7
IMPORTANTE: un pre-gas di 2 secondi dopo la
pressione del pulsante torcia avverte
l’operatore dell’imminente accensione dell’arco
pilota.
-Ora l’arco viene trasferito al pezzo da tagliare.
Muovere la torcia secondo la direzione desiderata
con una velocità che assicuri una buona qualità di
taglio.
-Quando il taglio è terminato, rilasciare il pulsante
torcia per spegnere l’arco; si avrà uscita dell’aria
per 15” per poter raffreddare le parti della torcia.
CONSIGLI DI TAGLIO:
- Non innescare l’arco pilota in aria se non c’è la
necessità. Questo provoca una sensibile riduzione
della durata dell’ugello.
- Partire con il taglio dal bordo del pezzo da
tagliare finché non si riesce a perforarlo.
- Verificare che durante il taglio i lapilli escano
dalla parte inferiore del pezzo. Se escono dalla
parte superiore vuol dire che si sta muovendo la
torcia troppo velocemente o che non si ha la
potenza necessaria per forare il pezzo.
- Tenere la torcia in posizione verticale ed
osservare l’arco lungo la linea di taglio.
Trascinando leggermente la torcia sul pezzo, si
può mantenere un taglio regolare.
- Quando si tagliano materiali sottili, ridurre la
potenza fino ad avere la migliore qualità di taglio.
CONSIGLI PER LA PERFORAZIONE:
- Tenere la torcia circa ad 1 mm. di distanza dal
pezzo da tagliare prima di premere il pulsante
torcia. Si allunga così la vita dell’ugello.
- Iniziare il taglio con un piccolo angolo piuttosto
che con una posizione verticale della torcia.
Questo permette al metallo fuso di uscire da un
lato piuttosto che schizzare indietro verso l’ugello,
proteggendo così l’operatore dai lapilli ed
aumentando la vita dell’ugello stesso.
- Impugnare la torcia rivolta lontano dal proprio
corpo e lentamente portarla in posizione verticale.
(Importante quando si tagliano spessori sottili).
Assicurarsi che la torcia sia puntata lontano da Voi
e dalle persone attorno a Voi per evitare danni
provocati da lapilli di metallo fuso.
- Quando il foro è completato procedere col taglio.
MALFUNZIONAMENTI COMUNI DURANTE IL
TAGLIO:
Il pezzo non è completamente forato.
Le cause possono essere:
- La corrente è troppo bassa.
- La velocità di taglio è troppo alta.
- I componenti della torcia sono consumati.
-Il pezzo da tagliare ha uno spessore troppo
grosso.
Presenza di materiali di scarto sul fondo del taglio.
Le cause possono essere:
- La velocità di taglio è troppo bassa.
- I componenti della torcia sono consumati.
- La corrente è troppo alta.
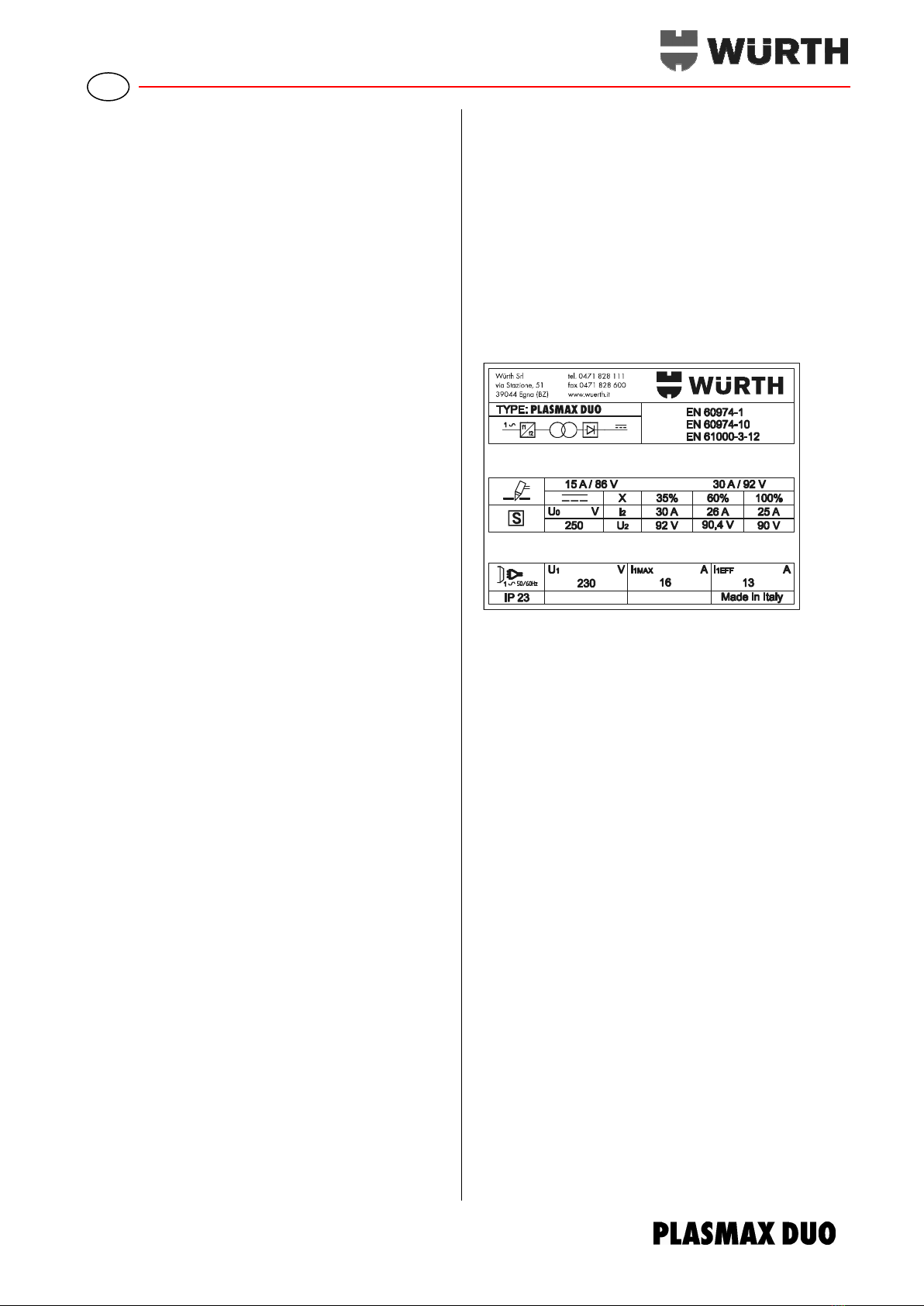
PRESSIONE ARIA
Con compressore esterno:Deve essere
disponibile un flusso d’aria di 90 I/min ad una
pressione minima di ,8 bar. Se la pressione è
minore di bar vengono compromessi l’innesco e
la qualità del taglio. NON SUPERARE i 6 bar. II
filtro d’aria sopporta una pressione di 10 bar e può
esplodere se viene applicata una pressione
maggiore.
Con compressore incorporato: Il compressore
incorporato fornisce alla torcia un flusso d’aria di
35l/min a una pressione di 2 bar.
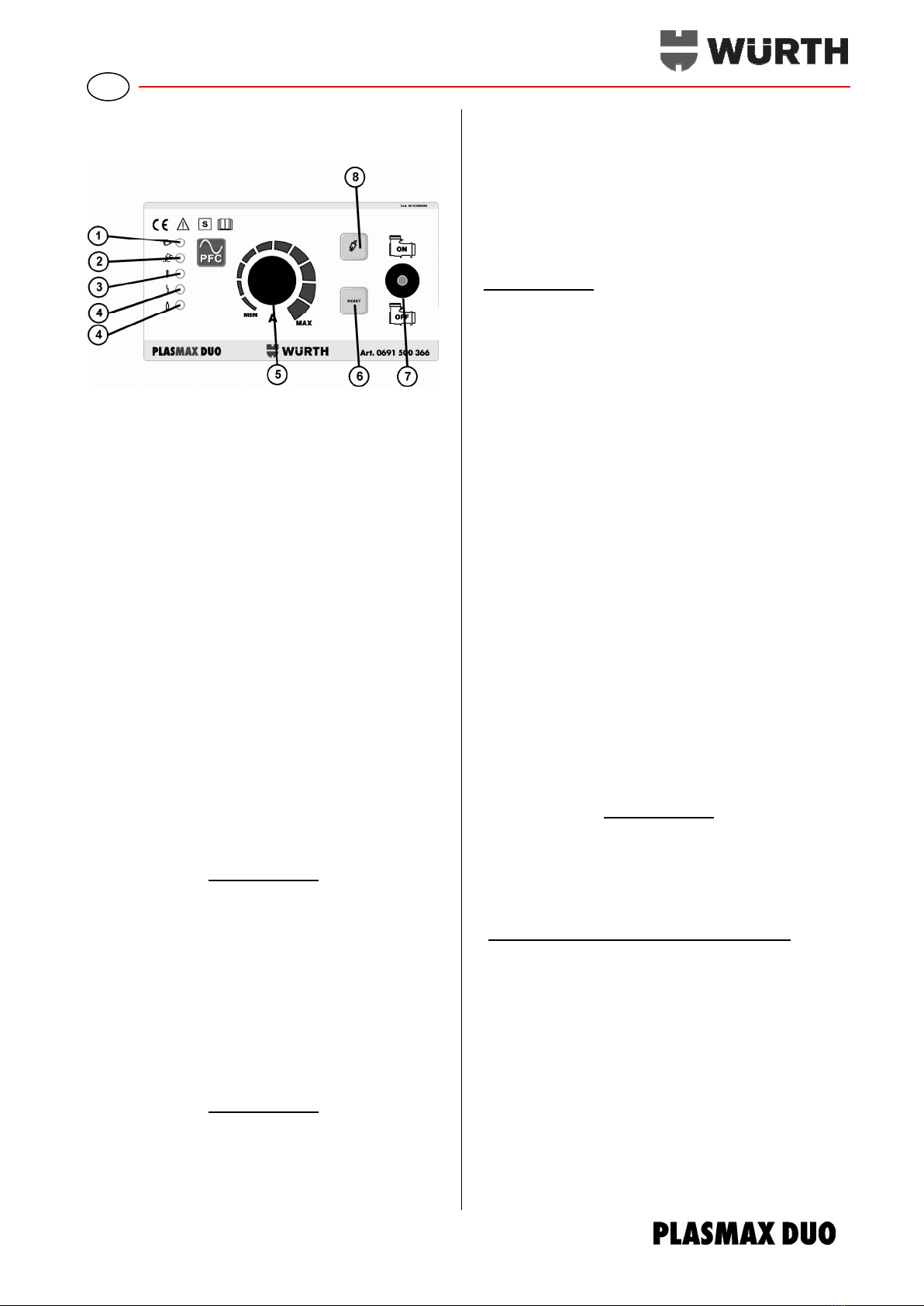
SURRISCALDAMENTO TORCIA:
Dopo parecchi minuti di taglio, il cappuccio di
ritenuta della torcia può diventare caldo. Per
raffreddarlo, premere il pulsante TEST GAS finché
la temperatura del cappuccio non scende a valori
accettabili.
FUNZIONE CHECK CONSUMABILI
La macchina è dotata di controllo automatico dello
stato dei consumabili.
Una volta che i consumabili (cappa e/o elettrodo)
si avvicinano all’usura e di conseguenza sarà
consigliabile se non necessario sostituirli la
macchina lo segnala attraverso il lampeggio del
led di arco acceso per 3 secondi al momento del
termine del processo di taglio.
MESSA FUORI SERVIZIO
L’operatore addetto dopo aver eseguito il taglio
può mettere fuori servizio (spegnere) la macchina
rispettando le seguenti fasi
1-Spegnere la macchina portando l’interruttore
di linea in posizione “off“.
2-Controllare che i Led macchina sotto tensione
e presenza aria siano spenti.
3-Togliere la spina di connessione della
macchina alla presa di alimentazione elettrica.
RICAMBIO PARTI
CONSUMATE
Attenzione! L’ugello della torcia e le parti
limitrofe raggiungono temperature elevate
durante l’uso, per evitare pericolo di ustioni
attendere il raffreddamento prima di effettuare
operazioni di manutenzione!
Saltuariamente, o in caso si notino delle anomalie
di funzionamento, ispezionare l’ugello della torcia
per vedere se vi sono stati danneggiamenti. Se il
foro dell’ugello è deteriorato o di aspetto ovale, è
tempo di sostituire le parti di ricambio.
Ispezionare l’elettrodo: se il centro dell’elettrodo ha
una cavità con una profondità maggiore di 1,5
mm., sostituirlo .
Sostituire parti della torcia non richiede
attrezzature particolari. Basta svitare il cappuccio
di ritenuta e tutte le parti componenti la torcia sono
facilmente sostituibili. Quando si svita il cappuccio
I