CONTENT
1Safety...................................................................................................................................................... 5
2Summary................................................................................................................................................. 1
2.1 Model instruction.............................................................................................................................1
2.2 Main features ...................................................................................................................................1
2.3 Usage ...............................................................................................................................................1
2.4 Working condition and environment................................................................................................1
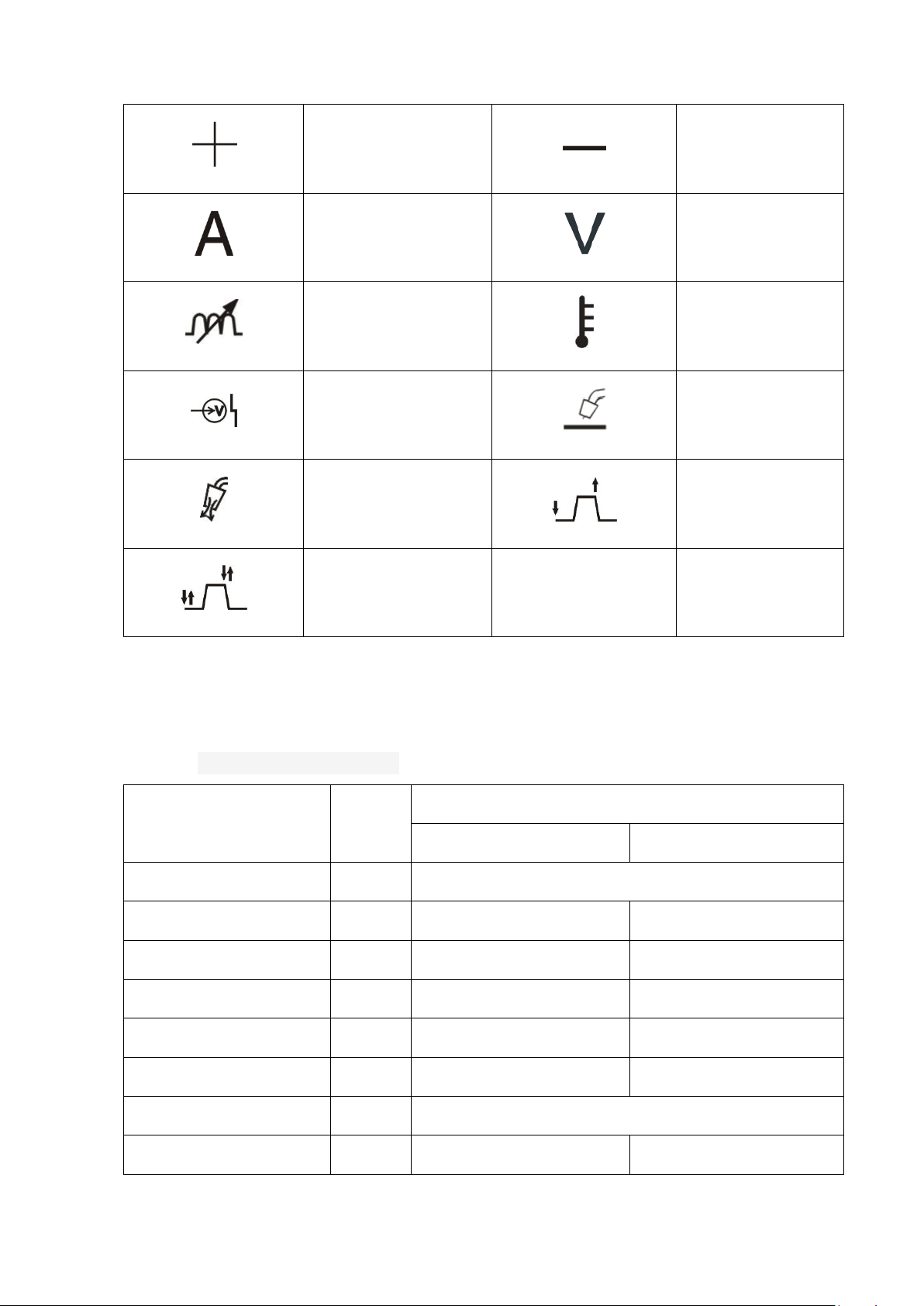
2.5 Symbol instruction...........................................................................................................................1
3Specifications.......................................................................................................................................... 2
3.1 Main technical parameters...............................................................................................................2
4Panel and function................................................................................................................................... 3
4.1 Front panel function.........................................................................................................................3
4.2 Down front panel .............................................................................................................................4
4.3 Rear panel instruction ......................................................................................................................5
5Installation .............................................................................................................................................. 5
5.1 Power supply requirement ...............................................................................................................5
5.2 Power cable connection ...................................................................................................................6
5.3 Welder and wire feeder connection..................................................................................................8
5.4 Gas cylinder and gas regulator connection .....................................................................................8
6Operation ................................................................................................................................................ 8
6.1 Pre-operation preparation and inspection confirmed items and methods and requirements............8
(1)Preparation of safety equipment...............................................................................................8
(2)Checking after connection .......................................................................................................9
(3)Wire installation.......................................................................................................................9
6.2 Weld operation...............................................................................................................................10
(1)4-Step weld operation(Non initial).........................................................................................10
(2)2-Step weld operation(Non initial and crater)........................................................................11
7Weld condition example........................................................................................................................ 12
8Working principle ................................................................................................................................. 15
8.1 Working principle ..........................................................................................................................15
8.2 Drawing .........................................................................................................................................15
8.3 Component list...............................................................................................................................16
9Maintenance and repairing.................................................................................................................... 16
9.1 Maintenance...................................................................................................................................16