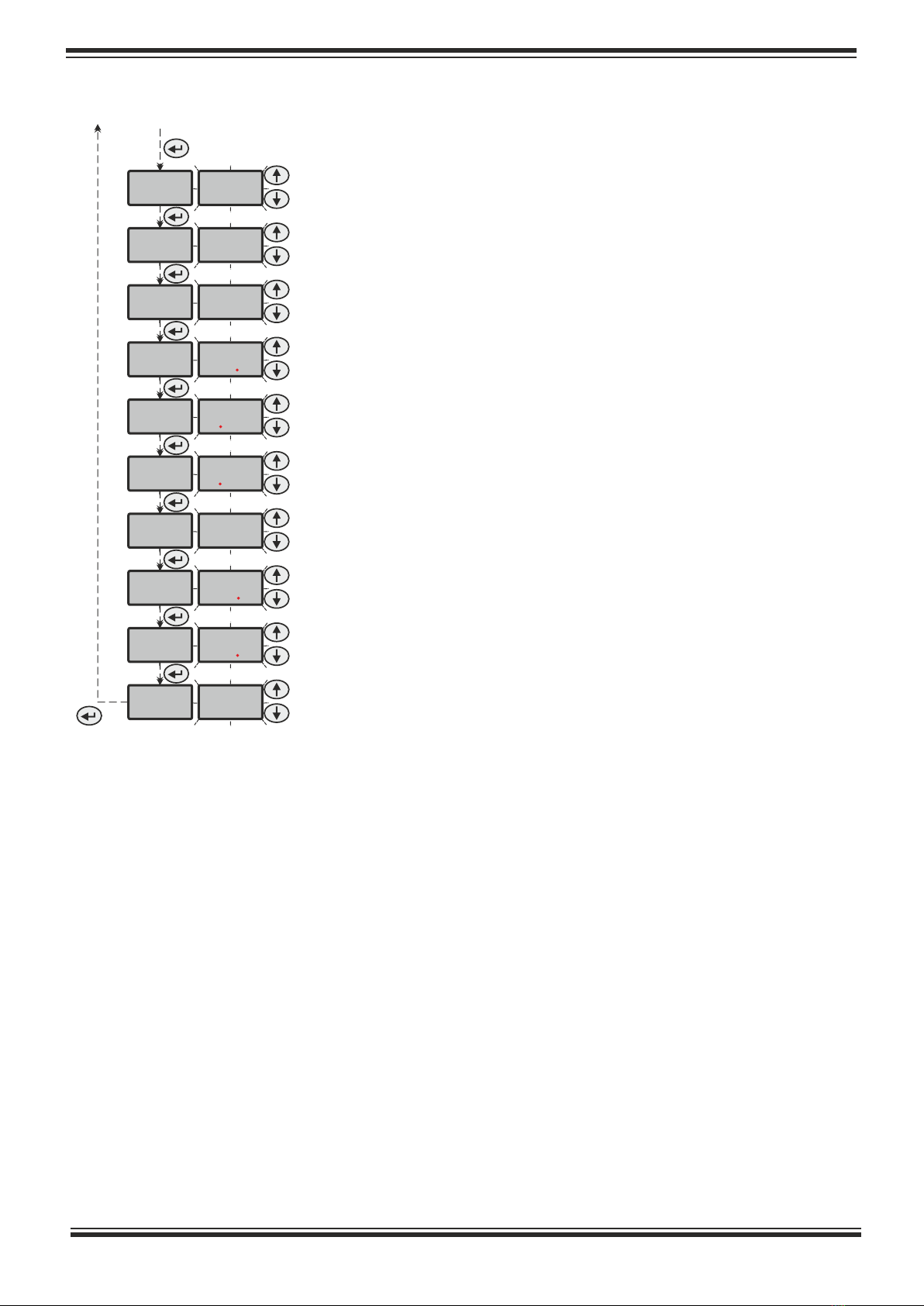
The controller’s display can switch between the following two states:
working and settings.
The output power, regulated by the PCN101ZP, is divided to 100 units
(percentage of the full power). The value of 0 means that the output of the
controller is off, whereas 100 means that it will transmit the full input power.
Introduction
Display of the controller
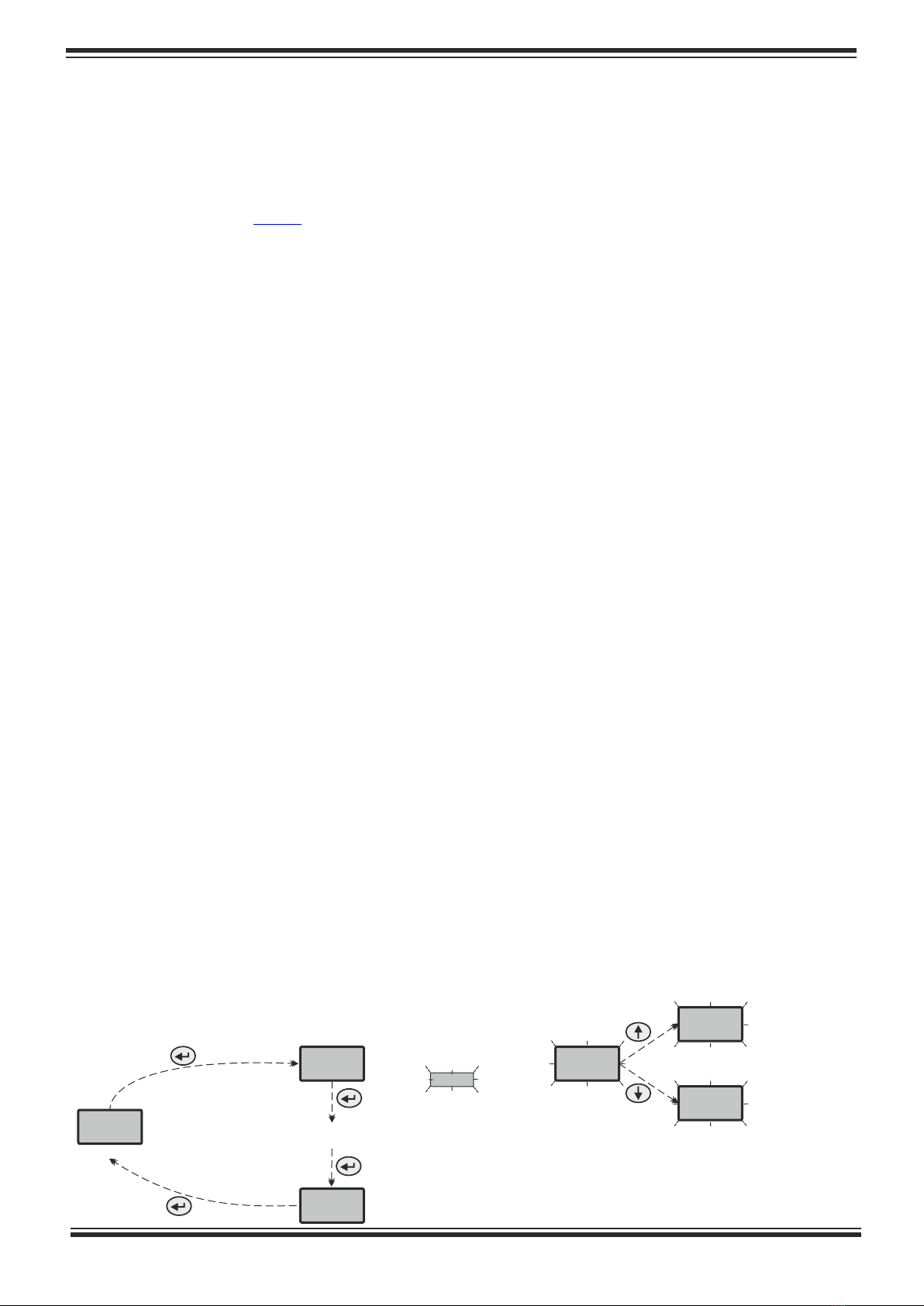
The ( ) button is used to switch between these two states. When in settings
8
state, the display will flash a mnemonic message with the parameter to be
changed by the user:
---
SP
Sb
70
69
71
parameter’s mnemonics
followed by parameter’s value
appear in flashing mode
after the last parameter
back to working state
navigate throughout
all parameters...
the value of the selected parameter
can be changed by arrow keys
Working state
to settings state