6
SETTING AT WORK
The unit must be installed by skilled personnel. All fillings must be in conformity with the
existing rules and in full compliance with safety regulations.
Connect the air making sure that pressure is 0.3 Mpa at least .Normal 0.3-0.5 Mpa. Adjust the
pressure according to the workpiece. Recommended value is 0.4 Mpa.
Should air feed come from a pressure reducing unit of a compressor or of a centralized plant, the
reducing unit should be adjusted at the highest output pressure which should not exceed 0.8 MPa.
Should air feed come from a compressed air bottle, this should be provided with a pressure
regulator: never connect compressed air bottles directly to the reducing unit! Pressure may
exceed the reducing unit capacity and then explode!
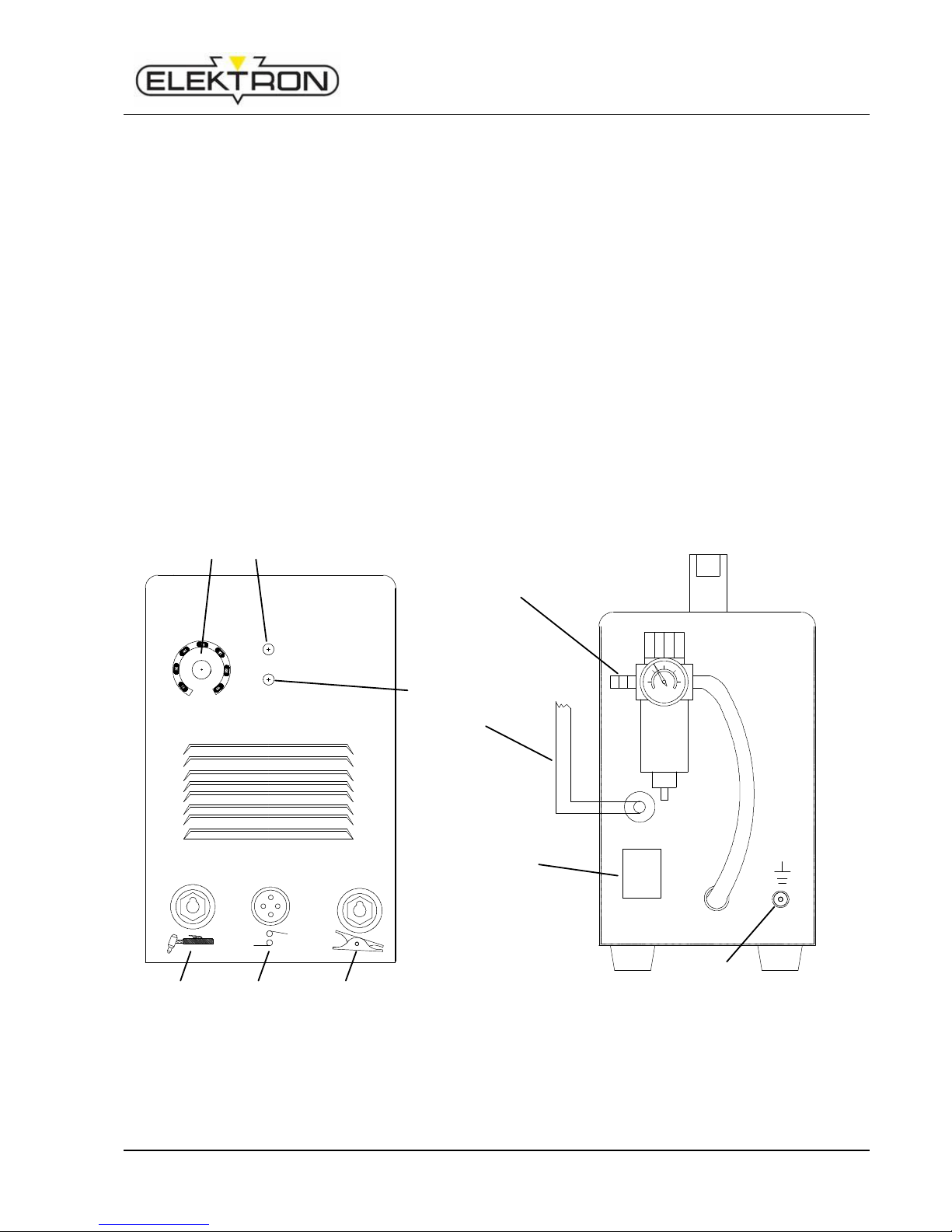
Check that the mains power supply matches that indicated on the front panel of the machine.
Connect supply cable A: the yellow-green wire of cable must be connected to an efficient earth plug
of the system, the remaining wires should be connected to the feed line by means of the switch
placed, if possible, close to the cutting area so as to switch the unit off quickly if necessary.
USE
Turn on the mains switch D.
By pressing for a second the torch button, the compressed air flow is opened.
Connect work clamp H to the piece to be cut.
Every machine has been disposed a power cable which must be connected to coordinated voltage class in
compliance according to input voltage of cutting machine .If cutting machine whose power voltage is 200v is
connected wrong to AC 380V ,that will cause components of inter-machine are burned up .
Make sure power cable A is connected to power switch reliably and prevent from oxidizing.
Make sure power voltage is inside the waved range.
Welding circuit should not be deliberately placed in direct or indirect contact with protection wire if
not in the workpiece. If earthing is deliberately made on the workpiece by means of protection wire,
the connection must be as direct as possible, with the wire having a section at least equal to the
welding return current wire and connected to the piece being worked on, in the same place as the
return wire, using the return wire terminal or a second earth terminal closeby.
All possible precautions must be taken in order to avoid stray currents.
Clean the work piece to ensure good electrical contact of the work clamp.
Do not connect work clamp to the material to be removed.
Press torch button to start pilot arc, if cutting does not start after 2 or 3 seconds, the pilot arc turns
off and the button should be pressed again to repeat the operation.
When possible, the torch should be pulled. Pulling is easier than pushing.
Keep torch in vertical position when cutting.
Once cutting is over and after releasing button, air continues to flow out of the torch for about 40
seconds so it enables torch to cool down. It is recommended not to turn the unit off before that time.
Should holes be drilled or should the piece be cut starting from its center, torch should be tilted and
then slowly straighten to prevent molten metal from being spread on nozzle (see picture 4). This
operation should be carried out whith material thickness above 2 mm. If you have to cut near angles
or recesses (see picture 5) it is recommended to use extended electrodes and nozzles.
N.B. : Avoid keeping pilot arc uselessly on, in air to avoid electrode, and nozzle
consumption.
When you have finished working, turn off the machine and hang the torch on the
hook provided.