3
HM 5000/6300/8000 HM4digitATCE26
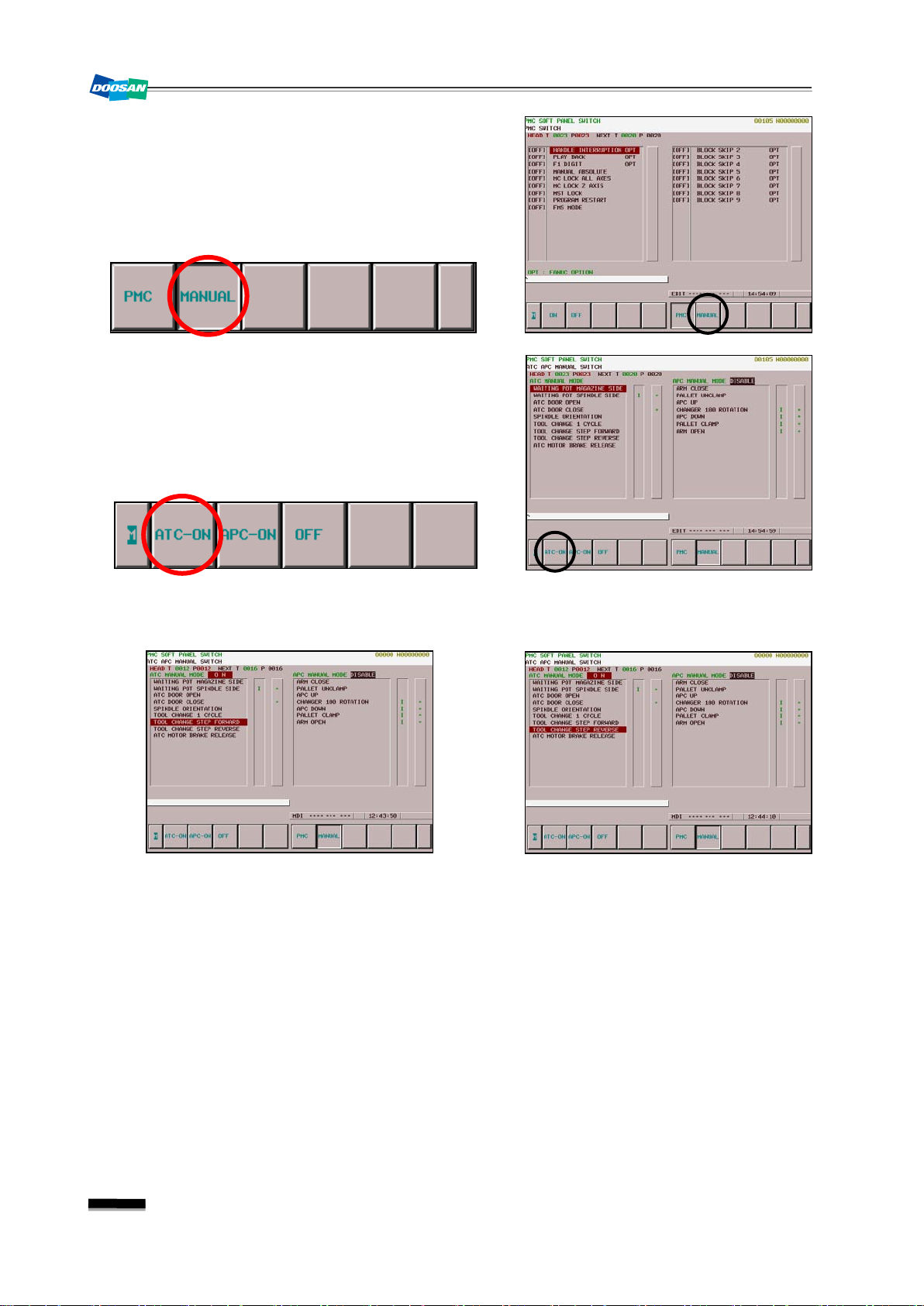
7) Repeat pressing briefly the
“START”
button in the ATC
manual OP until the main changer arm moves to the
home position where it doesn't move further.
For 6-1 above:
In this case, the changer arm is stuck in the spindle
for a reason while changing a tool. Return the
changer arm to the home position and find the cause
by performing the tool unclamping manually.
☞
If the manual tool unclamping does not work at all, gently impact on the tool to remove it with
the hammer. Then, check the tool kick distance, the state of the unclamp cylinder, collet, and
the tapering side of the spindle or tool to find out the cause of trouble and take a necessary
measure.
For 6-2 above:
This happens when the gripper of the changer arm is stuck in the tool. If the problem persists
after following the steps below, use a rubber hammer to impact on the end of the changer arm so
that the gripper can be removed. Then, pull out the changer arm and return it to the home
position. Find out the cause of trouble and take a necessary action. (check the tool and check
also if ATC is aligned properly)
For 6-3 above:
This kind of trouble shooting will be made manually while the tools are inserted in the changer
arm. Just in case of a fall of the tool, prepare a shock absorber such as wood palette under the
machine, so that it can protect the machine from the possible fall.
①
If the spindle is in the process of tool clamping,
manually perform the tool unclamping.
☞
How to confirm the state of tool unclamping:
Check if the spindle emits the collet air (in MDI
or Auto mode), or check if the button indicator
of Tool Unclamp on the manual OP turns on.
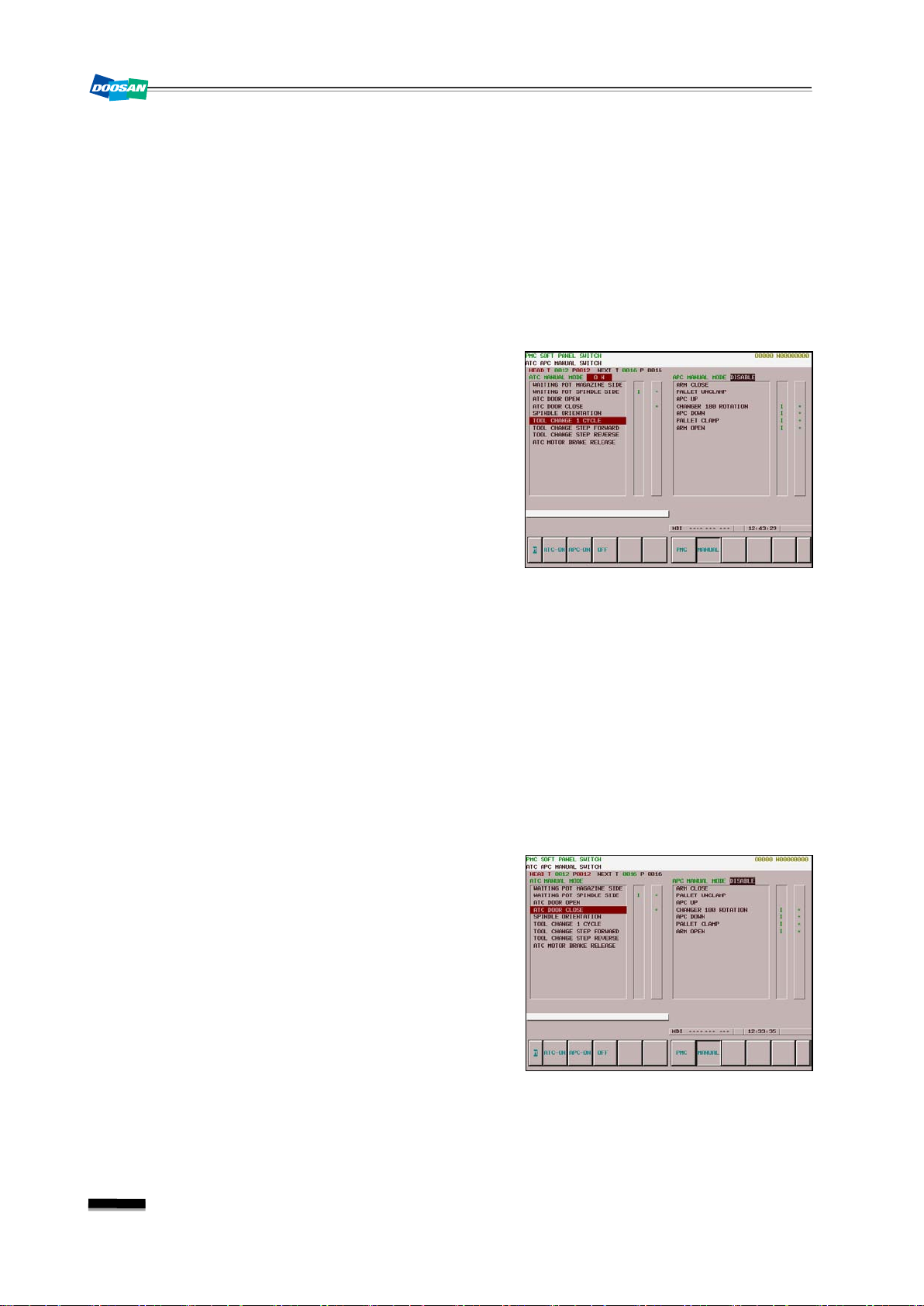
②
Repeat briefly pressing the “START” button until
the tool in the changer arm inserts to the spindle
completely.
☞
An excessive pressing may get the changer arm
off of the spindle, causing a fall of the tool. So
you must stop pressing the button when the
tool is inserted nearly to the end of the spindle.