1 GENERAL INFORMATION ABOUT MEASURING WEAR RESISTANCE ON THIN
LAYERS.........................................................................................................................4
1.1 OVERVIEW...........................................................................................................................4
1.2 CLIMATIC INFLUENCES ON TRIBOLOGICAL PROCESSES...............................................................5
1.3 ABRASIVE SLURRY................................................................................................................5
1.4 PLACE OF INSTALLATION.......................................................................................................
1.5 HANDLING THE ABRASIVE SLURRY..........................................................................................
2 TEST PREPARATIONS.............................................................................................7
2.1 SELECTION OF THE TEST PARAMETER (GRINDING PATH / NUMBER OF REVOLUTIONS).....................7
2.2 GRINDING SPEED / BALL OR SHAFT REVOLUTIONS PER MINUTE...................................................8
2.3 BEARING STRENGTH..............................................................................................................8
2.4 CLEANING THE SHAFT...........................................................................................................9
2.5 SPECIMEN...........................................................................................................................9
2. BALL..................................................................................................................................9
2.7 AUTOMATIC DOSAGE APPARATUS...........................................................................................9
2.8 FILLING THE CARTIGE WITH ABRASIVE SLURRY........................................................................10
2.9 DOSING PARAMETERS.........................................................................................................10
2.10 MANUAL DOSAGE WITH A PIPETTE......................................................................................10
3 TEST EXECUTION...................................................................................................11
3.1 ADJUSTING THE SPECIMEN..................................................................................................11
3.2 APPLICATION OF THE ABRASIVE SLURRY (ONLY MANUAL APPLICATION)......................................11
3.3 FURTHER TESTS..................................................................................................................12
3.4 ABORTING A TEST..............................................................................................................12
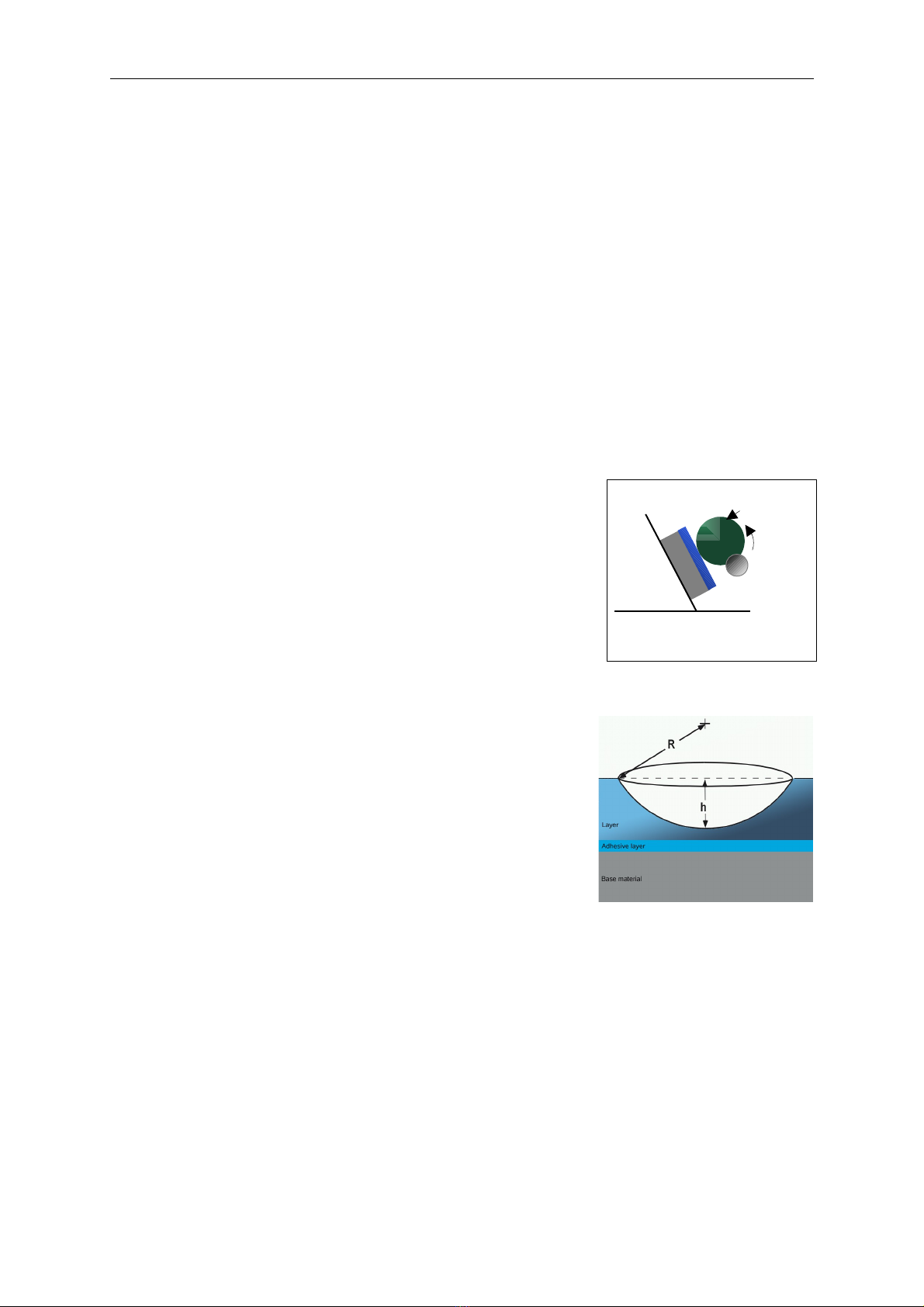
4 ANALYSIS OF THE WEAR CRATERS....................................................................12
4.1 ANALYSIS BY SURFACE PROFILER..........................................................................................13
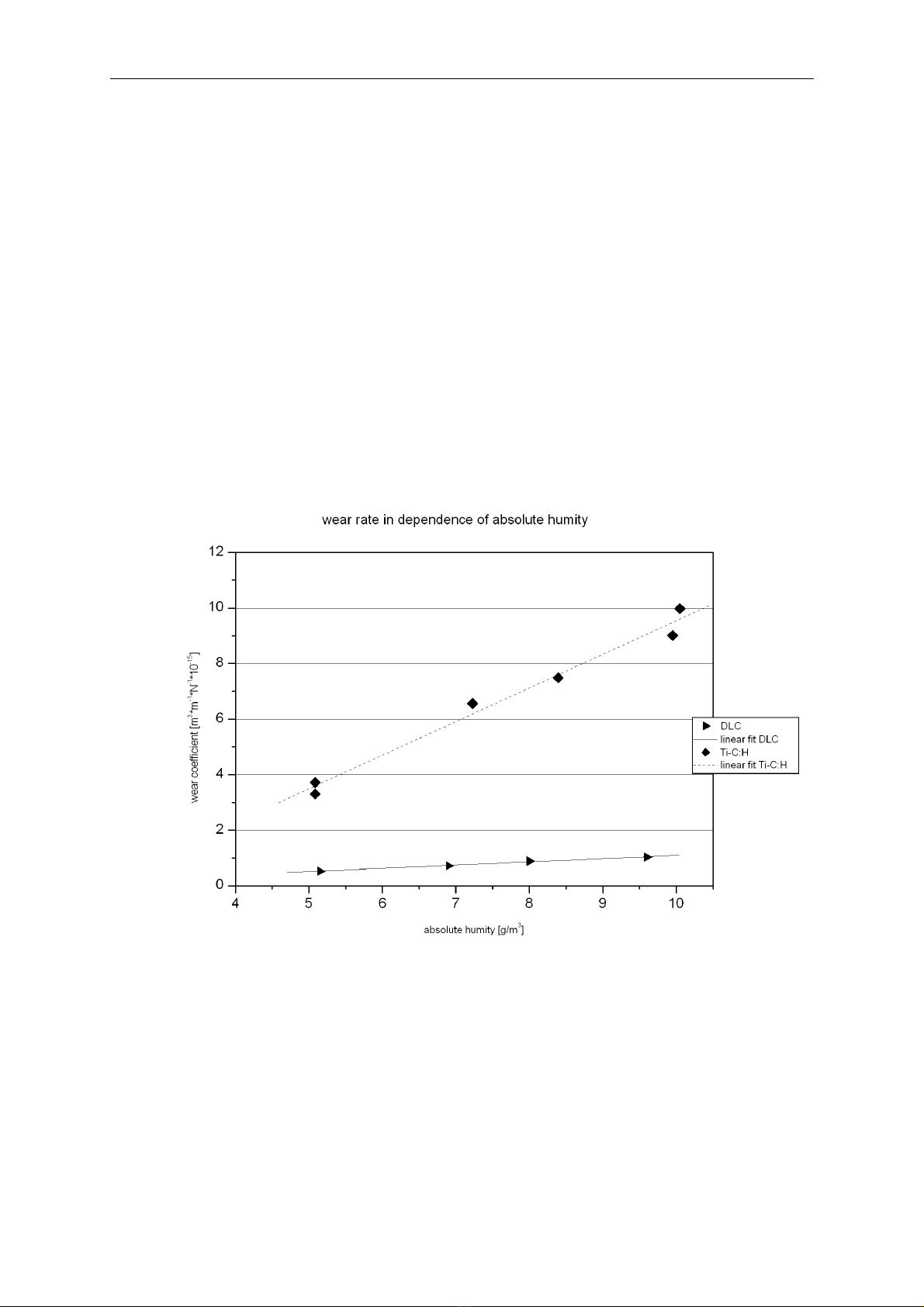
4.2 CALCULATION OF THE WEAR COEFFICIENT..............................................................................13
4.3 ANALYSIS BY MICROSCOPE..................................................................................................14
4.4 CALCULATION OF THE WEAR COEFFICIENT .............................................................................14
5 HANDLING...............................................................................................................15
5.1 GENERAL OPERATING INSTRUCTIONS....................................................................................15
5.1.1 KEY FUNCTIONS....................................................................................................................... 15