Instruction Bulletin
Instructions for Installation,
Page 4 Effective: July 2016 Operation and Maintenance of t e
SL800 Classic 7.2 Kilovolt, 720 Amp. Vacuum Contactor
For more information visit: www.eaton.com
IB48082
T e moving contacts are driven by a molded plastic
crossbar rotating wit a square steel s aft supported
by two s ielded, pre-lubricated ball bearings t at are
clamped in true alignment for long life and free
motion. Only t e end edges of t e square s aft are
rounded to fit t e bearings, so t at portions of t e
four s aft flats go t roug t e bearings for positive
indexing of t e mec anical safety interlocks.
T e contacts in an un-mounted vacuum bottle are
normally-closed, because t e outside air pressure
pus es against t e flexible bellows. For contactor
duty, t e contacts must be open w en t e operating
magnet is not energized. T erefore, t e contacts of
t e vacuum bottles must be eld apart mec anically
against t e air pressure w en used in a contactor.
In t e SL contactor, all of t e bottles are eld open
by two kickout springs on t e front of t e contactor.
T e kickout springs press against t e moving
armature and crossbar and t ereby force t e bottles
into t e open contact position. Note t at in t e open
position, t e crossbar is pulling t e moving contacts
to old t em open.
Up to an altitude of 3300 feet, t e contactor is
designed to tolerate normal variations in barometric
pressure. Special factory modifications are required if
t e contactor is to be applied at ig altitude.
Contact t e factory if t e contactor will be applied at
elevations above 3300 feet.
T e contactor is closed by energizing t e contactor
control board wit t e appropriate control voltage at
terminals 1 and 2. T e control board rectifies t e
input voltage and applies a pulse widt modulated
DC output voltage to t e coil. T e output voltage is
approximately full voltage for t e first 200
milliseconds after energization, during w ic time t e
contactor closes and seals. T e output voltage is
t en automatically reduced to approximately 15 VDC
to maintain t e contactor in t e closed position.
T e coil core is magnetized w ic rotates t e
armature s aft, armature, and crossbar. As t e
armature moves toward t e coil core, t e main
contacts close. T e crossbar continues to move an
additional distance (known as overtravel), w ic
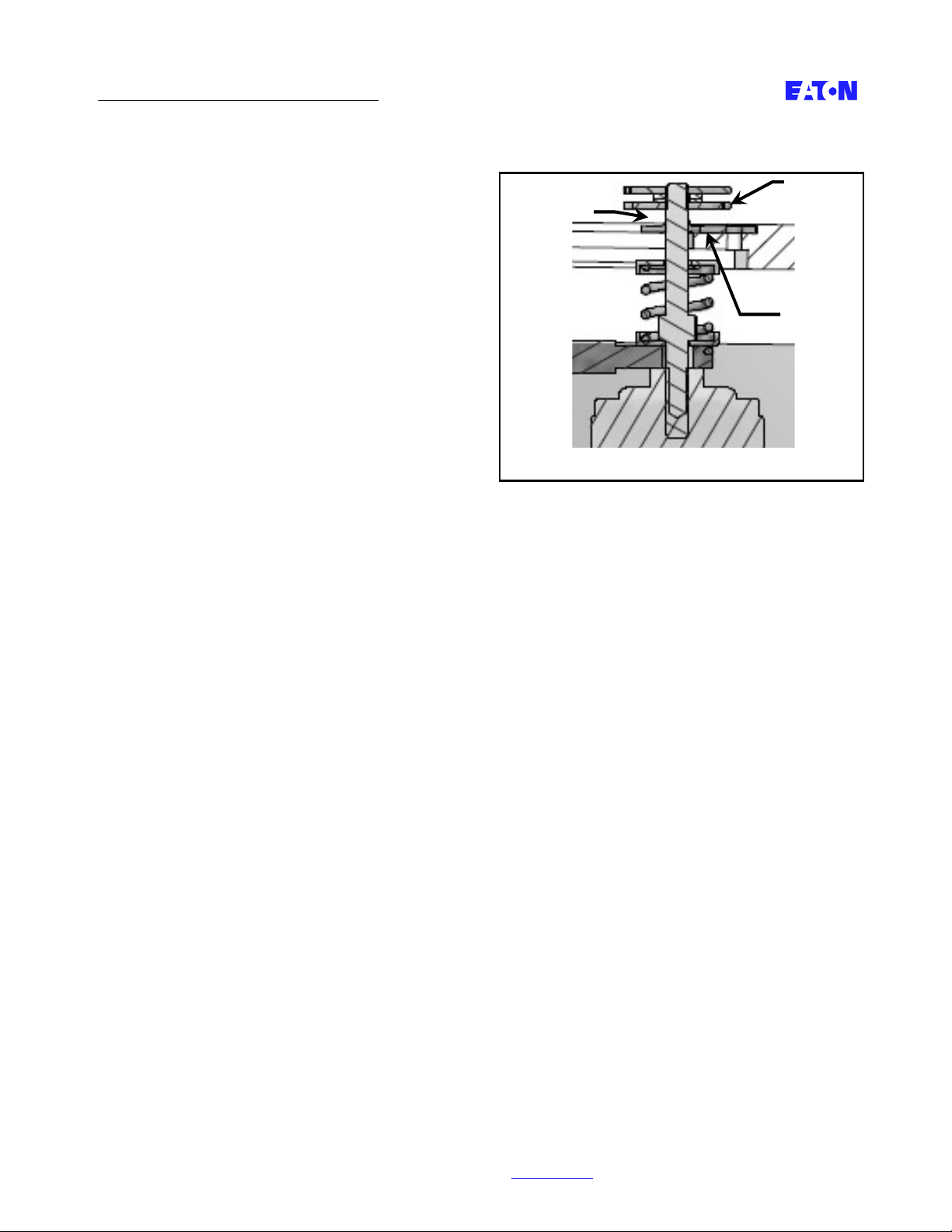
allows for contact preload and wear. T e overtravel
distance is t e gap between t e lower bottle nut and
t e pivot plate as s own in Figure 2.
Fig. 2 Closed Contactor
W en control power is removed from t e control
board, t e magnetically eld contactor remains
closed for a preset time and t en opens. T e range
of time between t e removal of control power and
contact opening is from 50 to 330 milliseconds
depending on t e setting selected on t e control
board. T e time can be adjusted for suc factors as
fuse coordination and voltage loss ride-t roug .
Unless ot erwise specified, t e factory default
dropout setting is 130 milliseconds, or approximately
8 line cycles (60Hz). To maintain proper
coordination wit t e starter power fuses, do not use
t e 50ms setting.
A selectable dip switc is located on t e control
board for setting t e control voltage level and t e
contactor dropout time. See Figure 3. T e control
board must be removed from t e cavity in t e
contactor ousing to gain access to t e dip switc .
Table IIIa lists t e available voltage settings and
Table IIIb lists t e available dropout settings. T ese
tables are also printed on t e back of t e control
board. T e control voltage setting s ould matc t e
starter control circuit voltage.
Bottle
Nuts
Pivot
Plate