4
Danger to life
There is a danger to life from electric shock due to electrical voltage. The hot
wedge welding machine must therefore only be connected to sockets and
extension cables with a protective earth conductor. Protect the hot wedge welding
machine from moisture and wet conditions. Before switching on, check the power
cord, the plug, and the extension cable for electrical and mechanical damage.
The hot wedge welding machine may only be opened by instructed, qualified
personnel.
Danger of fire and explosion
The hot wedge welding machine can become an ignition source for fire and
explosion. It must therefore not be used near explosive gases or flammable
materials To avoid burning of the material to be welded, please read the material
safety data sheet from the material manufacturer. The hot wedge welding machi-
ne must only be used in the open or in a well-ventilated area.
2. Important safety instructions
Risk of burning
Do not touch the hot wedge when hot. The device should always first be allowed
to cool down.
Do not touch moving parts
There is a risk of inadvertently becoming caught and being pulled in. Do not wear
loose articles of clothing such as scarves or shawls. Tie up long hair or protect it
by wearing headgear.
If the device is being used on construction sites, a fault current circuit breaker
must be used to protect site personnel.
When welding, be aware of hazards in the surrounding area, e.g., risk of tripping,
risk of slipping, strong sunlight, unattended equipment, etc.
The device may only be operated under supervision as waste heat can reach
flammable materials.
The device should only be operated by trained specialists or under their super-
vision. Children are not permitted to operate the device.
The local supply voltage must match the line voltage specified on the device. If
the line voltage fails, switch o the main switch and place the welding machine
in the park position.
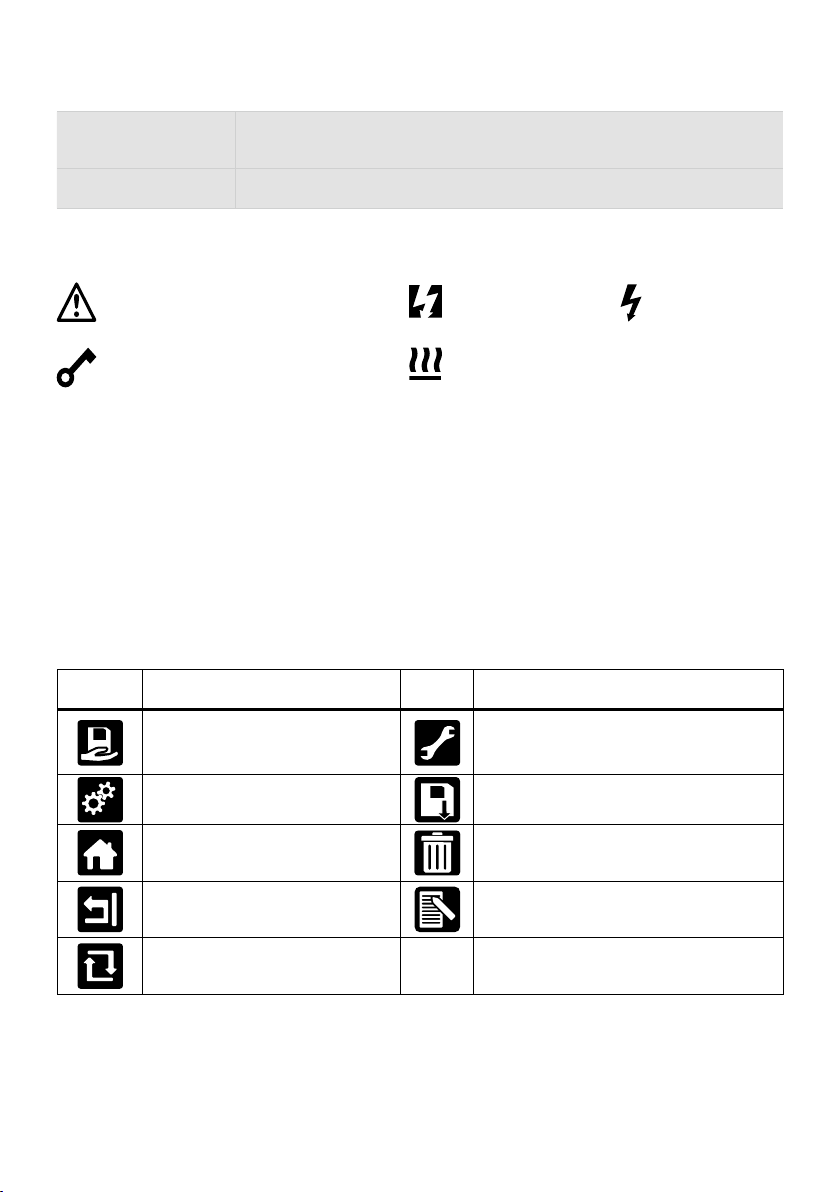
Warning
Caution