8
NORTH AMERICA
SECTION 3: COUPLER INSTALLATION
3.2 REMOVE THE EXISTING BUCKET
• Beforeyoutthecouplertothecarriermachineyouhave
to rst remove any existing attachment from the dipper
arm. (Fig 3.2.1)
• Place the bucket or attachment in a safe position on the
ground.
• Undo the pin retention systems holding the dipper pin and
link pin in their position.
• Gentle raise the bucket off the ground and rotate the
cylinder until the weight is off the dipper pin.
• Remove the dipper pin and place in a clean area.
• Lower the bucket to the ground with the bucket curl cylinder
until there is no longer weight on the link pin.
• Remove the link pin and place in a clean place.
3.3 FITTING THE COUPLER (Link Pin)
• Ensurethecouplerissittingonaatsurfaceinthecorrect
orientation.
• Align the dipper arm of the carrier machine with the coupler.
• Position the o-rings for the linkage boss assembly on the
linkageboss(iftted).
• Using the bucket curl cylinder lower the linkage into position
on the rear boss of the coupler (Fig 3.3.1).
• Align the coupler if necessary using a bar or lever.
• Insert the linkage pin through the coupler boss and linkage
boss.
• Alignpinretentionsystemandxlinkagepinintoplace.
• Locatetheo-ringsintothecorrectposition(iftted).
• NOTE – ORIGINAL OEM LINKAGE PIN MUST BE USED.
Page 7
SECTION 3: COUPLER INSTALLATION
3.2 REMOVE THE EXISTING BUCKET
• Before you fit the coupler to the carrier machine you have
to firstly remove any existing attachment from the dipper
arm. (Fig 3.2.1)
Place the bucket or attachment in a safe position on the
ground.
Undo the pin retention systems holding the dipper pin and
link pin in their position.
Gentle raise the bucket off the ground and crowd the
cylinder until the weight is off the dipper pin.
Remove the dipper pin and place in a clean area.
Lower the bucket to the ground with the crowd cylinder
until there is no longer weight on the link pin.
Remove the link pin and place in a clean place
Fig 3.2.1 Remove Bucket
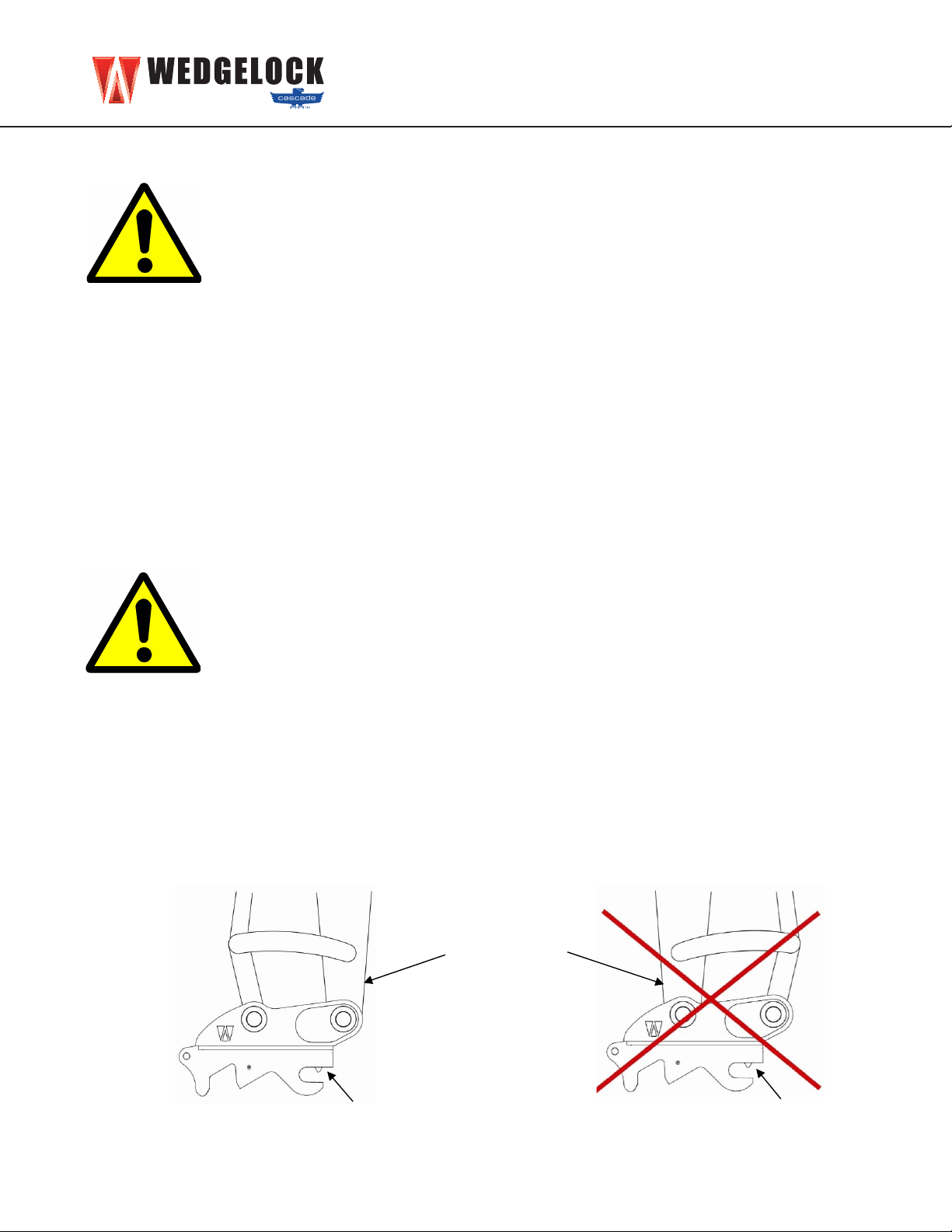
3.3 FITTING THE COUPLER (Link Pin)
• Ensure the coupler is sitting on a flat surface in the correct
orientation.
Align the dipper arm of the carrier machine with the
coupler.
Position the o’rings for the linkage boss assembly on the
linkage boss (if fitted).
Using the crowd cylinder lower the linkage into position on
the rear boss of the coupler (Fig 3.3.1)
Align the coupler if necessary using a bar or lever.
Insert the linkage pin through the coupler boss and
linkage boss.
Align pin retention system and fix linkage pin into place.
Locate the o’rings into the correct position (if fitted).
NOTE – ORIGINAL OEM LINKAGE PIN MUST BE
USED.
Fig 3.3.1 Lower linkage into coupler