2
OPERATION MANUAL
Read this manual carefully before using the machine.
Failure to respect the rules described herein shall exempt the manufacturer from any liability.
The machine has been designed, built and protected for the functions described below. Any other use not
explicitly included shall be considered unacceptable.
The machine must be used in suffiently ventilated rooms, in the absence of dust and moisture; in any case,
where there is no risk of fire, explosion, or flooding.
The machine must be started, used and serviced by qualified personnel. Always follow current safety
regulations.
The manufacturer shall not be held responsible for any damage caused by incorrect use of the machine.
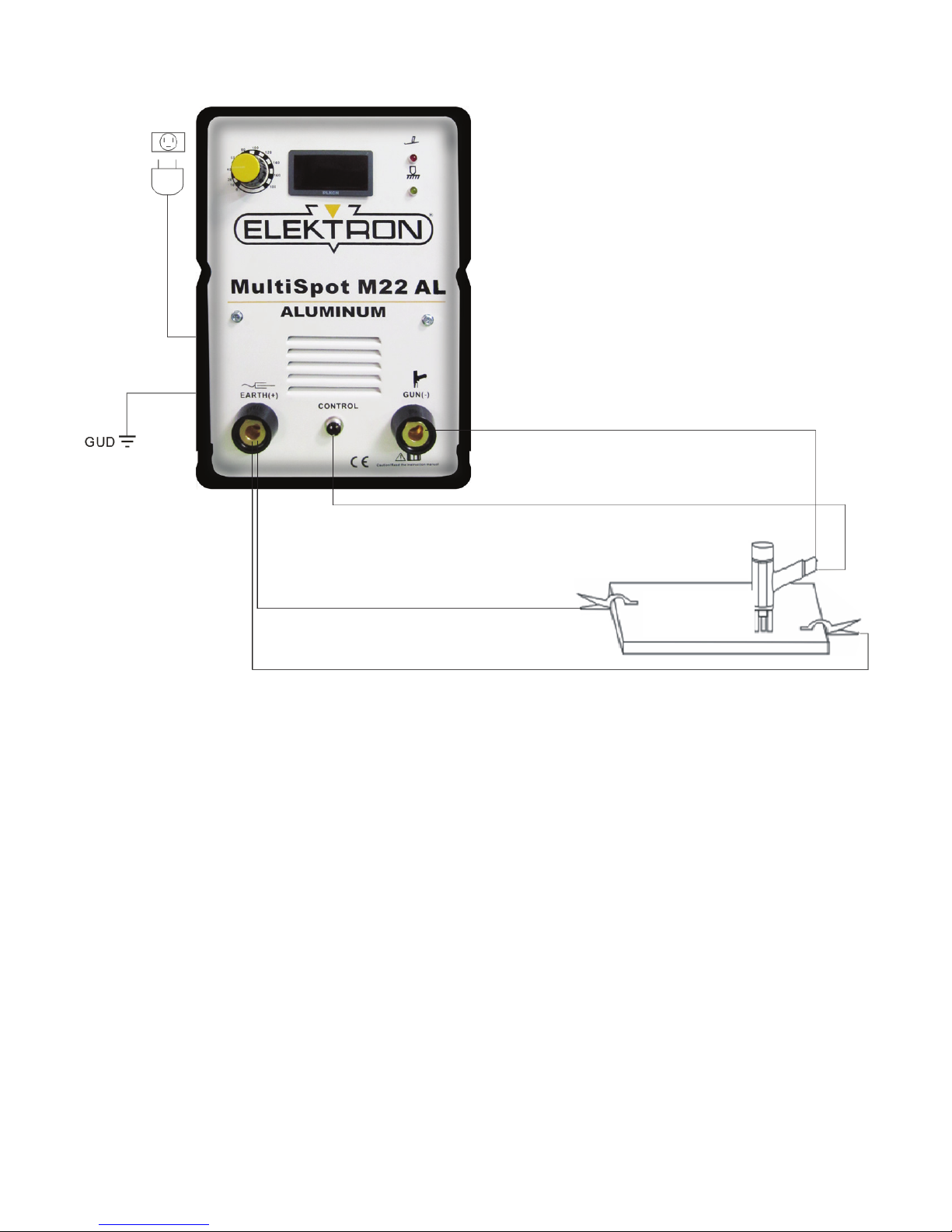
INTRODUCTION
This device must be used exclusively for stud welding on electrically conductive materials (metals and
alloys).
Welding takes place due to the high temperature generated by a concentrated electric arc, and thus highly
dangerous situations may arise; it is therefore essential to pay the utmost attention to the chapter entitled
SAFETY PRECAUTIONS.
This manual must be kept carefully in a place familiar to everyone using the machine. It must be consulted
whenever doubts arise and be kept for the entire life-span of the machine; it will also be used for ordering
replacement parts.
NOTE
*Only use original replacement parts.
*Always replace any damaged part of the unit.
*Do not use any torches other than the original.
*Do not use the unit without covers. This is dangerous for the operator and for those who are surrounding the
work area. This also prevents the unit from cooling efficiently.
DESCRIPTION OF TECHNICAL SPECIFICATIONS
NOTE
Should there be a claim for losses or damages it must be made by the purchaser directly to the shipper who
handled the unit.
When requesting information about this welding machine please state the machine’s part number and serial
number to ensure receiving accurate information relating to your machine.
The content is for your reference.
Please be subject to the actual products if anything is different or updated.