If the compressor is equipped with a liquid trap not
manufactured by Corken, make sure it is adequately
sized to remove the liquid entrained in the suction stream.
2.5 Driver Installation and Flywheels
Corken’s vertical compressors can be driven by electric
motors or combustion engines (gasoline, diesel, natural
gas, etc.). A proper driver selection should turn the
compressor between 400 and 825 RPM.
NOTE: Never operate a reciprocating compressor without
a flywheel. Severe torsional imbalances will result causing
vibration and an unusually high horsepower requirement. The
flywheel should never be replaced by another pulley unless it
is equal to or higher than the wk2 value of the flywheel.
Humid climates can cause problems with explosion
proof motors. The normal breathing of the motor and
alternating temperatures—warm when running and cool
when stopped—can drawn moist air into the motor.
As the moist air condenses, it can build up and cause
motor failure. To prevent this, make a practice of running
the motor at least once a week on a bright, dry, day for
an hour or so without the V-belts attached. During this
period of time, the motor will heat up and vaporize the
condensed moisture. NOTE: No motor manufacturer
guarantees an explosion proof or totally enclosed (TEFC)
motor against damage from moisture.
When installing an engine driver, carefully review the
instructions from the manufacturer and ensure the
engine is properly installed.
2.6. Crankcase Lubrication
The crankcase was drained before shipment. Before
starting the machine, fill the crankcase to the full mark
on the oil bayonet and not above. To ensure proper
lubrication of the crankcase parts, the crankcase should
be filled through the crankcase inspection plate (see
figure 5.5 for the proper oil filling location).
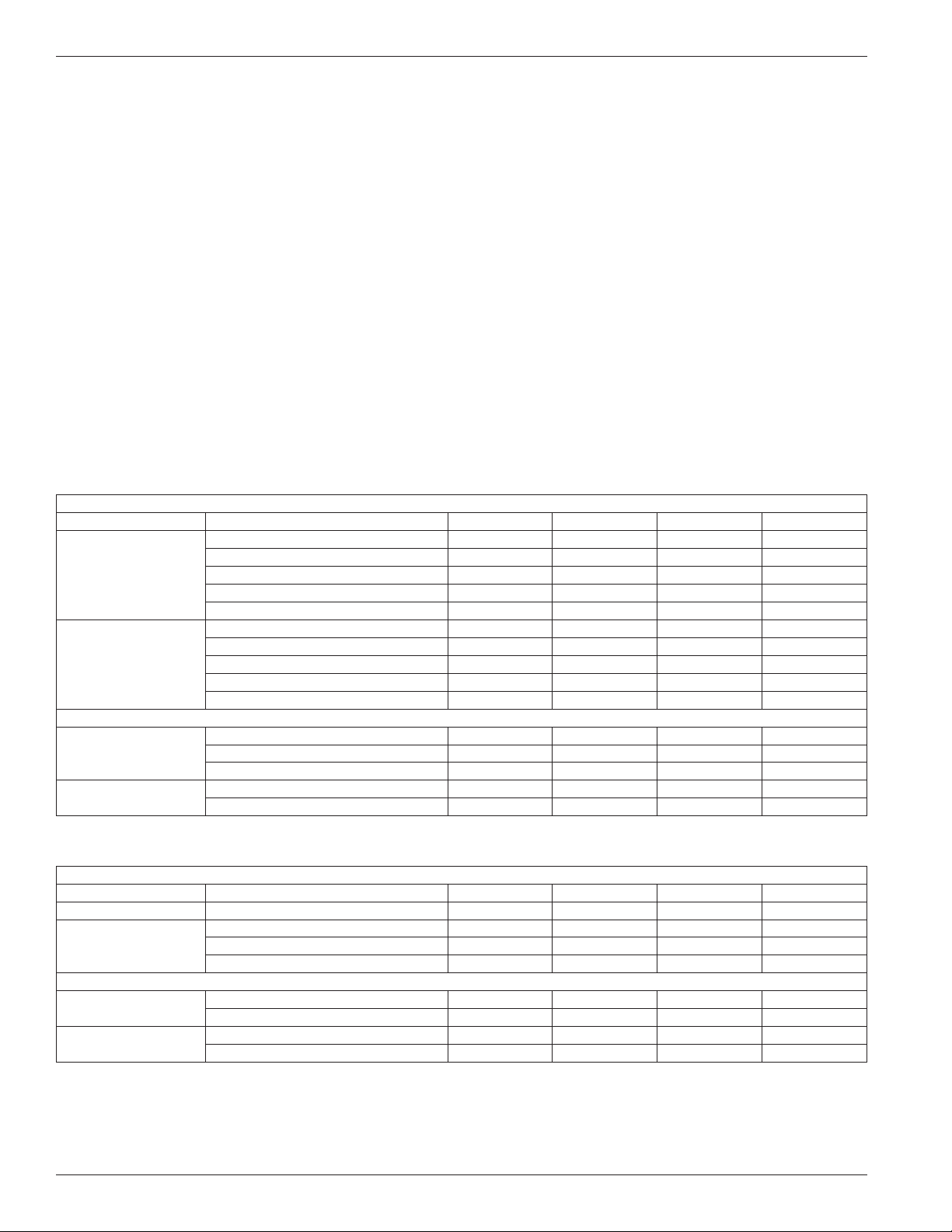
Compressor
Model
Approximate
Quarts Capacity Liters
791, 891 7.0 6.6
Figure 2.6A: Oil capacity chart.
General Notes on Crankcase Oil
Corken gas compressors handle a wide variety of
gases in a multitude of operating conditions. They
are used in all areas of the world from hot dusty
deserts, to humid coastal areas, to cold arctic climates.
Some compressors may be lightly loaded and run
only occasionally, while others may be heavily loaded
and operate 24/7. Thus, no single crankcase oil or
maintenance schedule is right for every compressor.
Availability of brands and grades of oil can vary from
one location to another. These factors can make it
challenging for a Corken compressor user to select a
suitable crankcase oil. This guide is intended to aid in
that regard.
It is safe to say that purchasing a quality crankcase oil,
and changing it regularly, is significantly less costly than
the repair bill and downtime associated with a lubrication
failure in any gas compressor. Considering the relatively
small volume of oil used in Corken compressors, and the
critical nature of the services where these compressors
are used, selecting the appropriate high quality oil is
the most economical choice. It will help ensure the
dependability and longevity of the compressor.
Corken recommends using industrial oils (rather than engine
oil or “motor oil”). Industrial oils have additives selected
and blended for specific purposes. Many are designed
specifically for the challenges inherent in compressor
crankcases. Industrial oils are available as a conventional
(mineral based) oil, a synthetic oil, or a blend of the two.
All new Corken compressors are tested at the factory
using a conventional mineral oil. This oil is drained
prior to shipment. An oil suitable for the anticipated
environmental and operating conditions must be selected
and added to the compressor prior to the initial startup.
Oils to Avoid
Selecting a crankcase oil based on low price or easy
availability is seldom the most economic decision.
Following are oils to avoid.
• Do not use any oil with a viscosity index below 95.
• Do not use any oil with a pour point less than 20°F
(11°C) lower than the anticipated minimum ambient
temperature (unless a crankcase oil heater is used).
• Do not use engine/motor oil.
See below for additional detail on each of these
parameters.
Critical Oil Characteristics
Viscosity
Viscosity is the most important physical property of
lubricating oil. Simply put, the viscosity of an oil is a
measure of its resistance to flow. In gas compressors,
oils with higher viscosity (like ISO 100) are thicker and
are used for higher ambient temperatures. Oils with lower
viscosity (like ISO 68) are thinner and are used at lower
ambient temperatures. If the oil’s viscosity is too high, the
oil may not circulate through the compressor adequately.
If the viscosity is too low, the lubricating film will be
unable to protect the components from wear.
7