9
2. Install and center the exhaust diaphragm (17) over the
shoulderbolt (16) making certainthatthe diaphragm ID
is over the bolt shoulder. Then install the purge valve
(18)ontheshoulderboltmakingcertainitsmetalsupport
sideis against the diaphragm (17).
3. Push the purge piston (20) into the housing (19) until it
bottoms and insert a large blade screw driver in the
piston’sslottedhead.Whiledepressingthe purgepiston
with the screw driver, install the shoulder bolt (16) with
exhaustdiaphragm(17)andpurgevalve(18)inthepiston.
Torque the shoulder bolt (16) to between 60-80 in. lbs.
4. Installthetwoo-rings(23&24)onthepurgevalvehousing
(19)placingeachinitsappropriate location.DLUmodels
donotcontaino-ring (23). Install the assembled purge
valvehousing in the end cover (6) while making certain
the purge valve housing is fully seated against the end
cover.Securethepurge valve housing in the end cover
usingtheretaining ring (14). Make certain the retaining
ring is fully seated in its groove in the end cover (6).
5. Usinga 9/16” wrench, install the safety valve assembly
(33)into the end cover (6).
6. Vertical check valve models: Installtheo-ring(29) on
the check valve body (28) and push the o-ring down,
over the 3 guide lands until it is in the o-ring groove of
thecheck valvebody(28). Installthecheck valvespring
(27) on the check valve body so that the small coils of
the spring slip over the check valve body. Install the
assembledcheck valve body,o-ring, and spring(27,28
& 29) in the end cover (6) so that the o-ring rests on its
seatin theendcover (6) andthespring is visible. Install
theperforatedplate (26),in theend cover(6) andsecure
the check valve assembly using the retaining ring (25).
Makecertaintheretainingringisfullyseated initsgroove
inthe end cover (6).
7. Horizontal check valve models: Install o-ring (2)onto
check valve (36). Place the check valve in the delivery
check valve port of the end cover (6). Install the spring
(35)overthe delivery check valve (36) and secure with
thedelivery checkvalveplug (34).
8. Install the o-ring (32) on the heater and thermostat
assembly (31).After making certain the sponge rubber
cushion is positioned between the connector body and
thermostat, gently push the heater and thermostat
assembly (31) into the end cover (6), making certain
the heating element enters the small diameter bore in
the larger heater and thermostat bore in the end cover
(6). Secure the heater and thermostat assembly in the
body using the retaining ring (30). Make certain the
retainingringisfullyseatedinitsgrooveintheendcover
(6).
9. Installboth o-rings (12 & 13) on the desiccant cartridge
bolt (10) and using a twisting motion, insert the
assembleddesiccant cartridge boltin the end cover(6).
8. Vertical check valve models: Remove the retaining
ring(25)thatsecures thedelivery checkvalve assembly
intheendcover(6).Removeandseparatetheperforated
plate(26), spring (27),checkvalve body (28)ando-ring
(29).
9. Horizontal check valve models: Remove delivery
check valve plug (34) that secures the check valve
assemblyin the endcover(6). Remove the spring(35),
checkvalve (36)and o-ring (2).
10. Remove the retaining ring (30) that secures the heater
andthermostatassembly(31)intheendcover(6).Gently
pullthe heater and thermostat (31) out of the endcover
(6)and removethe o-ring (32).
11. Usinga9/16”wrench,remove thesafetyvalveassembly
(33)from the endcover (6).
CLEANING & INSPECTION
1. Usingmineral spiritsor an equivalentsolvent, cleanand
thoroughly dry all metal parts except the desiccant
cartridge.
2. Inspect the interior and exterior of all metal parts that
will be reused for severe corrosion, pitting and cracks.
Superficialcorrosionand orpittingontheexteriorportion
oftheendcoverisacceptable.
3. Inspect the bores of both the end cover and the purge
valvehousing fordeep scuffingorgouges.
4. Makecertain thatall purge valvehousing andendcover
passagesare open and free of obstructions.
5. Inspectthe pipe threads in the end cover. Make certain
theyareclean and free of thread sealant.
6. Inspect the purge valve housing bore and seats for
excessivewear and scuffing.
7. Inspectthe purge valve pistonseatfor excessive wear.
8. Make certain that the purge orifice in the cartridge bolt
isopenandfreeofobstructions.
9. Inspect all air line fittings for corrosion. Clean all old
threadsealant from the pipe threads.
10. All o-rings removed should be discarded and replaced
withnew o-rings providedinappropriate kit(s).
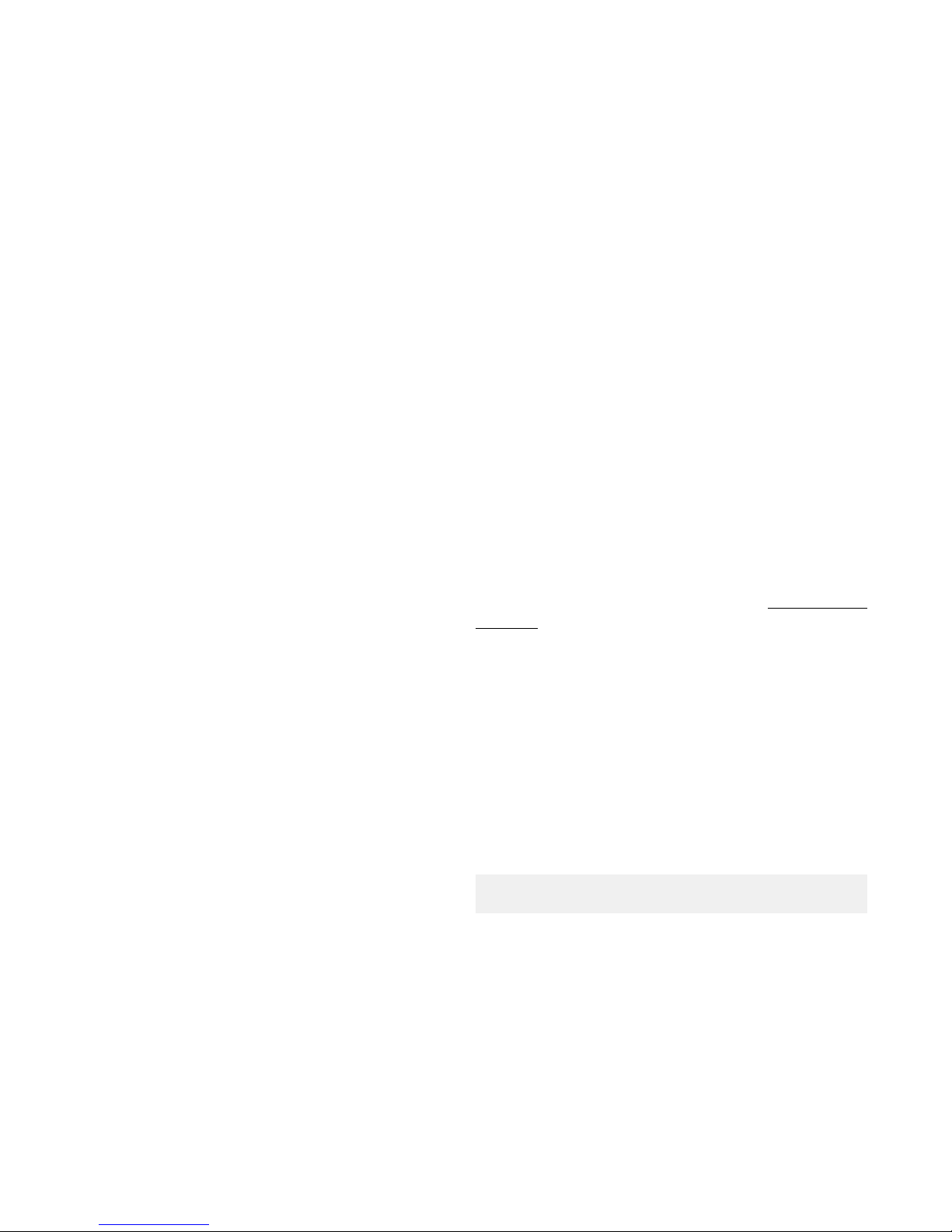
ASSEMBLY
Priortoassembly,coat allo-rings, o-ringgrooves, andbores
withagenerousamountofsilicone grease.(RefertoFigures
9and 10 during assembly unless otherwise advised.)
1. Installthe quad ring (21) in its groove on theO.D.ofthe
purge piston (20). Place the return spring (22) in the
boreofthepurgevalvehousing(19),theninsertthepurge
piston (20) into the I.D. of the spring (22).