8
Open the packaging
The system essentially consists of:
• PROJECT 2100 weld unit.
•
Accessory kit comprising clamp and earth cables, a brush-ham-
mer and a protective screen (optional).
Upon receiving the system:
• Remove the welding generator and all the relative accessories-
components from the pack.
•
Check that the weld machine is in good condition, if not report
any problems immediately to the seller-distributor.
•
Make sure all ventilation grilles are open and that no foreign bod-
ies are blocking the air circulation.
Installation
The installation site for the system must be carefully chosen in or-
der to ensure its satisfactory and safe use.
The user is responsible for the installation and use of the system
in accordance with the producer’s instructions contained in this
manual.
Before installing the system the user must take into consideration
the potential electromagnetic problems in the work area. In particu-
lar, we suggest that you should avoid installing the system close to:
• Signalling, control and telephone cables.
• Radio and television transmitters and receivers.
• Computers and control and measurement instruments.
• Security and protection instruments.
Persons fitted with pace-makers, hearing aids and similar equip-
ment must consult their doctor before going near a machine in op-
eration. The equipment’s installation environment must comply to
the protection level of the frame i.e. IP 23 S (IEC 60529 publica-
tion). This system is cooled by means of the forced circulation of
air, and must therefore be placed in such a way that the air may
be easily sucked in and expelled through the apertures made in
the frame.
Connection to the electrical supply
Before connecting the welder to the electrical supply, check
that the machine’s plate rating corresponds to the supply volt-
age and frequency and that the line switch of the welder is in
the “O” position.
This system has been designed for nominal voltage 230 V - 50/60
Hz. It can however work at 220 V and 240 V - 50/60 Hz without
any problem. Connection to the power supply must be carried out
using the tripolar cable supplied with the system, of which:
•
2 conducting wires are needed for connecting the machine to
the supply.
• The third, which is YELLOW GREEN in colour is used for mak-
ing the “EARTH” connection.
Connect a suitable load of normalised plug (2p + e) to the
power cable and provide for an electrical socket complete
with fuses or an automatic switch. The earth terminal must
be connected to the earth conducting wire (YELLOW-GREEN)
of the supply.
Table 2 shows the capacity values that are recommended for fus-
es in the line with delays.
Table 2
Model PROJECT 2100
Power input @ I2Max kVA 9,9
Delayed fuse (I2@ 100%) A25
Duty cycle @ 30% (40°C) A 210
Supply connection cable
Length
Section
m
mm23
2,5
Earth cable
Section mm225
NOTE 1: Any extensions to the power cable must be of a suitable
diameter, and absolutely not of a smaller diameter than the spe-
cial cable supplied with the machine.
NOTE 2: It is better not to connect the welder to motor genera-
tors, as the voltage supplied by these systems is well known for
its instability.
Usage norms
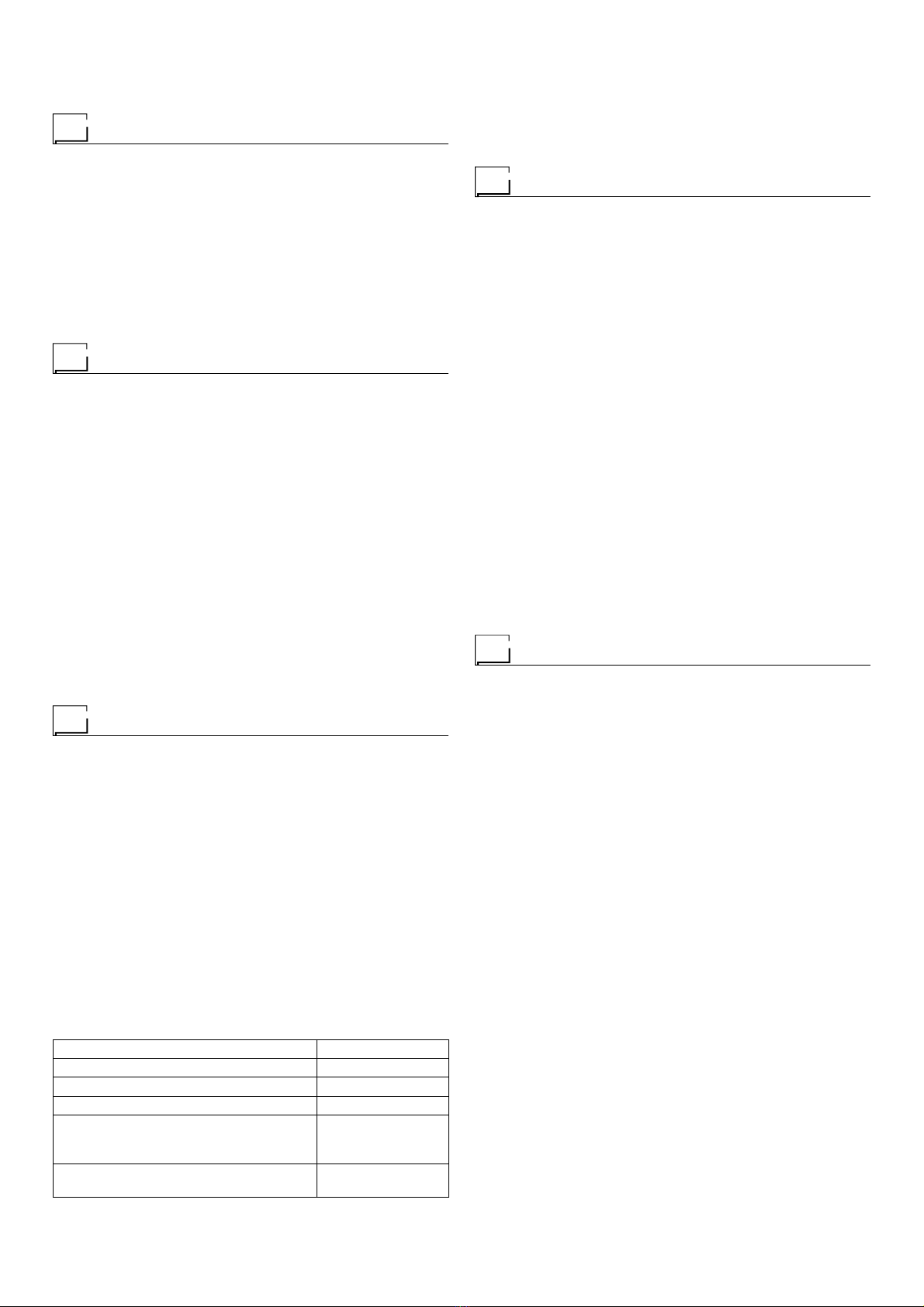
CONTROL APPARATUS (Fig. A)
Pos. 1 White LED POWER ON. This LED lights up when the
welding machine is powered and ready to work.
Pos. 2 Yellow LED with dual function and protection: THER-
MOSTAT and OVERCURRENT.
•
THERMOSTAT function: this LED shines to indicate
that the overheating protection has cut in because the
work cycle is not being followed. After several min-
utes the overheat cut-off rearms automatically (and
the yellow LED turns itself off) and the welder is ready
for use again.
•
OVERCURRENT function: this LED shines to indi-
cate that the overcurrent protection has cut in because
the current has reached hazardous levels. The ma-
chine stops automatically. Switch off the machine by
pressing the line switch (Pos. 7, Fig. A) and switch it
on again after at least 5 seconds.
Pos. 3 Welding current adjust potentiometer.
Pos. 4 Positive pole snap-on connector.
Pos. 5 Negative pole snap-on connector.
Pos. 6 Selector 2 weld procedures:
•
ELECTRODE - For welding basic and rutilic elec-
trodes with the “Arc Force” and “Hot Start” device.
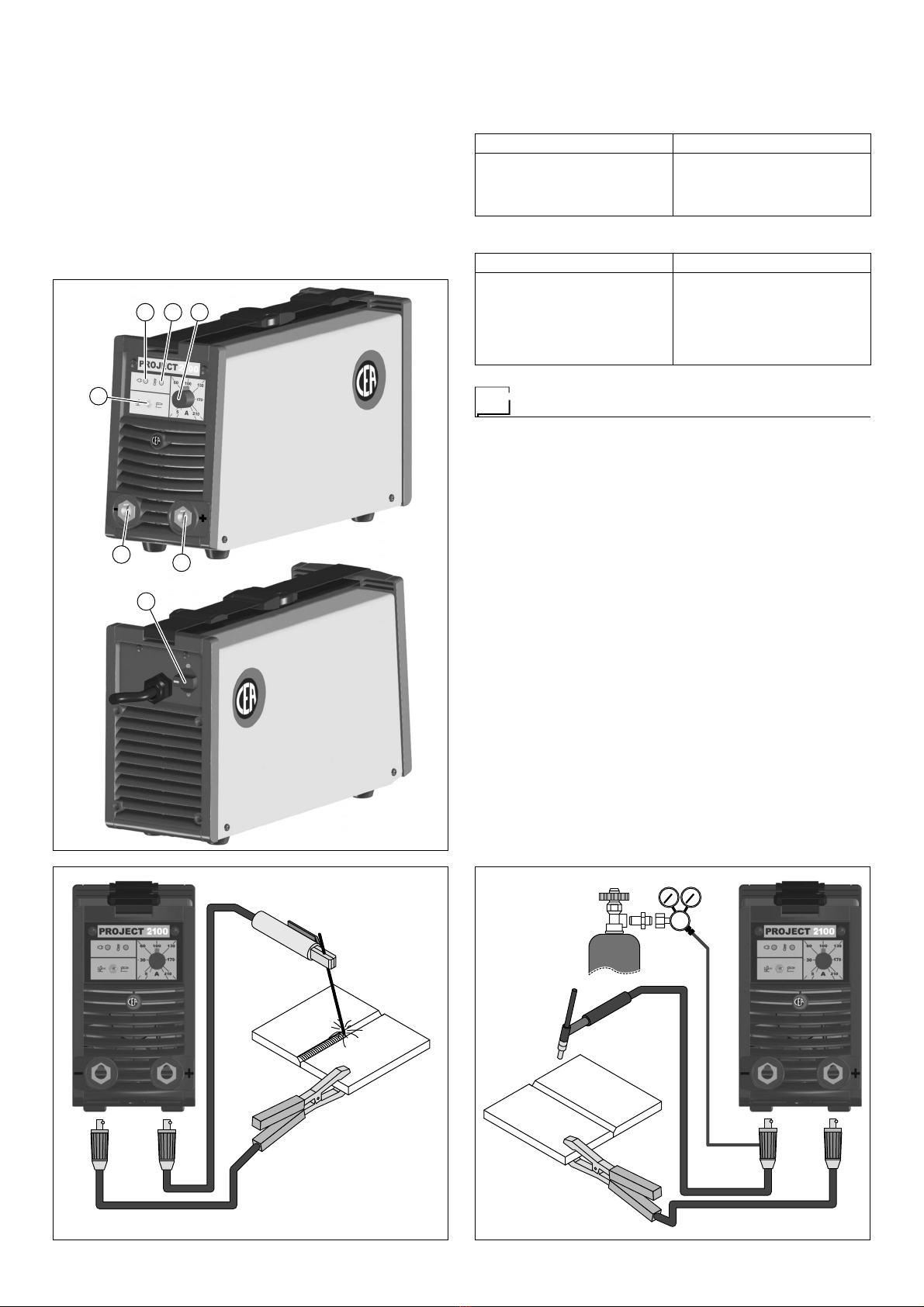
• TIG - For TIG welding with “Lift” type striking.
Pos. 7 Supply switch. In the “O” position the welder is off.
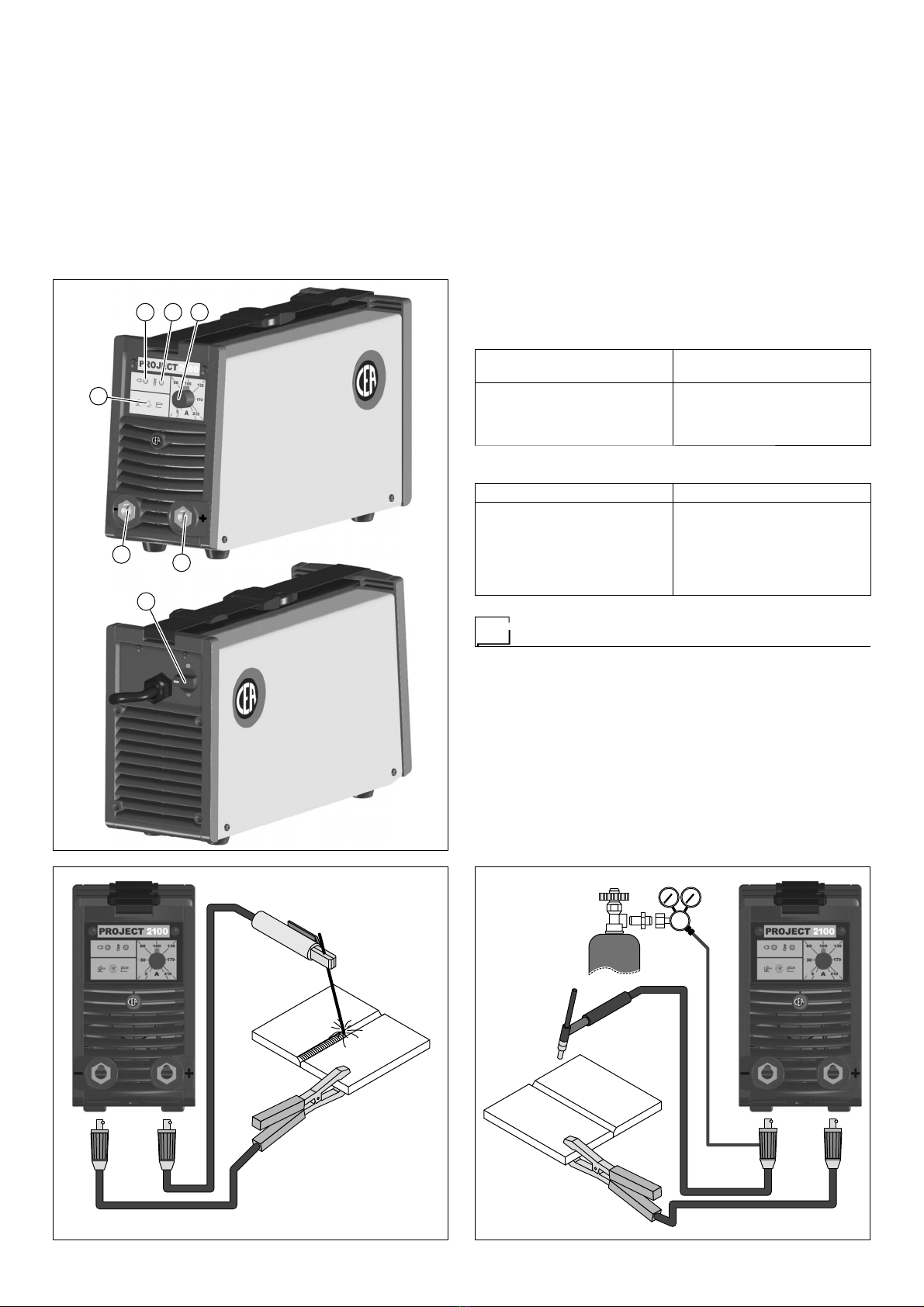
MMA electrode welding (Fig. B)
Electrode welding is used to weld most metals (different types of
steel, etc.) using coated rutilic and basic electrodes with diameters
ranging from Ø 1.6 mm to Ø 5 mm.
1) Connecting the welding cables:
• Disconnect the machine from the mains power supply and
connect the welding cables to the output terminals (Posi-
tive and Negative) of the welding machine, attaching them
to the clamp and earth with the polarity specified for the type
of electrode being used (Fig. B).
•
Always follow the electrode manufacturer’s instructions. The
welding cables must be as short as possible, they must be
near to one another, positioned at or near floor level.
2) Adjust the welding current using the potentiometer (Pos. 3,
Fig. A).
3) Adjust the process switch (Pos. 6, Fig. A) to ELECTRODE
(switch lever moved to the right-hand side).
4) Start the welding machine by selecting position 1 on the line
switch (Pos. 7, Fig. A).
5) The white LED (Pos. 1, Fig. A) indicates that the welding ma-
chine is powered and ready to work.
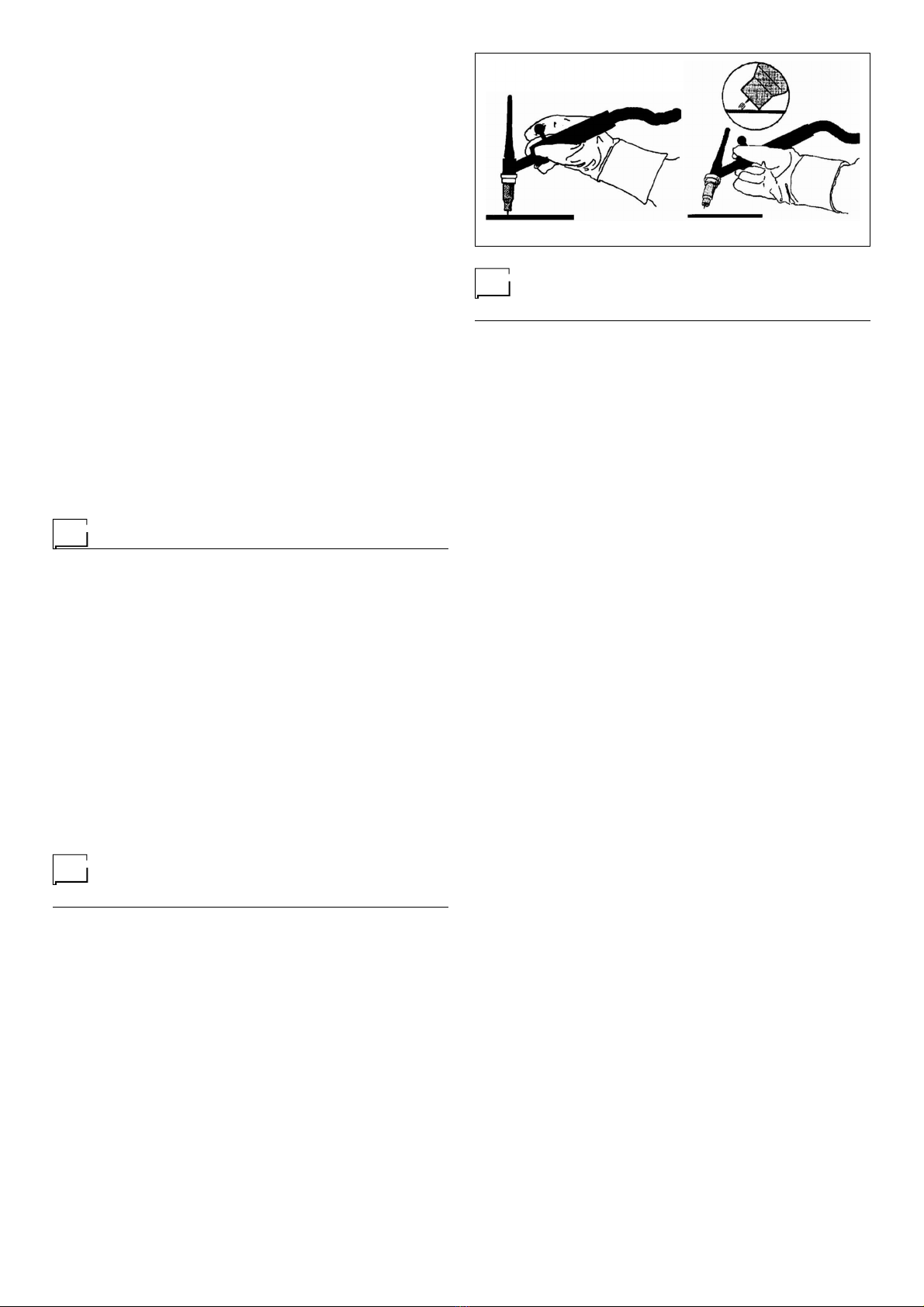
6) Carry out welding by moving the torch to the workpiece. Strike
the arc (press the electrode quickly against the metal and then
lift it) to melt the electrode, the coating of which forms a protec-
tive residue. Then continue welding by moving the electrode
from left to right, inclining it by about 60° compared with the
metal in relation to the direction of welding.
PART TO BE WELDED
The part to be welded must always be connected to earth in order
to reduce electromagnetic emission. Much attention must be af-
forded so that the earth connection of the part to be welded does
not increase the risk of accident to the user or the risk of damage
to other electric equipment.
When it is necessary to connect the part to be welded to earth, you
should make a direct connection between the part and the earth
shaft. In those countries in which such a connection is not allowed,
connect the part to be welded to earth using suitable capacitors,
in compliance with the national regulations.
WELDING PARAMETERS
Table 3 shows some general indications for the choice of electrode,
based on the thickness of the parts to be welded.
The values of current to use are shown in the table with the respec-
tive electrodes for the welding of common steels and low-grade
alloys. These data have no absolute value and are indicative data
only. For a precise choice follow the instructions provided by the
electrode manufacturer.
The current to be used depends on the welding positions and the
type of joint, and it increases according to the thickness and di-
mensions of the part.