Xcavator
Operating Instructions
2
Intended Purpose
The Whip Mix Xcavator is designed to automatically remove
95% of the volume of investment mold material surrounding
pressed ceramic restorations where manual divestment would
typically be done. When used as directed, the unit will
significantly shorten the total process time required to go from
press oven removal to pattern retrieval. The unit can be run
Grounding
The high velocity flow of glass beads across plastic or
metal surfaces will charge the beads and the surfaces they
flow over. Great pains have been taken to ground every
component in the Xcavator to insure equalization of static
electrical charges. The power cord and the outlet the unit
is plugged into must have 3 prongs to insure the presence
of the earth ground which is vital to the prevention of static
electrical charge buildup. If, for any reason, you receive a
static electrical shock from any part of the equipment, you
should verify the integrity of the grounded outlet the unit is
plugged into, or call an electrician. Operating the unit
ungrounded can result in painful shocks to the operator
and damage to the electronics of the unit itself.
Never cut the ground stud off the power cord or plug
the unit into a 2 lead extension cord or outlet.
Dry Air Supply
All compressed air condenses moisture in the air lines as
a result of the physics of gas compression. This moisture
can accumulate in low areas of the air piping even if there
is a master air dryer at the compressor.
It is recommended that a cartridge type dryer be placed
just before the air regulator of the unit. If moist air enters
the unit it will collect in the reservoir and cause clumping
of beads and disrupt the critical air/bead ratio needed
for consistent divestment. It can also plug up either the
reservoir output orifice or the bead/air injector inside
the injector block and cause inconsistent divestment.
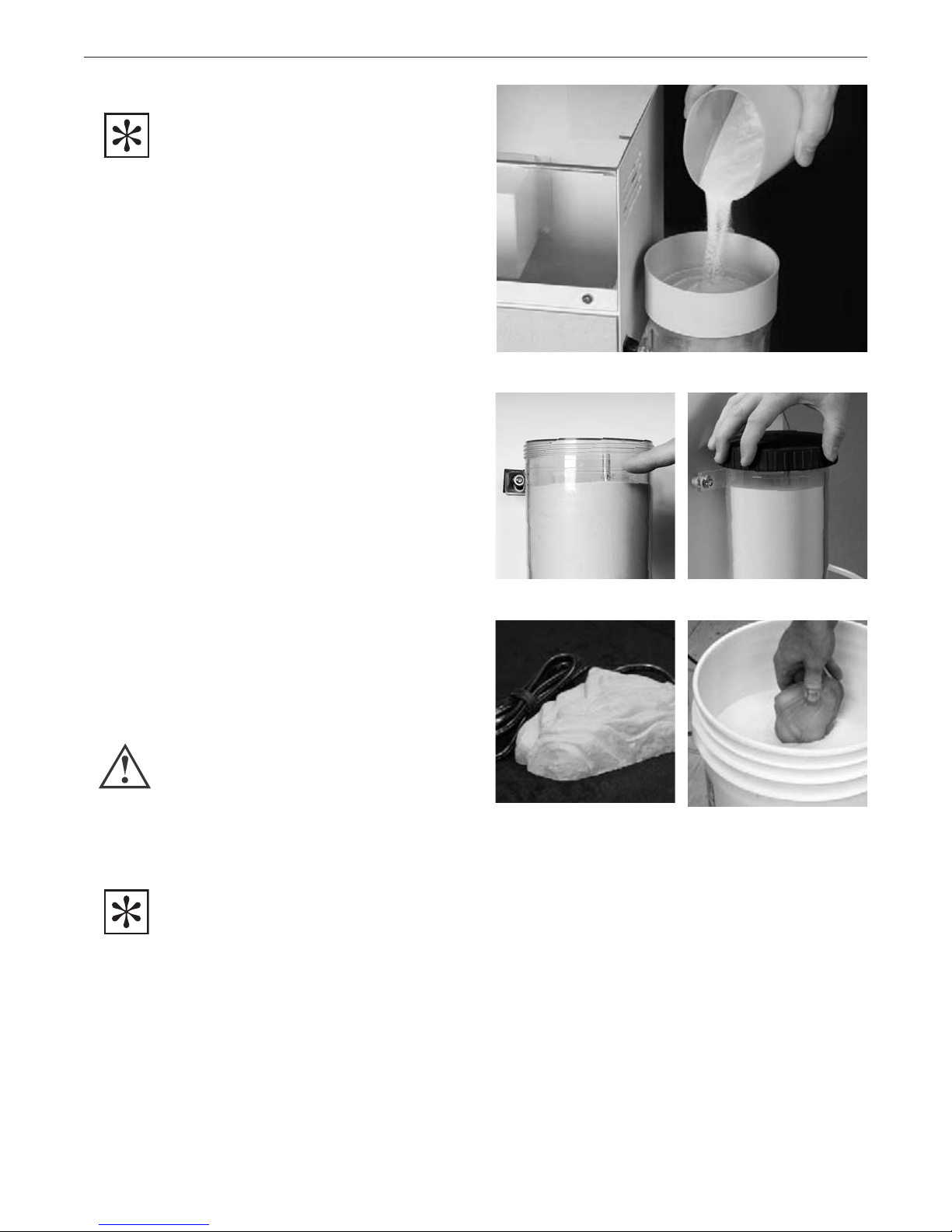
Dry Bead Supply
The strainer supplied with the Xcavator serves two purposes;
(1) it eliminates clumped beads and foreign debris which
could clog the bead transport system, (2) it validates/
invalidates the dryness of the beads. If the beads will not
pass through the strainer without tapping or shaking the
strainer, then they are too moist to be transported reliably.
A five watt heater is supplied with the Xcavator to be
placed fully submerged in the bead storage container. It
will raise the temperature of the beads to about 5°above
the room temperature. This gentle warming will drive off
any moisture the beads might accumulate and insure they
will transport reliably.
Treat Pressurized Components With Care
Never strike the bead jar or pull on the connecting air
tubing while the system is pressurized. This can result in
cracking the plastic jar or wind up spraying glass beads or
plastic debris around the area and pose a safety hazard.
Particulate Exposure
Never open the cabinet door while a divestment cycle is
in progress. The exhaust system will pull the dust cloud
towards the rear of the cabinet, but air conditioning/heating
convection currents in the room could cause a portion
of the dust cloud to escape into the room and pose a
possible health risk.
Handling of Hot Investment Molds
Always use laboratory tongs to handle hot investment molds
and cautiously test the temperature of divested molds before
you attempt to remove divested molds from the cabinet.
Exhaust Flow Volume
The built-in vacuum sensor will prohibit divesting unless
the vacuum flow is sufficient to remove the airborne dust
rapidly. If you are having dust cloud removal issues check
your vacuum unit or central vacuum flow to ensure removal
of the fine dust.
Divesting Media Composition
and Particle Sizes
Use only 50–100 micron glass beads with the Xcavator
for the following reasons:
1. Other material types may be harder than glass
beads and damage the porcelain work product.
2. Other material sizes may alter the depth of cut,
and/or the cut channel width.
unattended and will alert the operator when an investment mold
is divested to allow efficient processing and labor usage.
The unit employs state of the art robotic precision to
ensure consistent material removal time after time.
The Xcavator is easy to operate, ergonomically friendly
and compact enough to earn its place on a work surface
in the casting room.
Important Topics for Safe, Reliable Operation
IMPORTANT NOTE: THE XCAVATOR PRODUCT HAS BEEN
EXHAUSTIVELY TESTED WITH WHIP MIX BRAND 50 MICRON GLASS
BEAD MEDIA. FOR BEST AND MOST RELIABLE DIVESTING RESULTS
WE STRONGLY RECOMMEND YOU USE WHIP MIX BRAND BEADS.
WHIP MIX BEADS FLOW MORE RELIABLY, AND ARE LESS PRONE
TO CLUMPING DURING HIGH HUMIDITY CONDITIONS.
THE USE OF ALUMINUM OXIDE (ALOX), BEADS IS NOT RECOMMENDED
FOR USE WITH THE XCAVATOR. ALOX BEADS WILL POTENTIALLY
CAUSE DAMAGE TO YOUR PORCELAIN BECAUSE THEY ARE HARDER
THAN THE PORCELAIN. ALOX WILL ALSO CAUSE PREMATURE
WEARING OUT OF THE QUARTZ NOZZLE.