CHESTER Champion Mill 16VS User manual


1. Safety
1.1 Safety warnings
1.2 Proper use
1.3 Possible dangers caused by the milling machine
1.4 Qualification of personnel
1.5 Safety devices
1.6 Safety check
1.7 Individual protection gear
1.8 For your own safety during operation
1.9 Disconnecting the machine and making it safe
1.10 Using lifting equipment
2. Technical Data
3. Assembly and Connection
3.1 Extent of supply
3.2 Transport
3.3 Storage
3.4 Installation and assembly
3.5 First use
3.6 Operational accessories
4. Operation
4.1 Safety
4.2 Controlling and indicating elements
4.3 Starting the milling machine
4.4 Inserting tools
4.5 Changing the speed range
4.6 Clamping workpieces
4.7 Swiveling the mill-drill head
4.8 Clamping levers
4.9 End stops
4.10 Installation on a lathe
5. Maintenance
5.1 Safety
5.2 Inspection and maintenance
5.3 Repair
5.4 Spare parts
5.5 Connecting Plan
6. Anomalies
6.1 Anomalies in the machine
7. Appendix
2

1. Safety
Purpose of this Machine:
This machine has been designed for drilling, deep milling and face milling of small workpieces. If
the operator intends to use this machine beyond its design, please contact the manufacturer or
dealer before starting the operation.
The Following Should be Obeyed before Operating
Do not operate this machine before reading this manual thoroughly.
Do not use this machine without professional training of drilling and milling operations.
Do not operate this machine outside of its design parameters without first consulting the
manufacturer or dealer.
When operating this machine, make sure that every safety precaution is followed as indicated in
this manual.
1.1 Safety warnings
Special Warnings for this Machine
Warning! There is a risk of the machine accidentally restarting after a power failure, make sure
that all of the operation switches are in the off or neutral positions if the power is interrupted.
Warning! Always wear approved eye protection when operating this machine.
Correct Handling of this Machine
The net weight of this machine is approximately 75kg, we recommend using the correct lifting
equipment when moving this machine.
If the operator has to handle the machine without lifting apparatus, make sure that you can
comfortably lift this weight. Handle the machine with care and be aware of your surroundings to
prevent accidents.
1.2 Proper use
In the event of improper use the machine will
• endanger personnel,
• endanger the machine and other material property of the operator,
• may affect proper operation of the machine
This milling machine is designed and manufactured to be used for milling and drilling cold metals
or other non-flammable materials that do not constitute a health hazard by using commercial
milling and drilling tools.
This machine must only be installed and operated in a dry and well-ventilated place.
If the milling machine is used in any way other than described above, modified without
authorization or operated with different process data, then it is being used improperly.
We do not take any liability for damages caused by improper use. Any such modifications would
also render the guarantee null and void.
3

It is also part of proper use that:
• the maximum values for the machine are complied with
• the operating manual is observed
• inspection and maintenance instructions are observed
1.3 Possible dangers caused by the milling machine
As the machine operates with
• high revolutions
• rotating parts and tools
• electrical voltage and currents
There is a residual risk with use. We have used construction resources and safety techniques to
minimize the risk to health to personnel resulting from these hazards.
If the machine is used and maintained by personnel who are not duly qualified, there may be a
risk resulting from incorrect or unsuitable maintenance.
All personnel involved in assembly, commissioning, operation and maintenance must
• be duly qualified,
• follow this operating manual
Disconnect the machine whenever cleaning or maintenance work is being carried out.
Warning!
This machine may only be used with the safety devices activated.
Disconnect the machine immediately whenever you detect a failure in the safety devices or
when they are not fitted.
All additional installations carried out by the operator must incorporate the prescribed safety
devices.
1.4 Qualification of personnel
This manual is addressed to
• operators,
• users,
• maintenance staff
The warning notes therefore refer to both operation and maintenance of the milling machine.
Always disconnect the machine plug from the electrical power supply. This will prevent it from
being used by unauthorized personnel.
All personnel involved in assembly, commissioning, operation and maintenance must
• be duly qualified,
• follow this operating manual
4

In the event of improper use
• there may be a risk to personnel,
• there may be a risk to the machine and other material property,
• the proper operation of the machine may be affected
1.5 Safety devices
Use the milling machine only with properly functioning safety devices.
Stop the machine if there is a failure in the safety device or if it is not functioning for any reason.
If a device has not been activated or has failed, the milling machine must only be used when
• the cause of failure has been removed
• it has been verified that there is no resulting danger for personnel or objects
Warning!
If you bypass, remove or override a safety device in any way, you are endangering yourself any
other personnel working with the milling machine. The possible consequences are
• damage as a result of components or parts of components flying off at high speed.
• contact with rotating parts,
• fatal electrocution
The milling machine includes the following safety devices:
• a self-locking emergency stop button
• a protective cover at the drill-mill head
Emergency stop button
The emergency stop button switches the machine off.
Open the cover of the emergency stop button in order to switch
the machine on again.
Protective cover
The drill-mill head is fitted with a protective cover.
Warning!
Remove the protective cover after the mains plug of the
machine has been pulled.
1.6 Safety check
Check the milling machine regularly
• at the beginning of each shift,
• once a week,
• after every maintenance and repair operation
5
General Check
Equipment
Check
OK
Protective covers
Mounted, firmly bolted and not damaged
Labels, markings
Installed and legible
Functional Test
Equipment
Check
OK
Emergency Stop
When the Emergency Stop button is activated, the
machine should switch off automatically. A restart will not
be possible until the Emergency Stop button has been
unlocked and the On switch has been activated.
1.7 Individual protection gear
For certain work individual protection gear is required.
Protect your face and eyes. During all work and specifically work during which your face and
eyes are exposed to hazards, a safety helmet with facial protection should be worn.
Use protective gloves when handling pieces with sharp edges.
Wear safety shoes when you position, dismantle or transport heavy components.
Use ear protection if the noise level (inmission) in the workplace exceeds 80 dB (A).
Before starting work, make sure that the prescribed individual protection gear is available at the
workplace.
Caution!
Dirty or contaminated individual protection gear can cause disease. Clean it after each use and
once a week.
1.8 For your own safety during operation
Warning!
Before activating the machine, double check that it will not endanger other people or cause
damage to equipment.
Avoid unsafe working practices:
• The instructions in this manual must be observed during assembly, handling, maintenance
and repair.
• Use protective goggles
• Turn off the machine before measuring the workpiece.
• Do not work on the machine if your concentration is reduced, for example, because you
are taking medication.
• Stay on the machine until all rotating parts have come to a halt.
• Use the prescribed protection gear. Make sure to wear a well-fitting work suit and a hairnet,
if necessary.
• Do not use protective gloves during drilling or milling work.
• Unplug the shockproof plug from the mains before changing the tool.
6

• Use suitable devices to remove drilling and milling chips.
• Make sure your work does not endanger anyone.
• Clamp the workpiece tightly before activating the machine.
In the description of work on the drilling-milling machine we highlight the dangers specific to that
work.
1.9 Disconnecting the machine and making it safe
Pull the main plug before beginning any maintenance or repair work.
Using lifting equipment
Warning!
Use of unstable lifting equipment and load-suspension devices that break under load can cause
very serious injuries or even death.
Check that the lifting equipment and load-suspension devices are of sufficient load capacity and
in perfect condition.
Observe the rules for preventing accidents issued by your association for the prevention of
occupational accidents and safety in the workplace or other inspection authorities.
Tighten loads properly.
Never walk under suspended loads!
7
2. Technical Data
The following information gives the dimensions and weight and is the manufacturer’s authorized
machine data.
Engine power consumption
240V / 50Hz / 600W
Drilling capacity
16mm
End Milling capacity
16mm
Face Milling capacity
52mm
Working radius
175mm
Spindle taper
MT2
Spindle stroke
52mm
Headstock tilt
±90º
Cross travel
160mm
Longitudinal travel
440mm
Vertical travel
200mm
Table size
500 x 140mm
Spindle speeds
50-2500rpm
T slot size
10mm
Motor
600W (0.8hp)
Dimensions
520 x 550 x 800mm
Net Weight
75kg
Emissions
The noise level (emission) of the drilling-milling machine ranges below 78 dB(A). If the drilling-
milling machine is installed in an area where various machines are in operation, the acoustic
influence (inmission) on the user of the drilling-milling machine may exceed 85 dB(A) in the
working area.
We recommend the use of soundproofing and ear protection. Remember that the duration of the
noise pollution, the type and characteristics of the work area and operation of other machines
influence the noise level in the working area.
8

3. Assembly and Connection
The drilling-milling machine comes pre-assembled.
3.1 Extent of supply
When the drilling-milling machine is delivered, check immediately that the machine has not
been damaged during transport and that all components are included. Also check that no
fastening screws have come loose.
Compare the parts supplied with the information on the packaging list.
3.2 Transport
Warning!
Machine parts falling off forklift trucks or other transport vehicles could cause very serious or
even fata injuries. Follow the instructions and information on the transport case:
• Centers of gravity,
• Suspension points,
• Weights,
• Means of transport to be used,
• Prescribed shipping position.
Use of unstable lifting equipment and load-suspension devices that break under load can cause
very serious injury or even death.
Check that the lifting and load-suspension gear has sufficient load capacity and that it is in
perfect condition.
Observe the rules for preventing accidents.
Holds the load properly.
Never walk under suspended loads.
3.3 Storage
Improper storage may cause important parts to be damaged or destroyed.
Store packed or unpacked parts only under the intended environmental conditions.
Consult Chester UK if the machine or accessories have to be stored for a period of over three
months or under different environmental conditions than those given here.
3.4 Installation and assembly
The work area for operation, maintenance and repair work must not be hindered. The mains
plug of the drilling-milling machine must be freely accessible.
Proceed with extreme caution when lifting, installing and assembling the machine. Danger of
crushing and overturning.
• Secure the load-suspension device around the drill-mill head. Use a lifting sling for this
purpose.
• Clamp all the clamping levers at the machine before lifting it.
9
• Make sure that no add-on pieces or varnished
parts are damaged due to the load-suspension.
• Check the horizontal orientation of the base of
the machine with a spirit level.
• Check that the foundation has sufficient floor-
load capacity and rigidity.
Insufficient rigidity of the foundation leads to the
superposition of vibrations between the drilling-
milling machine and the foundation (natural
frequency of components). Insufficient rigidity of
the entire milling machine assembly also rapidly
causes the machine to reach critical speeds, with
unpleasant vibrations, leading to bad milling
results.
• Position the drilling-milling machine on the
intended foundation.
• Attach the drilling-milling machine using the provided recesses in the machine base.
3.5 First use
Cleaning and lubricating.
Remove the anticorrosive agent applied on the drilling-milling machine for transport and storage
purposes. We recommend the use of kerosene.
Do not use any solvents, thinners or other cleaning agents which could corrode the varnish on
the drilling-milling machine. Follow the specifications of the manufacturer of the cleaning agent.
Cleaning the machine.
Lubricate all bright machine parts with non-corrosive lubricating oil.
Grease the machine according to the lubrication chart.
Check smooth running of all spindles.
Connect the electrical power cable (shockproof plug).
10

4. Operation
4.1 Safety
Use the drilling-milling machine only under the following conditions.
• The machine is in proper working order
• The machine is used as prescribed
• The operating manual is followed
• All safety devices are installed and activated
All anomalies should be eliminated immediately. Stop the drilling-milling machine immediately in
the event of any anomaly in operation and make sure it cannot be started up accidentally or
without authorization.
4.2 Controlling and indicating elements
11

4.3 Starting the milling machine
By pressing the green button, the machine is switched
on.
By pressing the red button, the machine is switched
off.
The electrical system controls the speed with a ramp
to the set value. Wait a little while before you continue
with the feed when milling or drilling.
4.4 Inserting tools
The mill head is equipped with an MT2 seat and a M10 draw-in rod.
When milling operations are performed the cone seat must always be fixed to the draw-in rod.
All cone connections with the taper bore of the work spindle without using the draw-in rod is not
allowed for milling operations. The cone connector should be released by the lateral pressure.
Injuries by parts flying off.
In the work spindle you may only use tool holding fixtures and clamping tools with morse taper
MK2 and internal screw thread M10 for an interlocking fixture. Reducing bushes is not allowed.
• Remove the cover. There is no need to disassemble
the motor cover completely.
• Clean the conical seat in the mill head.
• Clean the taper mandrel of your tool.
• Press the mandrel taper with some push into the
seat. If the taper mandrel does not hold by itself,
either the taper mandrel or the taper bore of the
work spindle are not clean or free of grease.
• Use the draw-in tool supplied with the machine
- Hexagon socket spanner for draw-in rod
- Hexagon socket spanner for draw-in nut
• Screw the draw-in rod approx. 15 turns into the taper of your tool
• Tighten the draw-in nut
• Follow the same steps in reverse order to extract the tool from the machine.
Use of collet chucks
When using collet chucks for the reception of milling tools, a higher operation tolerance is
possible. The exchange of the collet chucks for a smaller or larger end mill cutter is performed
simply and rapidly and the disassembly of the complete tool is not required.
The work spindle is equipped with a surface for the hold-up with a fork wrench to unfasten the
swivel nut of the collet chuck retainer. The collet chuck is pressed into the ring of the swivel nut
and must hold there by itself. By fastening the swivel nut on the tool the milling cutter is
clamped.
Make sure that the correct collet chuck is used for each milling cutter diameter, so that the
milling cutter may be fastened securely and firmly.
12

Direct clamping into the work spindle
Tools or collet chucks with a MT2 shank may be clamped directly into the work spindle. For
mounting these tools, proceed as described in ‘inserting tool’ on page 13.
Make sure that the tool is clamped with the draw-in rod.
4.5 Changing the speed range
Wait until the machine has come to a complete halt before
changing the speed using the gear switch.
• Turn the gear switch in the position ‘H’ for a speed
range of 200 – 3000 min
• Turn the gear switch into the position ‘L’ for a speed
range of 100 – 1500 min
• Adjust the speed with the potentiometer
Selecting the speed
For milling operations, the essential factor is the selection of the correct speed. The speed
determines the cutting speed of the cutting edges which cut the material. By selecting the
correct cutting speed, the service life of the tool is increased and the working result is optimized.
The optimum cutting speed mainly depends on the material and on the material of the tool. With
tools (milling cutters) made of hard metal or ceramic insert it is possible to work with higher
speeds than with tools made of high-alloy high speed steel (HSS). You will achieve the correct
cutting speed by selecting the correct speed.
For the correct cutting speed for your tool and for the material to be cut you may refer to the
following standard values or a table reference book.
The required speed is calculated as follows:
13
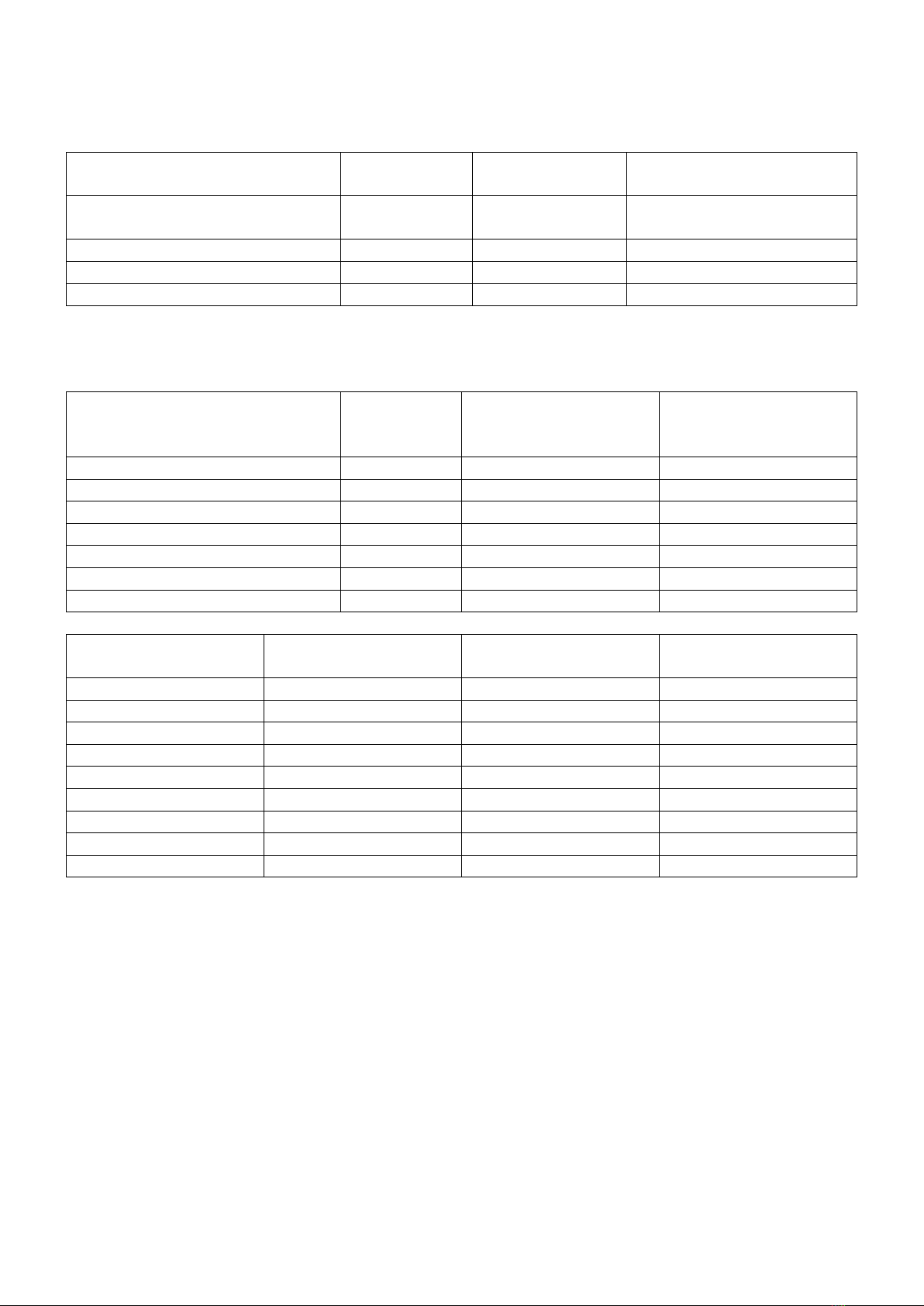
Standard values for cutting speeds
[m/min] with high speed steel and hard metal in conventional milling.
Tool
Steel
Grey cast iron
Age-hardened
AI Alloy
Peripheral and side milling
cutters
10-25mm
10-22mm
150-350mm
Relived form cutters
15-24mm
10-20mm
150-250mm
Inserted tooth cutter with SS
15-30mm
12-25mm
200-300mm
Inserted tooth cutter with HM
100-200mm
30-100mm
300-400mm
The results are in the following standard values for speeds in dependence of the milling cutter
diameter, cutter type and material.
Tool diameter
Peripheral and side milling
cutters
Steel
10-25m/min
Grey cast iron
10-22m/min
Age hardened AI
alloy 150-350m/min
35mm
91-227
91-200
1365-3185
40mm
80-199
80-175
1195-2790
45mm
71-177
71-156
1062-2470
50mm
64-159
64-140
955-2230
55mm
58-145
58-127
870-2027
60mm
53-133
53-117
795-1860
65mm
49-122
49-108
735-1715
Tool diameter
Form cutters
Steel
15-24 m/min
Grey cast iron
10-20 m/min
Age hardened AI
alloy 150-250 m/min
Spindle Speed [min -1]
Spindle Speed [min -1]
Spindle Speed [min -1]
4
1194-1911
796-1592
11900-19000
5
955-1529
637-1274
9550-15900
6
796-1274
531-1062
7900-13200
8
597-955
398-796
5900-9900
10
478-764
318-637
4700-7900
12
398-637
265-531
3900-6600
14
341-546
227-455
3400-5600
16
299-478
199-398
2900-4900
Friction during the cutting process causes high temperatures at the cutting edge of the tool. The
tool should be cooled during the milling process. Cooling the tool with a suitable cooling
lubricant ensures better working results and a longer edge life of the cutting tool.
Use a water soluble and non-pollutant emulsion as a cooling agent. This can be acquired from
authorized distributors.
Make sure that the cooling agent is properly retrieved. Respect the environment when disposing
of any lubricants and cooling agents. Follow the manufacturer’s disposal instructions.
14

4.6 Clamping workpieces
Caution!
Injury by flying off parts
The workpiece is always to be fixed by a machine vice, jaw chuck or by another appropriate
clamping tool such as clamping claws.
4.7 Swiveling the mill-drill head
The mill-drill head may be swiveled to the left.
Caution!
The drill head may tilt to the right or the left on it’s own after loosening a screw. Proceed with
extreme caution when loosening the clamping joints.
• Loosen or unscrew the nut of the guide screw.
• Hold the drill-mill head. Loosen the clamping
screw. Swivel the mill-drill head into the desired
position.
• Retighten the guide and clamping screw.
4.8 Clamping levers
The machine is equipped with clamping levers and
screws for the respective movement axes.
Use the clamping levers for locking the position of the
axes during drilling or milling operations.
4.9 End stops
The cross table is
fitted with two
adjustable end stops.
Use the end stops for limiting the travel in order to guarantee
the exact repeatability when manufacturing various technical
components.
15

4.10 Installation on a lathe
The mill head with column can be mounted on a
lathe. For fastening an adapter is required.
The adapter needs to be fixed to the engine bed. It is
not possible to fix it to the lathe slide. The adapter is
dimensioned in a way that the middle of the lathe
chuck should be reached with the center of the
milling spindle (alignment headstock – lathe chuck).
Due to the manufacturing tolerances of castings and
the manufacturing tolerances of two different
machines it is however not possible to reach the
exact center, the adapter may be too long or short.
If required, the adapter is to be milled off or equipped
with dummy sheets. When using sheets the complete
surface is to be filled.
In order to reduce the support expenditure of the
column with milling head during the orientation we
recommend you disassemble the milling head off the
column. Unscrew the locking screw (safety screw) position 266. Disassemble the milling head
off the column by completely loosening the clamping screw and the lead screw and stripping off
the milling head.
Control the orientation (90° angle horizonal and vertical) of the column with the reference planes
on the engine bed of the lathe.
In order to prevent you from having to reorient the milling head when altering later on, we
recommend you to provide the column and the adapter as well as the engine bed with
alignment pins. If required, pin the column together with the cross table before disassembling
the column.
It is recommended to use hardened straight pins according to DIN 6325 in 8mm or 10mm and a
fitting tolerance zone m6. (zB. DIN 6325-8 m6 x 30). These alignment pins have a round cap on
one side which facilitates pinning together the parts. When assembled the boring holes must be
pilot-drilled to 0.2mm smaller and then rubbed with a reamer also when assembled. Ideally, use
a new twist drill with a diameter of 7,8mm for alignment pins of 8mm.
16

5. Maintenance
In this section you’ll find important information about
• Inspection
• Maintenance
• Repair
The diagram below shows which of these headings each task falls under:
Properly performed regular maintenance is essential for safe operation, faulty-free operation, a
long service life of the milling machine, and the quality of products that you manufacture.
Installation and equipment from other manufacturers must also be in optimum condition.
5.1 Safety
The consequences of incorrect maintenance and repair work may include:
• Serious injury to personnel working on the milling machine
• Damage to the milling machine
Only qualified personnel should carry out maintenance and repair work on the milling machine.
Only carry out work on the milling machine if it has been unplugged from the mains power
supply, then pull the plug out.
Restarting
Before restarting the machine run a safety check.
Before disconnecting the machine check that there is no danger for personnel and that the
machine is undamaged.
17
5.2 Inspection and Maintenance
The type and extent of wear depends on individual usage and service conditions. For this
reason, all the intervals are only valid for the following authorized conditions:
Interval
Where?
What?
How?
Start of work
After each
maintenance or
repair operation
Drilling-Milling
Machine
Safety check
Safety check
Start of work
After each
maintenance or
repair operation
Dovetail
sideways
Lubricate
Lubricate all sideways
Weekly
Cross-table
Lubricate
Lubricate all blank steel parts.
Use acid-free oil, for example
engine oil
As required
Spindle nuts
Re-adjust
An increased clearance in the
spindles of the cross-table can be
reduced by re-adjusting the
spindle nuts. See spare parts
drawing 1.
The spindle nuts are re-adjusted
by reducing the flank of screw
thread of the spindle nut with an
adjusting screw. By re-adjusting
you can assure smooth running
of the toolpath, otherwise the
wear by friction between spindle
nut/spindle would increase
considerably.
Every six months
Geared mill-drill
head
Grease
Swivel the mill-drill head to the
right by 90°.
Detach the cover plate on the
rear side.
Lubricate the gear wheels
The spindle bearing arrangement is permanently lubricated. No new lubrication is necessary.
5.3 Repair
Any maintenance work may only be carried out by a specialized company or by a duly trained
personnel. Any maintenance work on electrical equipment may only be carried out specialized
electrical staff. For any repair work get assistance from our technical service team.
Chester UK Ltd does not take any responsibility nor does it guarantee against damage and
operating anomalies resulting from failure to observe this manual.
For repairs only use faulty free and suitable tools, original spare parts or parts authorized by
Chester UK Ltd.
18

19
Spare parts list 1
Pos.
Designation
Article No
Qty
Pos.
Designation
Article No
Qty
1
Turnsignal bearing
blocked mill head
03336116 1
1
40
Counternut
03338116 40
4
2
Locking screw
M6 x 16
03338116 2
2
42
Ball bearing
6001-2RZ
2
3
Washer
03338116 3
2
43
Shaft
1
4
Spring washer 8
03338116 4
6
44
Feather key 4x12
03338116 44
2
5
Hexagon socket
screw M8 x 25
03338116 5
2
6
Nut M12 x 40
03338116 6
1
7
Spring washer 12
03338116 7
5
8
Washer 12
03338116 8
1
9
Screw
03338116 9
1
48
Column
03338116 45
1
10
Washer 10
03338116 10
1
49
Scale-Z axis
03338116 49
1
11
Spring washer 10
03338116 11
1
50
Tapered pin A5x25
03338116 50
1
12
Nut M10
03338116 12
1
51
Hexagon socket
screw M6 x 16
03338116 51
8
13
Guidance item
03338116 13
1
52
Bearing block cross
table left x-axis
03338116 52
1
14
Brass pin
03338116 14
5
53
Seal
03338116 53
2
15
Clamping lever DM6
x 16
03338116 15
3
54
Milling table
03338116 54
1
16
Slotted head screw
03338116 16
1
17
Gib
03338116 17
1
56
Bearing block cross
table left x-axis
03338116 56
1
18
Angle scale
03338116 18
1
57
Handle M6 x 63
03338116 57
3
19
Hexagon socket
screw M5 x 10
03338116 19
12
58
Handwheel
03338116 58
3
20
Bellows
03338116 20
1
59
Scale ring
03338116 59
3
21
Nut M5
03338116 21
2
60
Bearing 51200
03338116 60
5
22
Fixing of bellows
03338116 22
1
61
Hexagon socket
screw M6 x 10
03338116 61
2
23
Rubber chip cover
03338116 23
1
62
Bush of top layer
limit stop X-axis
03338116 62
2
24
Gib
03338116 24
1
63
Rectangular nut
(sliding block)
03338116 63
1
25
Nut M16 x 1.5
03338116 25
2
64
Scale X-axis
03338116 64
1
26
Bearing 51203
03338116 26
1
65
Spindle X-axis
03338116 65
1
27
Tapered toothed
wheel
03338116 27
1
66
Spindle nut X-axis
03338116 66
1
28
Feather key 4 x 16
03338116 28
2
67
Hexagon socket
screw M4 x 20
03338116 67
4
29
Spindle Z-axis
03338116 29
1
68
Guidance of cross
table
03338116 68
1
30
Spindle nut Z-axis
03338116 30
1
69
Limit stop of top
layer x-axis
03338116 69
1
31
Washer 5
03338116 31
4
70
Gib
03338116 70
1
32
Cover cap
03338116 32
1
71
Spindle nut Y-axis
03338116 71
1
33
Hexagon socket
screw M8 x 20
03338116 33
4
72
Gib
03338116 72
1
34
Cover plate column
03338116 34
1
73
Hexagon socket
screw M6 x 25
03338116 73
2
35
Bearing cover
03338116 35
1
74
Bearing block
03338116 74
1
36
Hexagon socket
screw M5 x 12
03338116 36
7
75
Spindle Y-axis
03338116 75
1
37
Scale ring
03338116 37
1
76
Machine stand
03338116 76
1
38
Handwheel
03338116 38
1
77
Hexagon socket
screw M12 x 90
03338116 77
4
20
Table of contents
Other CHESTER Power Tools manuals
























