Contrinex Industrial Electronics Contrinex Industrial Electronics 3
2
TABLE OF CONTENTS 1. INTRODUCTION ............................................................5
1.1. Contrinex..................................................................................................5
1.2. Safetinex safety systems .........................................................................5
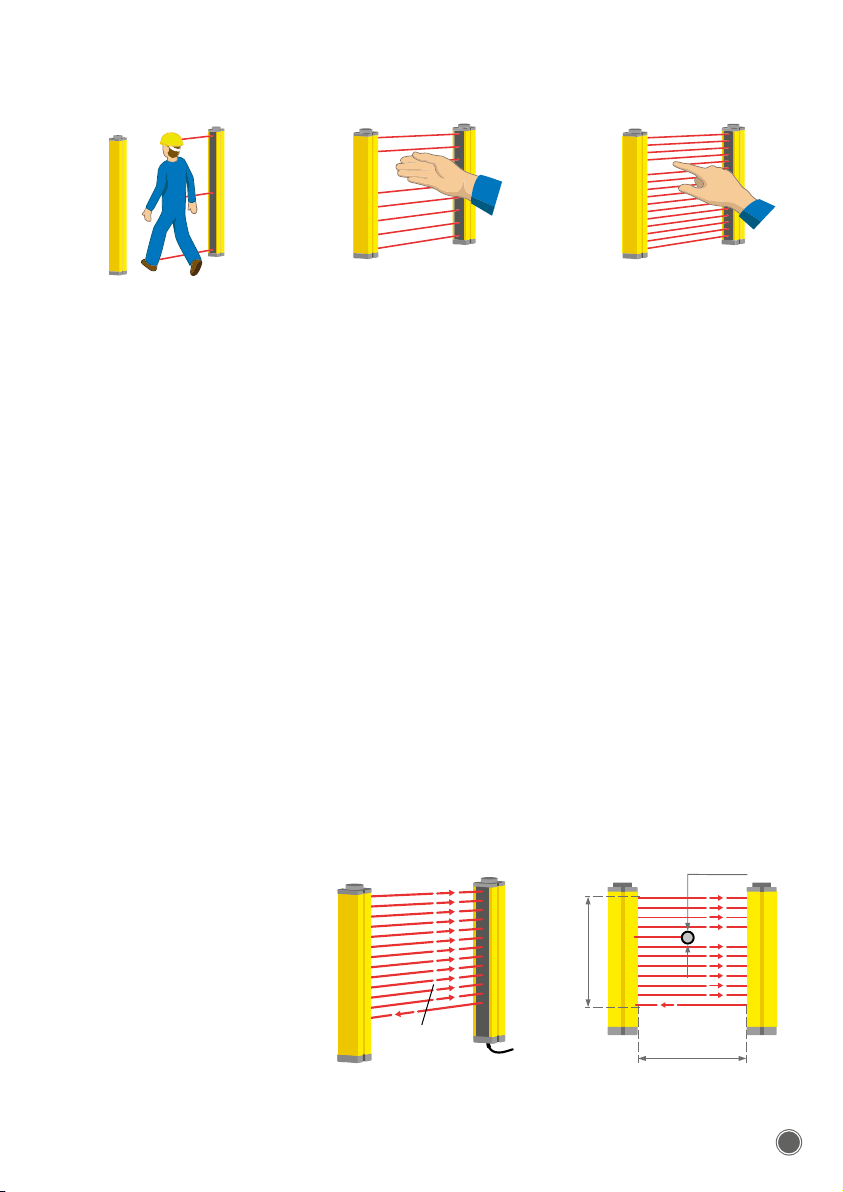
1.3. Active optoelectronic protective devices (AOPD) ................................... 5
1.3.1. Safeguarding function ........................................................................6
1.3.2. Hazardous area ..................................................................................6
1.3.3. AOPD detection capability .................................................................6
1.4. Advantages of AOPDs.............................................................................7
1.5. Operating principle..................................................................................7
1.6. Certification of Safetinex products........................................................... 8
2. EUROPEAN SAFETY STANDARDS ..............................8
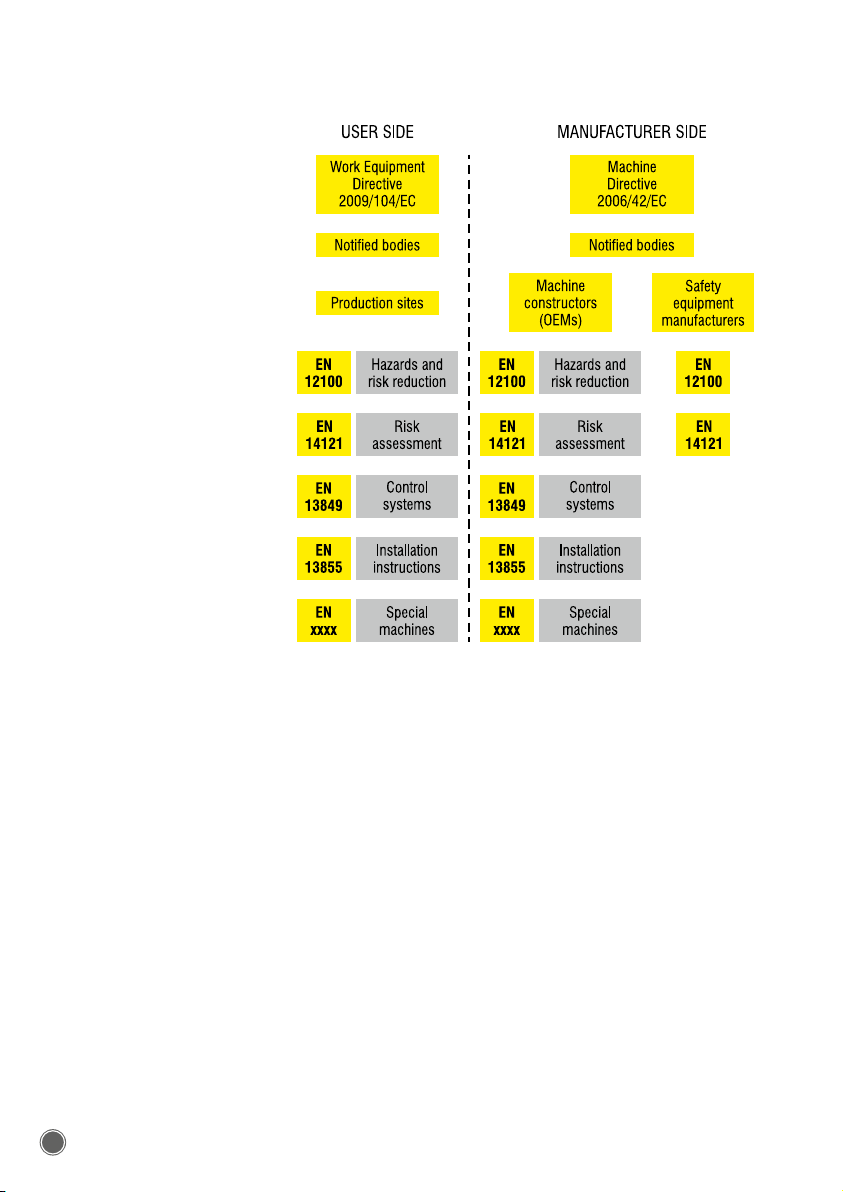
2.1. Types of safety standards applicable in the EU ...................................... 8
2.2. Examples of safety standards..................................................................9
2.3. An approach to European standards ...................................................... 9
2.4. The user side .........................................................................................10
2.5. Machine manufacturer side ...................................................................10
2.6. Notified bodies.......................................................................................11
3. NORTH AMERICAN SAFETY STANDARDS ..............11
3.1. A different approach .............................................................................. 11
3.2. OSHA Regulations and U.S. Consensus Standards .............................12
3.3. North American Standards for safety issues: UL, ANSI and CSA.........13
3.3.1. American standard agencies ........................................................... 13
3.3.2. Canadian standard agencies ...........................................................13
3.4. International standard agencies ............................................................14
4. RISK ASSESSMENT......................................................14
4.1. Definition of hazards and risk reduction strategy .................................. 14
4.2. Risk assessment process ...................................................................... 14
4.3. Methods for determination of risk level.................................................. 17
4.3.1. Determination of risk level in North America ....................................17
4.3.2. Determination of required performance level (PLr)..........................17
4.3.3. Specific standards for safety distance calculation...........................19
5. INSTALLATION ............................................................19
5.1. Installation rules ..................................................................................... 19
5.1.1. Positioning the AOPD .......................................................................19
5.1.2. Minimum safety distance required ...................................................20
5.1.3. Minimum safety distance calculation (EU) ....................................... 21
5.1.4. Minimum safety distance calculation (US & Canada)......................23
6. OTHER COUNTRIES ....................................................24
7. ACRONYMS..................................................................25
8. TECHNICAL DOCUMENTATION ...............................26
8.1. Safetinex YBB for finger protection........................................................26
8.2. Safetinex YBB for hand protection.........................................................26
8.3. Safetinex YCA for access control .......................................................... 26