3
14
TABLE OF CONTENTS
Warranty and Service . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2
Table of Contents . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3
Warnings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4
Specifications . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
Speed Recommendations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
Installation
Unpacking . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6
Cleaning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6
Location . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6
Wiring . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6
Basic Components . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7
Introduction
Overview . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8, 9
Headstock . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8, 9
Pulley Drive . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8, 9
Tailstock and Tool Rest . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8, 9
Operation
Turning Tools . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10
Sharpening . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10
Spindle Turning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11
Bowl Turning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12
Troubleshooting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13
Parts Lists . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .14
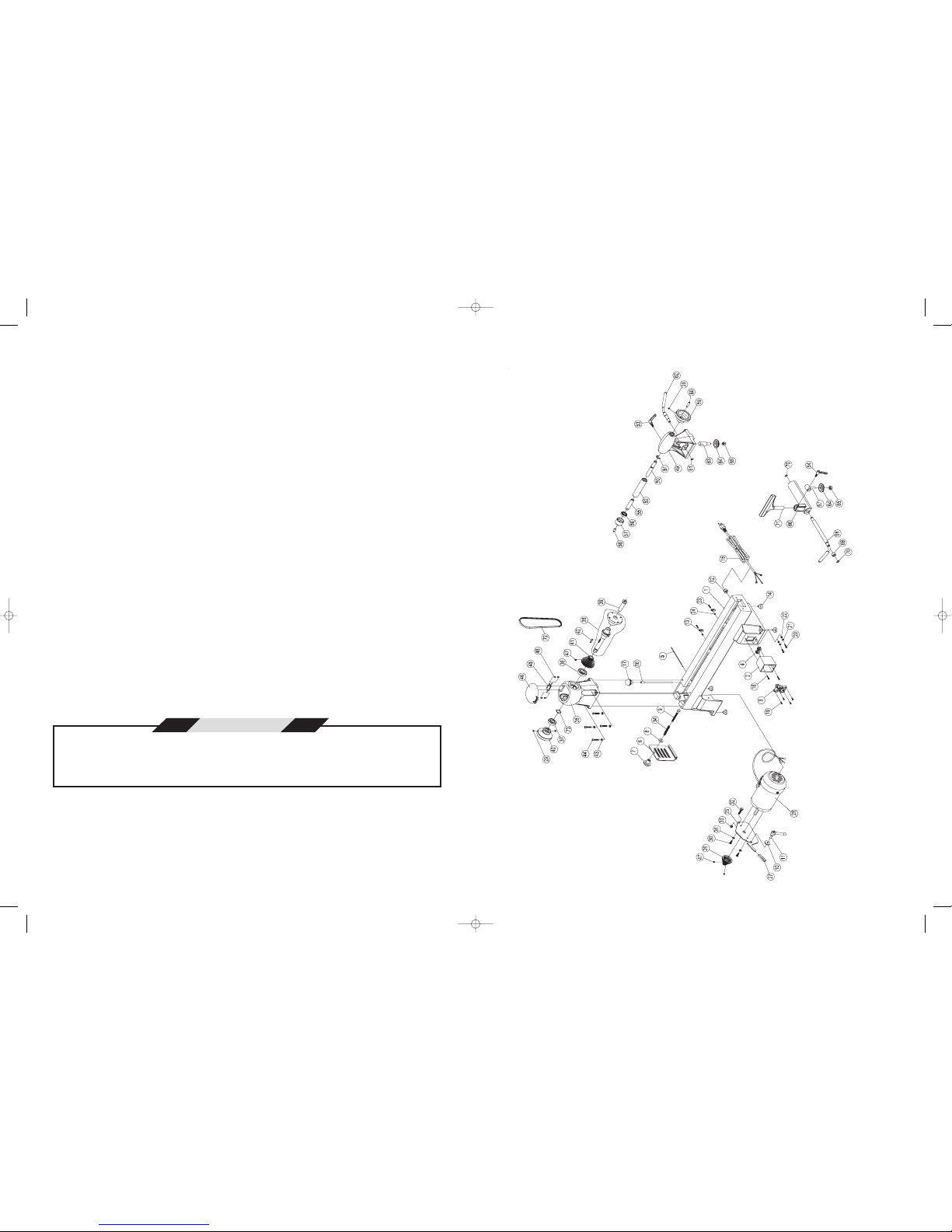
Schematic Drawing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .15
REF REF REF
NO. PART NO. DESCRIPTION QTY NO. PART NO. DESCRIPTION QTY NO. PART NO. DESCRIPTION QTY
PARTS LIST
1 050763-000 LATHE BED 1
2 050764-000 SWITCH BOX 1
3 937335-000 ON/OFF SWITCH ASSY 1
4 020007-000 GROMMET, 6B3-2 2
5 380412-905 PIN 1
6 172019-000 MOTOR PULLEY COVER 1
7 250603-000 PULLEY COVER KNOB 1
8 006002-056 FLAT WASHER, 8.5x23x2t 1
9 000003-217 HEX CAP SCREW, 1
M8x1.25Px75
10 006002-040 FLAT WASHER, 8x30x3t 1
11 921457-000 MOTOR LOCKING HANDLE, 1
5/16"-18UNCx3/4"L
12 340063-615 GROMMET 1
13 021102-000 WIRE CLIP, ACC-2.5 2
14 250492-615 FOOT PAD 4
15 453011-028 POWER CORD, 1
SJT-18AWG-3C
16 380445-906 SHAFT LOCKING/KNOCKOUT 1
ROD
17 250372-615 KNOB 1
18 001102-208 ROUND HEAD TAPPING 2
SCREW, M4x1.59Px25
19 000302-109 ROUND HEAD SCREW, 2
M4x0.7Px16
20 000303-207 ROUND HEAD SCREW, 2
M5x0.8Px20
21 006502-200 STARWASHER, 2
5.3x10x0.6t(BW-5)
22 008004-200 HEX NUT, M5x0.8P 2
23 000302-205 ROUND HEAD SCREW, 2
M4x0.7Px15
24 008002-200 HEX NUT, M4x0.7P 2
25 171460-902 MOTOR TENSION PLATE 1
26 090116-000 MOTOR PULLEY 1
27 250495-625 HANDLE COVER 1
28 900540-000 MOTOR 1
29 003201-101 SET SCREW, 1/4x20UNCx1/4" 3
30 003001-106 HEX CAP SCREW, 2
1/4x20UNCx5/8"
31 006304-100 SPRING WASHER, 2
6.5x12.8x1.5t
32 003003-206 HEX CAP BOLT, 1
5/16x18UNCx1-1/4"
33 009105-200 LOCK NUT, 5/16"-18UNC 1
34 280117-901 SPRING 1
35 050761-000 HEADSTOCK 1
36 030408-000 BEARING, 6005-2HK 1
37 030407-000 BEARING, 6004-2HK 1
38 921604-000 SPINDLE SHAFT 1
39 921458-000 SPUR CENTER 1
40 240060-906 HEADSTOCK HANDWHEEL 1
41 090115-000 SPINDLE PULLEY 1
42 012003-009 KEY, 5x5x25 1
43 006304-100 SPRING WASHER, 4
6.5x12.8x2.0t
44 003103-104 SOCKET HEAD CAP SCREW, 4
1/4-20UNCx1-1/4"
45 921577-000 HINGE 1
46 050762-000 HEADSTOCK COVER 1
47 000203-102 SET SCREW, M6x1.0Px8 3
48 000401-201 FLAT HEAD SCREW, 4
M4x0.7Px8
49 050765-000 TAILSTOCK 1
50 360369-901 QUILL SCREW 1
51 010208-000 E-RING, ETW-12 1
52 360361-000 TAILSTOCK QUILL 1
53 921556-000 LOCKING HANDLE, 1
5/16"-18UNC-20L
54 921455-000 LOCKING HANDLE, 1
5/16"-18UNC-15L
55 380414-901 LIVE CENTER SHAFT, #2MT 1
56 030112-000 BEARING, 6002ZZ 1
57 380413-901 LIVE CENTER HEAD 1
58 380415-901 LIVE CENTER POINT 1
59 240053-906 TAILSTOCK HANDWHEEL 1
60 380444-906 HANDWHEEL HANDLE 1
61 010206-000 S-RING, ETW-9 1
62 380409-902 TAILSTOCK LOCKING HANDLE 1
63 380408-905 TAILSTOCK EYE BOLT 1
64 160053-901 LOCK PLATE 2
65 008312-200 LOCK NUT, M10x1.5P 2
66 050764-000 TOOL REST BASE 1
67 380411-902 TOOL REST EYE BOLT 1
68 380410-902 LOCKING SHAFT 1
69 160058-000 BUSHING 1
70 010003-000 S-RING, STW-12 2
71 070026-901 TOOL REST 1
72 014313-000 POLY-V BELT, 240J3 1
73 006711-100 WAVY WASHER, WW-20 1
74 570929-000 FACEPLATE, 3-1/8" DIA 1
75 383447-901 SPINDLE ADAPTER, 1
1"-8TPI TO 1-1/4"-8TPI
76 380443-906 SPUR CENTER POINT 1
77 940333-000 MANUAL 1
78 042607-000 GOGGLES 1
79 040005-00 ALLEN KEY, 5MM 1
80 004003-000 ALLEN KEY, 3MM 1