上海维宏电子科技股份有限公司
SHANGHAI WEIHONG ELECTRONIC TECHNOLOGY CO., LTD.
6/ 29
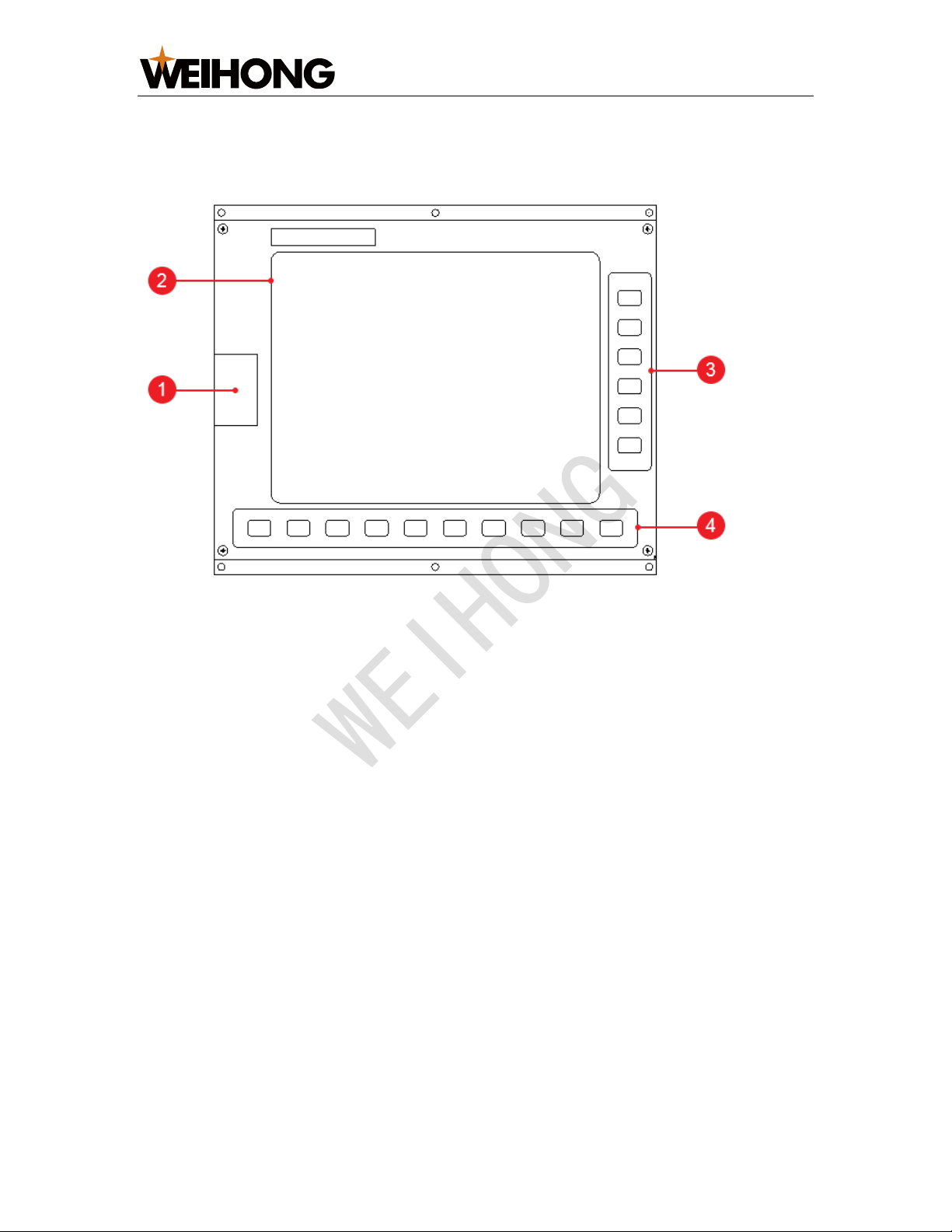
Including ATC CW, ATC CCW, ATC OUT, Unclamp, Reset, Simulate, Single
Block and HW Guide keys.
3. Keys for common ports
Used to turn on / off frequently used ports.
Including Air, Light, Coolant, Oil keys, and control rapid movement, including
Rapid key.
4. Keys for mode selection
Used to select a machining mode among REF.Point, JOG, Auto, Handle and
Step.
JOG, Handle and Step modes are referred as Manual mode.
5. Extension keys
Used to customize extension functions.
Including K1, K2, K3 and K4 keys.
In Integrated CNC System for Shoe Molding Machines, K1 key is used as an
air brake key for frock clamp. Before each machining, the system will judge
whether the fixture is clamped. Only when it is clamped, the system will start
machining. Otherwise, a yellow alarm occurs.
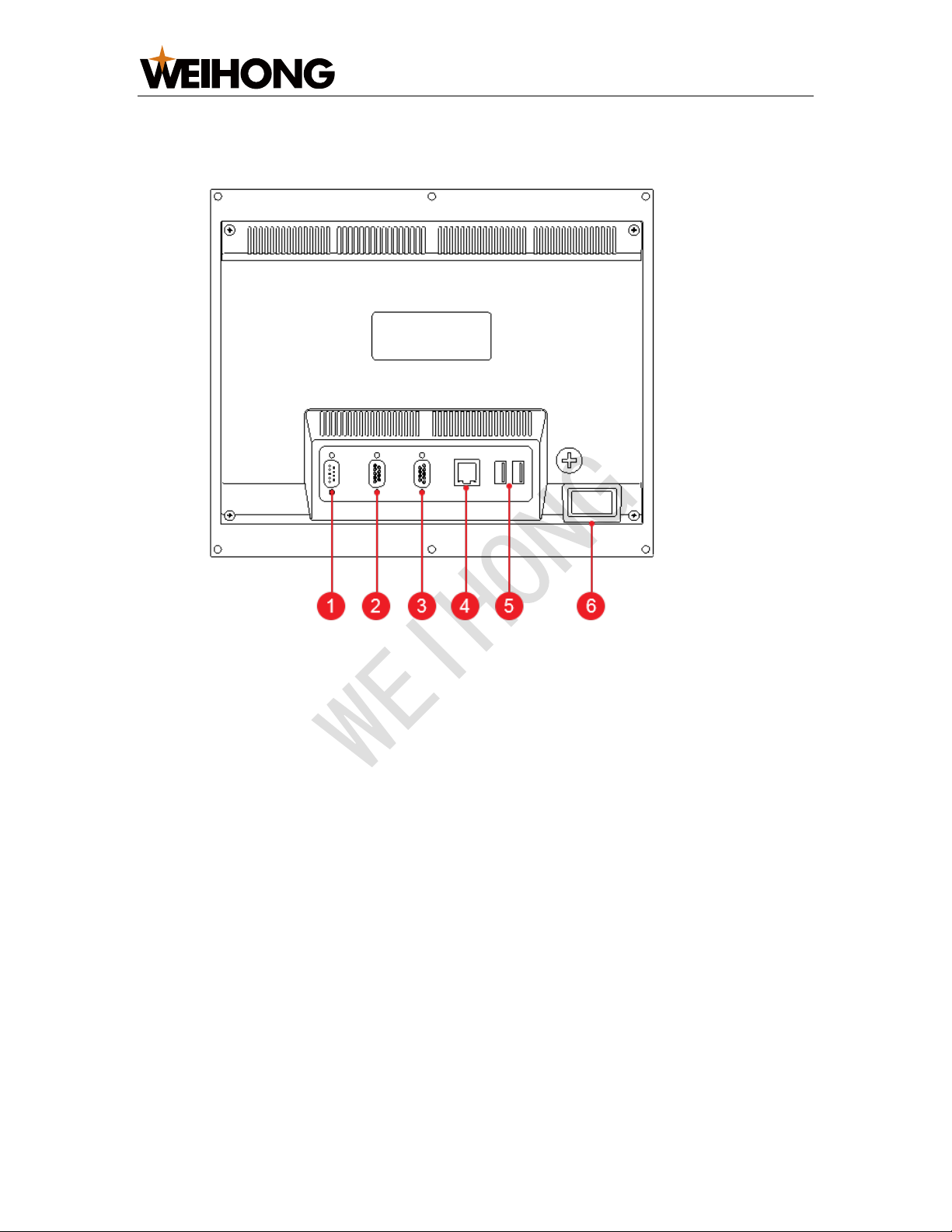
6. Keys for spindle control
Used to control the spindle movement, including CW, Stop and CCW keys.
7. E-stop switch
Used to stop the movement of the machine tool when the machine tool is in
danger, so as to protect the operator and machine tool.
After danger is cleared, you can rotate the switch clockwise to remove the E-
stop alarm.
8. Keys for axis direction
Used to manually move each axis.
In Manual mode:
–Press an axis direction key and Rapid key at the same time. The axis
moves at rapid jog speed.
–Press an axis direction key. The axis moves at jog speed.