3
AGC Stopray SMART –Processing Guide –Version 4.1 –May 2020
CONTENTS
1.
PRODUCTS ......................................................................................................................................................................4
I.
RECEPTION AND STORAGE ...............................................................................................................................4
1.
Unloading ...................................................................................................................................................................4
2.
Storage of the packs ........................................................................................................................................5
II.
PROCESSING .......................................................................................................................................................6
1.
Safety & General Information .........................................................................................................................6
2.
Cutting ............................................................................................................................................................7
3.
Edge Processing .........................................................................................................................................7
4.
Edge Deletion .................................................................................................................................................8
5.
Washing .....................................................................................................................................................................8
6.
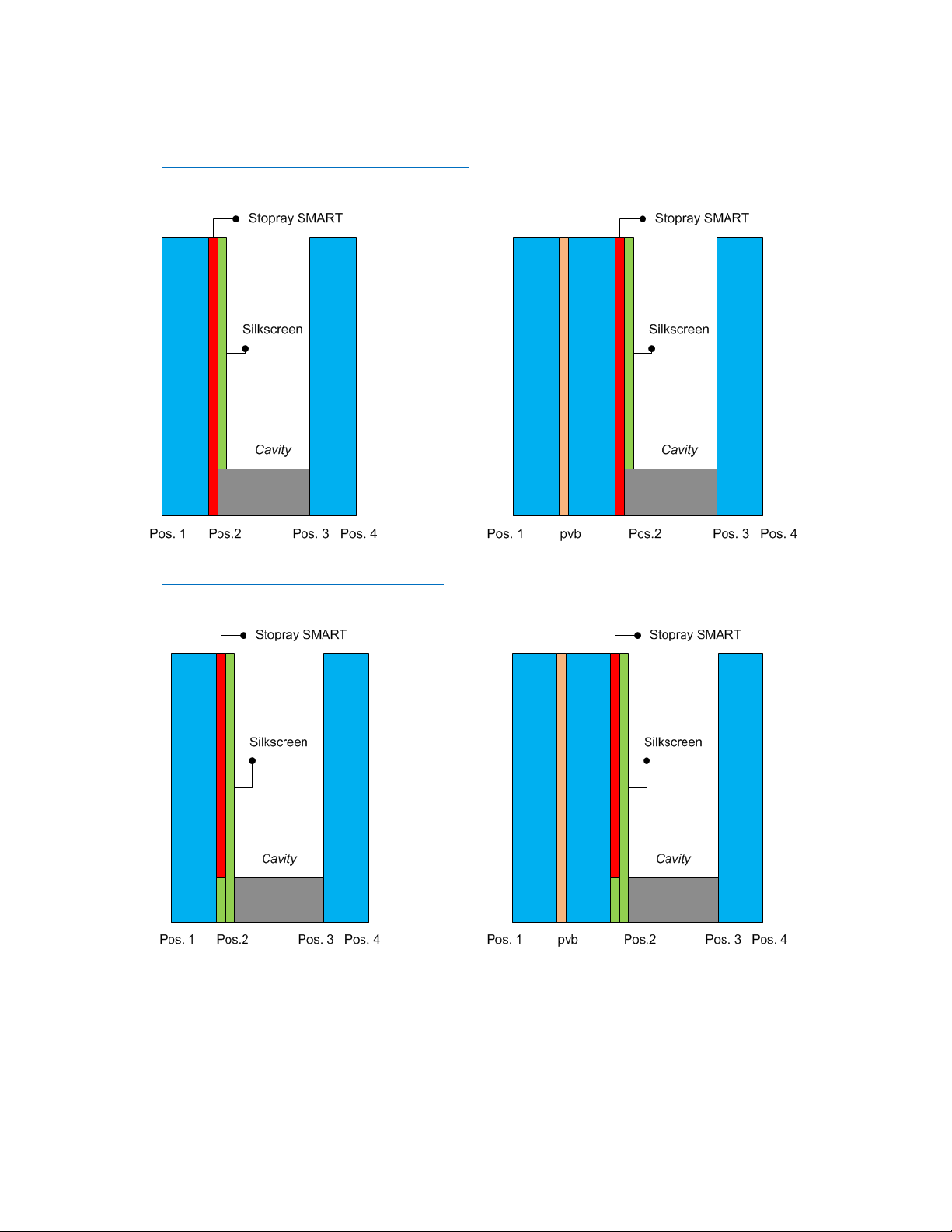
Silk screen printing .........................................................................................................................................9
6.1
Stopray SMART with silkscreen................................................................................................................9
6.2
Stopray SMART laminated with silkscreen .............................................................................................11
7.
Thermal Toughening / Heat strengthening .................................................................................................... 11
7.1
Introduction ............................................................................................................................................. 11
7.2
Generalities............................................................................................................................................. 11
7.3
Recommendations ..................................................................................................................................12
7.4
Settings...................................................................................................................................................13
7.5
Unloading................................................................................................................................................14
7.6
Heat Soak test ........................................................................................................................................14
7.7
Quality control.........................................................................................................................................14
7.8
Packaging ...............................................................................................................................................15
8.
Bending ........................................................................................................................................................15
8.1
Curved annealed glass (on a concave mould)........................................................................................15
8.2
Curved toughened glass (on a concave mould)......................................................................................16
9.
Lamination ................................................................................................................................................17
10.
Assembly in Insulating Glass Unit...................................................................................................................19
11.
Use in Structural glazing...............................................................................................................................20
12.
Identifying the coated surface.......................................................................................................................20
13.
Storage of cut sizes / IGU.............................................................................................................................21
13.1
During processing in the same factory .................................................................................................21
13.2
To send cut size to another factory .......................................................................................................21
13.3
On site ..................................................................................................................................................21
III.
CONFORMITY and GUARANTEE ..........................................................................................................................22
1.
Conformity....................................................................................................................................................22
2.
Warranty...................................................................................................................................................22
3.
Local Standards ........................................................................................................................................22
4.
Disclaimer ....................................................................................................................................................22
IV.
GLAZING INSTRUCTIONS.................................................................................................................................22
V.
CLEANING ON FACADE ........................................................................................................................................22