8
NHM/NHP Series NHM/NHPATCE29
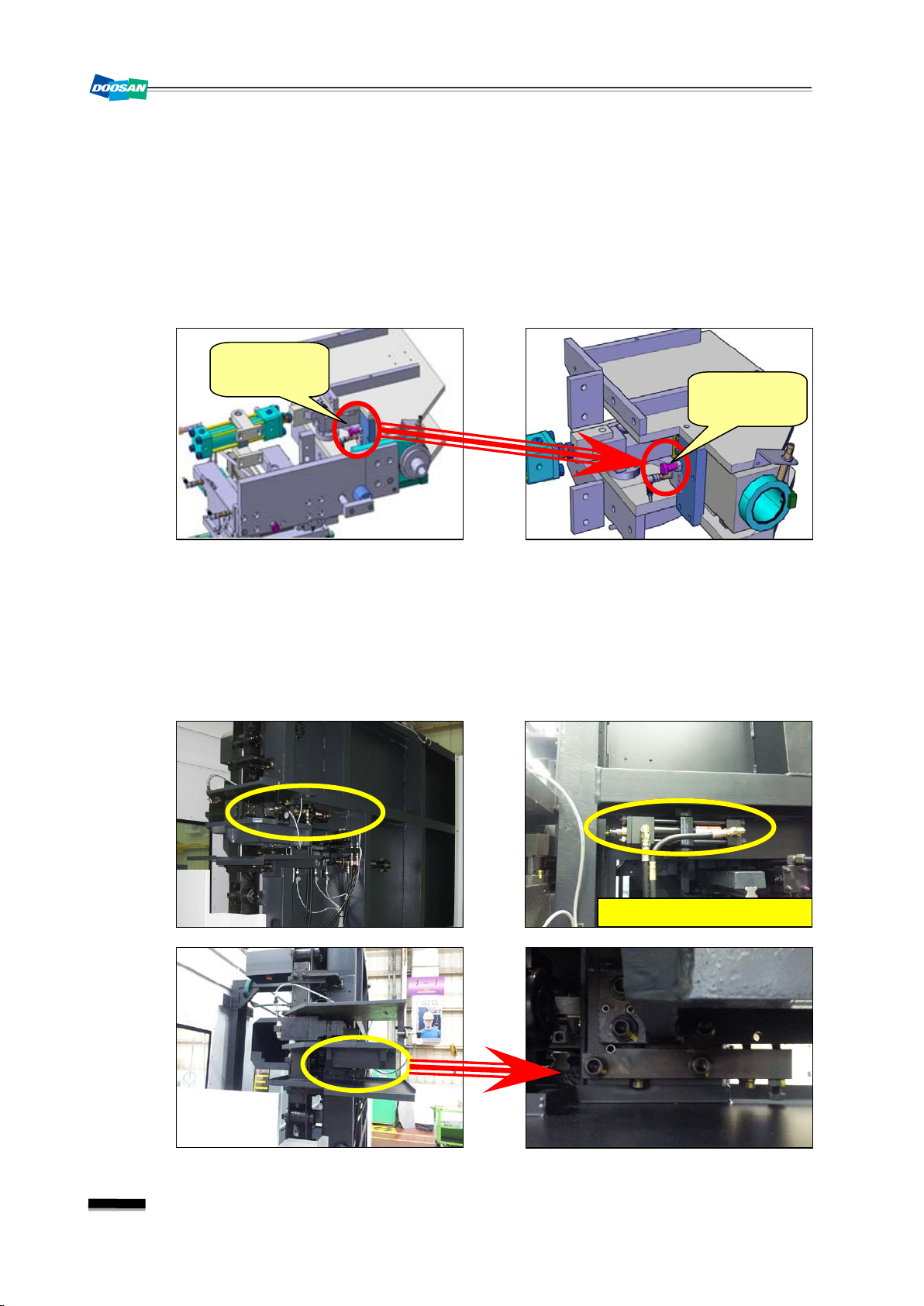
②
Adjust the left/right position of the tool carrier pot
Use the center bar to check the centering position between tool carrier pot and sub
changer. If they are misaligned, use the side stopper of the tool carrier (see the figure
below) to make fine adjustment.
※
If the center bar is not inserted smoothly after adjusting the left/right stopper, refer to
"Adjust the vertical position of the tool carrier pot"
below. If you had adjusted the
stroke of the hydraulic cylinder of the sub changer, this might have happened because the
chain pot was misaligned. You should check out the chain pot first.
③
Adjust the vertical position of the tool carrier pot
(↕)
Use the center bar to check the centering position between tool carrier pot and sub
changer. If they mismatch, loosen the bolts (fixing the cylinder to the tool carrier pot
assembly) and use the vertical adjustment bolts to make correction.
※
However, you seldom need to make vertical adjustment as the tool carrier pot assembly is
tightened up using the pins.
Horizontal
adjustment
stopper
Horizontal
adjustment
stopper
Loosen the cylinder bolts