Vicmarc Machinery Pty Ltd
52 Grice Street Clontarf QLD 4019 Australia
Phone (07) 3284 3103 Fax (07) 3283 4656
Int. Ph 61-7 3284 3103 Int. Fax 61-7 32834656
Manufacturer of Quality Woodturning Lathes, Chucks and
Accessories
Vicmarc Machinery, a family owned and operated business, has been
manufacturing woodturning lathes and accessories for the hobbyists and
professionals since 1984. The company is dedicated to providing machinery of
the highest quality and precision engineering that has secured sales worldwide.
Through constant improvement, Vicmarc retains its place as a leader in the field.
Vicmarc lathes, chucks and accessories are known and respected internationally
for their robust design and ease of use. Only the best materials and latest high
precision, computer controlled machinery are used in the manufacture of
Vicmarc products.
The company continues to respond to the demands of the market, updating and
improving all stages of manufacture.
Contents
Description ……………………………………………….……. 3
Safety Information .………………………………………..…… 3
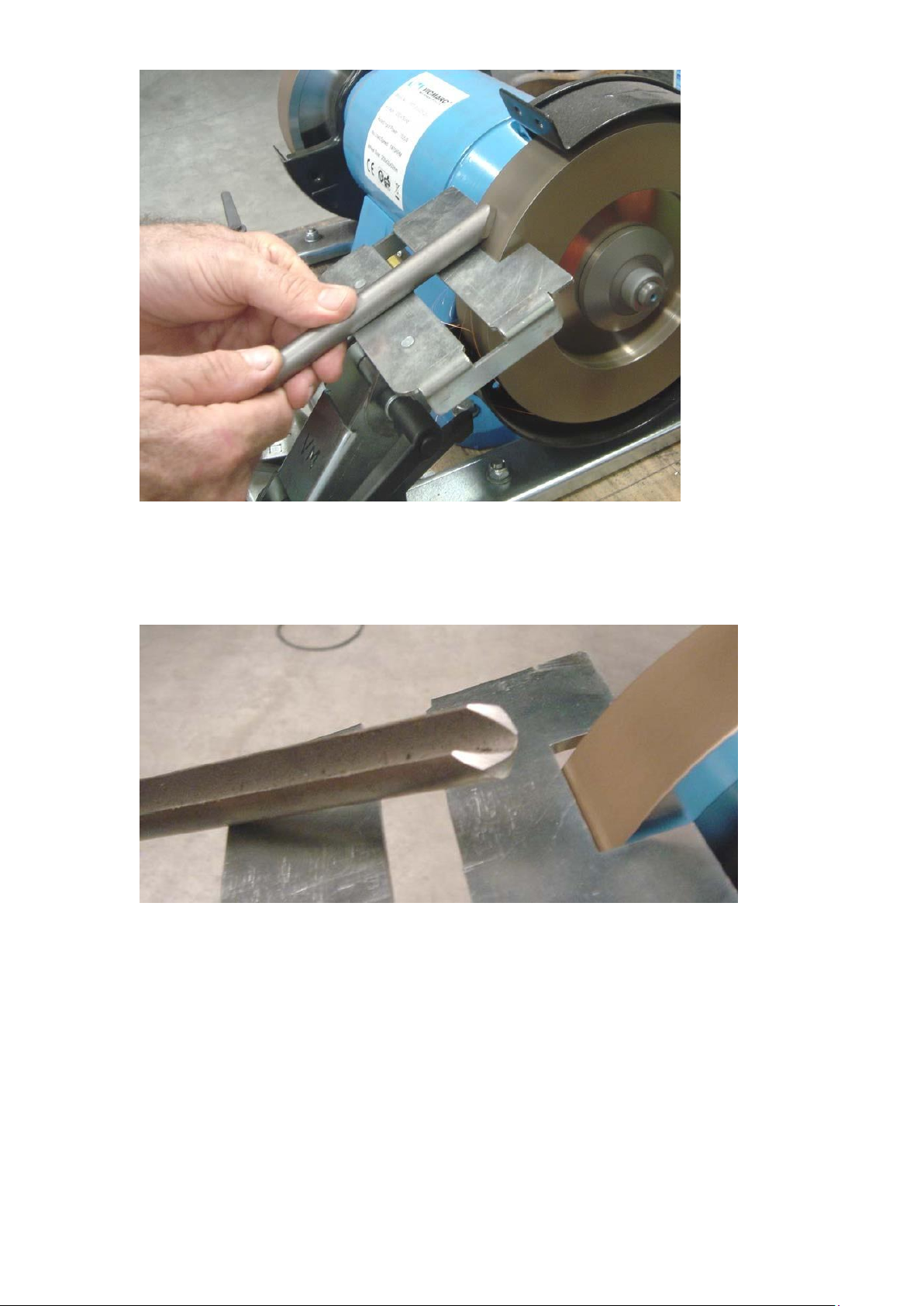
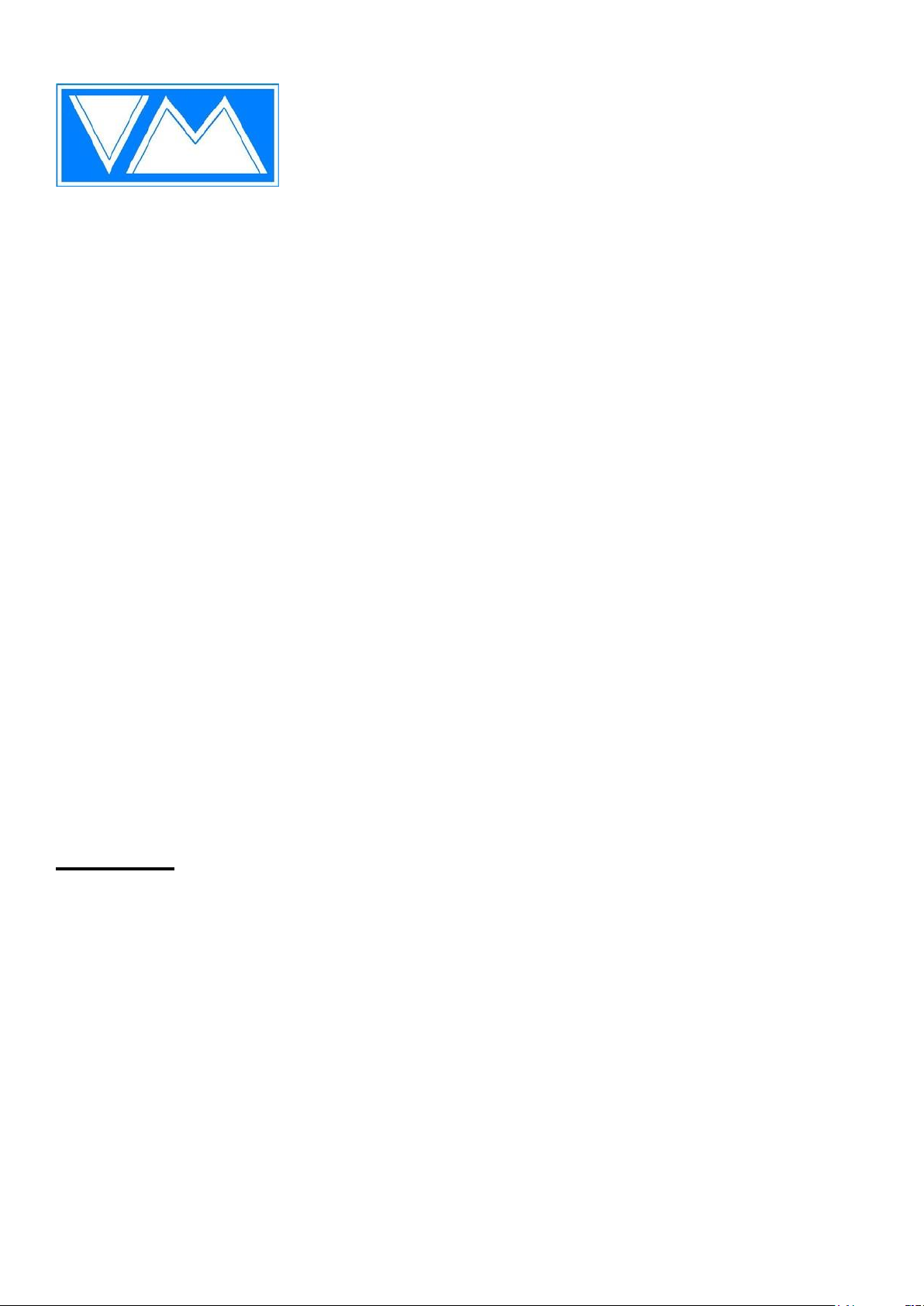
Setting up the Station and CBN wheels…………………………... 4
Setting up your Grinding Rest ….………….…………………... 6
Setting up your Sharpening Jig .……………………………….. 9
Maintenance ………………………………………….………… 12
The Vicmarc Guarantee ………………………………….…….. 12