ASGCO Mfg., Inc. 3 CHEVRON
Disc Four Three Shaft Two Shaft
Diameter Assembly Assembly Assembly
10” 57” 43” 29”
8” 50” 38” 26”
6” 43” 33” 23”
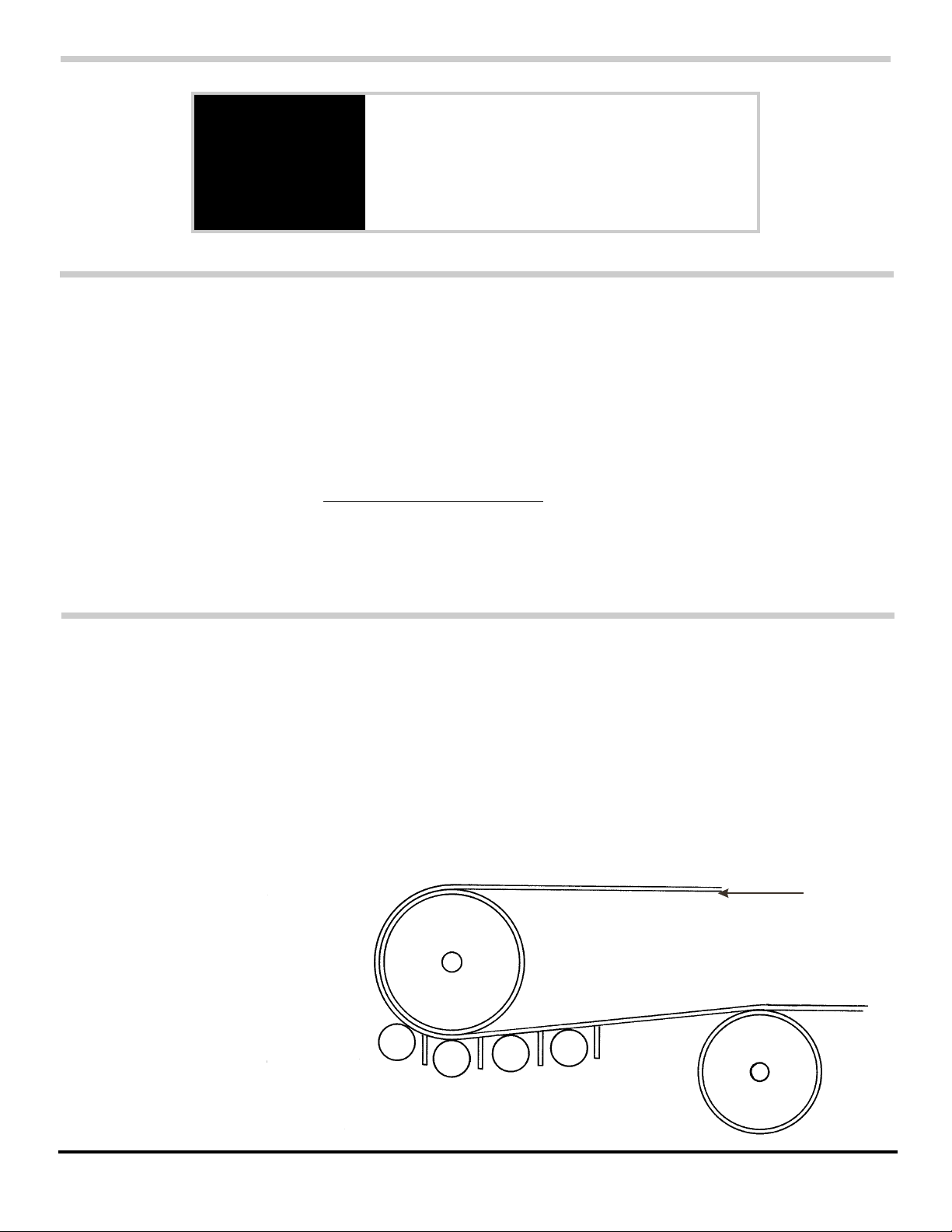
NOTE: The center point of the last shaft must be at least 10" away from any
pulley or idler that is mounted below the belt.
It is also important that the mounting location is adequate to allow the
scraped material to fall back into the main discharge chute or a dribble
chute. To ensure sufficient flow of the scraped material down the chute, an
unlined chute should have at least a 75° angle (to the horizontal); and
UHMW plastic lined chute should have at least a 65° angle (to the
horizontal).
BELT TENSION REQUIREMENTS - Because of the unique design of the
Chevron, the shafts must be mounted in a flat, tight area of the belt. The
Chevron cannot operate to its maximum effectiveness on a belt that is
loose or bowed.
ADDING IDLERS OR PULLEYS - If a sufficient mounting location cannot
be found between the head and snub pulleys, the Chevron can be located
elsewhere, provided that the proper steps have been taken to prevent the
belt from loosening or troughing in the contact area. This can be done by
mounting standard return idlers or small pulleys above the belt.
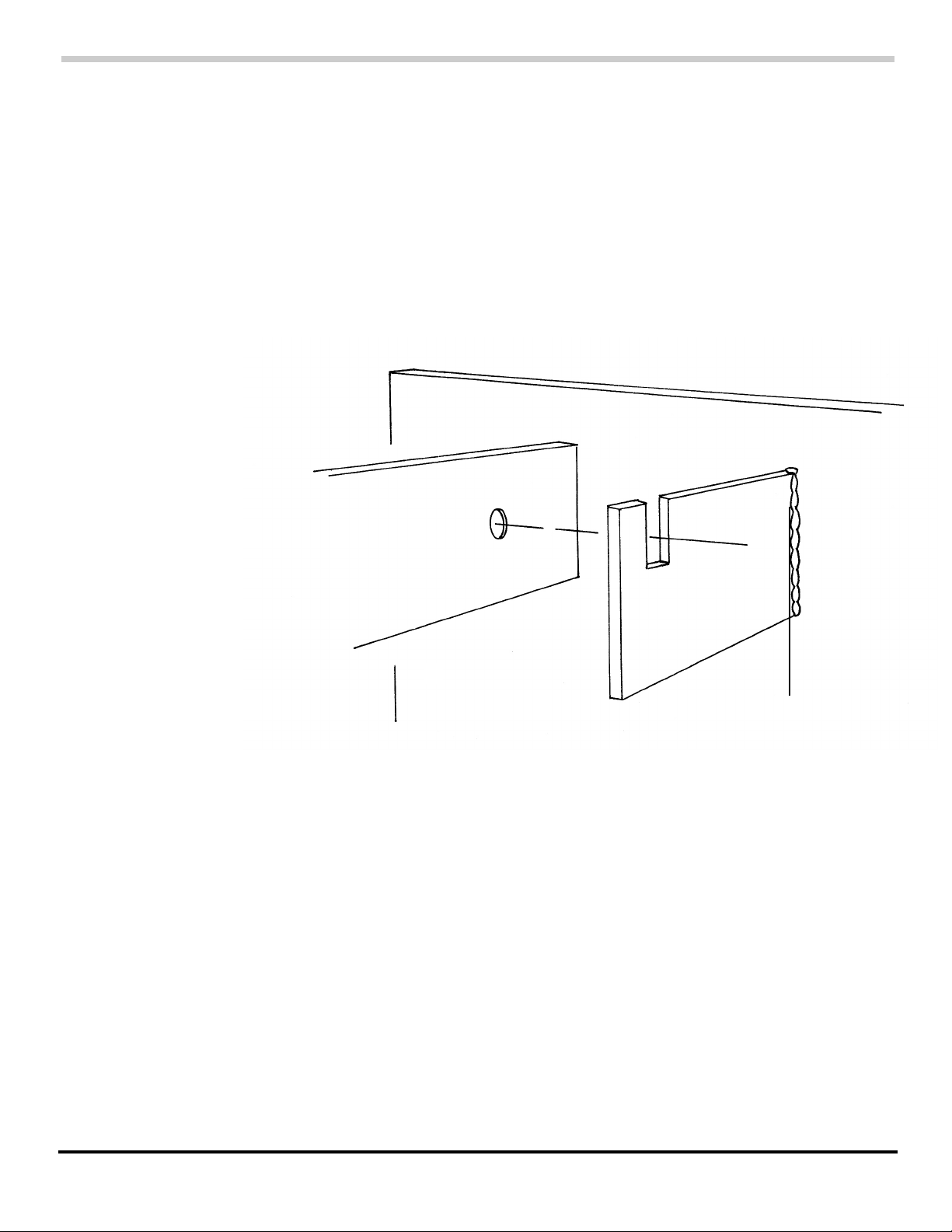
FABRICATING MOUNTING PLATES - If a chute is not present in the
desired mounting location, mounting plates can be fabricated to simulate
the sides of the chute and provide a mounting base for the Chevron shafts.
These plates are made from 1/4" to 3/8” flat stock steel and should
measure 12" to 16" high. Extend the plates the length of the Chevron
installation, with an extra 6" on each end.
Once a suitable mounting location has been chosen, the initial setup work
can begin. Proceed as follows:
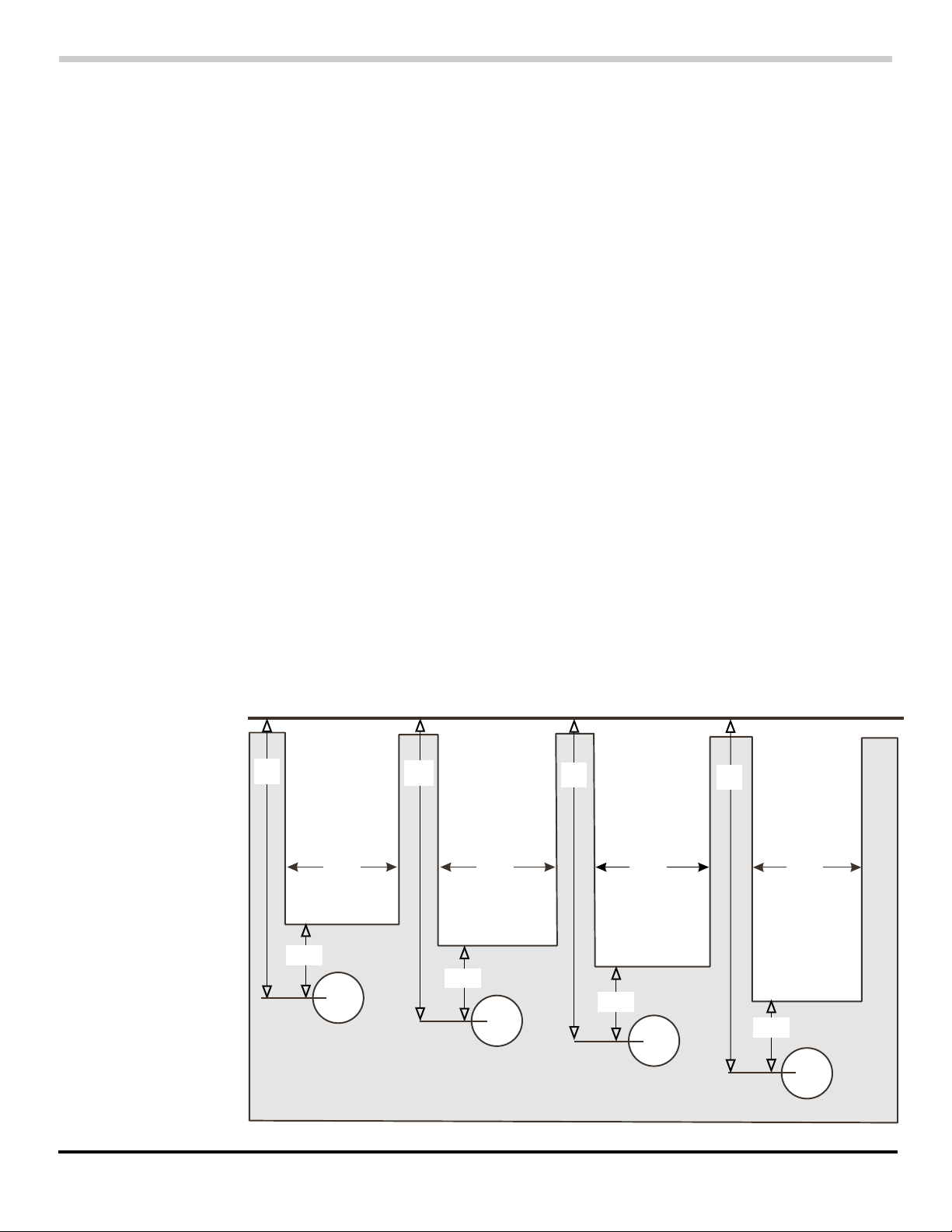
1. The first measurement will vary, depending on the disc diameter and
the size of the bearings within the pillow blocks:
A. IF USING 6" DISCS WITH I " BEARINGS, measure the distance to a
point 6" down from (perpendicular to) the belt on the chute wall.
Mark this point "X'.
B. IF USING 8" DISCS WITH 1 " BEARINGS, measure the distance to a
point 61/2" down from (perpendicular to) the belt on the chute wall.
Mark this point "X".
C. IF USING 8" DISCS WITH 13/8" OR 1 1/2" BEARINGS, measure the
distance to a point 7" down from (perpendicular to) the belt on the
chute wall. Mark this point "X'.
Initial
Setup