Energy Recovery TurboCharger AT-95 User manual


Energy Recovery Inc ERI™Document Number 80311-01 r6
Page 2 of 54
INSTALLATION, OPERATION, AND MAINTENANCE MANUAL
ERI™ TurboCharger™ Energy Recovery Device
TABLE OF CONTENTS
1.0 Introduction...............................................................................................................................................3
2.0 Safety ........................................................................................................................................................3
2.1 Safety Precautions
2.2 CE Statement
2.3 Lifting
2.4 Noise
2.5 Available Support Resources
3.0 Unpacking..................................................................................................................................................6
3.1 Inspect Arrival
3.2 Unpacking Box
3.3 Content List
4.0 Design Considerations................................................................................................................................8
4.1 Material of Construction –Selecting the Correct Material for Your Application
4.2 How the ERI TurboCharger Energy Recovery Device Works
4.3 ERI TurboCharger Energy Recovery Devices in SWRO Systems
4.4 ERI TurboCharger Energy Recovery Devices in 2-Stage RO Systems
4.5 ERI TurboCharger Energy Recovery Device Features and Operation
4.6 ERI TurboCharger Bypass Valve Considerations
5.0 Installation...............................................................................................................................................12
5.1 Piping Considerations
5.2 Cavitation and Backpressure
5.3 Stray Currents and Grounding
5.4 Source Water Supply
5.5 Flushing
5.6 Debris and Initial Flushing
6.0 Startup and Operation.............................................................................................................................15
6.1 System Performance Specifications, Precautions, and Conditions
6.2 Start and Stop Procedures
6.2.1 System Start Up Sequence
6.2.2 Short Term (One to Three Days) System Shutdown Sequence
6.2.3 Medium Term (4-14 Days) System Shutdown Sequence
6.2.4 Long Term (More Than Two Weeks) System Shutdown Sequence
6.2.5 Membrane Cleaning
7.0 Spare Parts and Toolkits......................................................................................................................... 17
8.0 Service.................................................................................................................................................... 19
8.1 Disassembly Procedure
8.1.1 AT Disassembly Procedure
8.1.2 LPT Disassembly Procedure
9.0 Troubleshooting..................................................................................................................................... 40
10.0 ERI Customer/Field Support……................................................................................................................ 42
11.0 Revision Log............................................................................................................................................. 42
12.0 Appendix A - Halo Disassembly Procedure................................................................................................ 43
13.0 Appendix B - Glycerin SDS……………………………………………….……………………………………………………………………. 49

Energy Recovery Inc ERI™Document Number 80311-01 r6
Page 3 of 54
1.0 Introduction
This manual contains instructions for the installation, operation, and servicing of the Energy Recovery
TurboCharger™energy recovery devices in reverse osmosis systems. This information is provided to ensure
the longevity, safe operation, and proper performance of your Turbocharger energy recovery device. Please
read this manual thoroughly before installation and operation, and keep it for future reference. This manual
is intended for use by personnel with training and experience in the installation, operation and maintenance
of pressurized-fluid systems and machinery.
2.0 Safety
During installation, maintenance or repair of the ERI TurboCharger device, safety systems should be
installed prior to initial operation or before attempting any repairs. Failure to take responsibility for
safety may lead to damage of the device and/or injury of personnel.
2.1 Safety Precautions
The ERI TurboCharger device has been designed to provide safe and reliable service. However, it is installed in
high pressure/flow systems and is a piece of industrial rotating machinery. Therefore, operations and
maintenance personnel must exercise good judgment and proper safety practices to avoid damage to the
equipment, to avoid damage to surrounding areas, and to prevent injury. It must be understood that the
information contained in this manual does not relieve operation and maintenance personnel of the
responsibility of exercising normal good judgment in the operation and care of this product and its
components. The safety officer at the location where this equipment is installed must establish a safety
program based on a thorough analysis of local industrial hazards. Proper installation and care of shutdown
devices and over-pressure, over-flow, and under-flow protection equipment must be an essential part of any
such program. In general, all personnel must be guided by all basic rules of safety associated with high-
pressure equipment and processes. Operating the turbocharger outside of its intended use or application can
result in damage to the turbocharger and/or personnel.
2.2 CE Statement
Energy Recovery, Inc. declares that ERI Advanced Turbocharger (AT) and Low Pressure Turbocharger (LPT)
product lines comply with the essential requirements for CE certification. A CE label is located on the
turbocharger nameplate. A copy of the Declaration of conformity is available on request.
2.3 Lifting
Described below are the proper procedures to lift the turbocharger. Safe lifting precautions must be taken
when handling this product. Review the estimated listed weights and lifting method on Table 2.3.1.
Approximate center of gravity is contained on unit drawings.
2.3.1 Lifting with Mechanical Lift
1. Inspect lifting equipment for cracks and wear.
2. Inspect Unit for slippery surfaces

Energy Recovery Inc ERI™Document Number 80311-01 r6
Page 4 of 54
3. Place the slings around the end caps. For TurboCharger models AT-2150 and larger, use the provided
lifting eye hooks attached to the top of unit casing.
4. Lift slightly above surface and then inspect if level
5. Adjust slings as necessary to level the unit.
6. Continue using mechanical lift as needed.
2.3.2 Lifting by Hand
1. Inspect Unit for slippery surfaces
2. Lift with the appropriate number of people using Table 2.3.1.
3. Crouch down with back straight.
4. Place hands supporting under the end-cap ports flanges.
5. Lift the turbocharger up using your legs, not back.
6. Lower unit onto new surface using legs.
Model
Approx. Weight
Lifting Method
AT-95
22lb [10kg]
One Person or mechanical lift
AT-250
57lb [25kg]
Two person or mechanical lift
AT-350
75lb [34kg]
Two person or mechanical lift
AT-425
100lb [45kg]
Mechanical lift only
AT-550
150lb [68kg]
Mechanical lift only
AT-875
230lb [104kg]
Mechanical lift only
AT-1100
325lb [147kg]
Mechanical lift only
AT-1500
575lb [261kg]
Mechanical lift only
AT-2150
980lb [445kg]
Mechanical lift only
AT-3250
1790lb [812kg]
Mechanical lift only
AT-4150
2600lb [1179kg]
Mechanical lift only
AT-6000
3350lb [1519kg]
Mechanical lift only
AT-7800
5500lb [2495kg]
Mechanical lift only
LPT-32
20lb [9kg]
One Person or mechanical lift
LPT-63
30lb [14kg]
One Person or mechanical lift
LPT-125
75lb [34kg]
Two person or mechanical lift
LPT-250
160lb [73kg]
Mechanical lift only
LPT-500
200lb [91kg]
Mechanical lift only
LPT-1000
425lb [193kg]
Mechanical lift only
LPT-2000
800lb [363kg]
Mechanical lift only
Table 2.3.1 Estimated Weights of TurboCharger
Avoid stepping on any external TurboCharger piping/tubing or
using external TurboCharger piping/tubing as handles

Energy Recovery Inc ERI™Document Number 80311-01 r6
Page 5 of 54
2.4 Noise
Ear protection must be worn during operation of TurboCharger units. Noise level can exceed 85dB(A) during
operation. Noise level emission varies per unit specific design and operating condition.
2.5 Available Support Resources
ERI technicians are based worldwide and are available to assist you. ERI provides many technical services with
the goal of making your project a success. ERI technicians are available for commissioning, Piping and
Instrumentation Drawing (P&ID) reviews, control logic reviews, and technical consultation. We are always
available by phone to answer any system design or operational questions at 1-510-483-7303, (Attn. Technical
Support). Please go to our website at www.energyrecovery.com to find local contact information in your area
model and serial number for your device available for future reference.

Energy Recovery Inc ERI™Document Number 80311-01 r6
Page 6 of 54
3.0 Unpacking
3.1 Inspect Contents
Energy Recovery Inc.’s commitment to quality includes the procurement of top quality materials and fabrication
to extremely tight tolerances. Assembled ERI™TurboCharger™devices are subjected to extensive testing in our
wet test facility. Each turbocharger unit is tested for efficiency, boost pressure, and flow rates. Testing records
are maintained and each unit is tracked with a serial number. Each turbocharger unit should be inspected
immediately upon arrival at a customer’s site and any irregularities due to shipment should be reported to the
carrier. Turbochargers are packed with plugs on the fittings and foam piece on the turbo end cap to protect the
unit from damage during transport. The Turbocharger must never be exposed to temperatures below 33 degrees
Fahrenheit (F) [1 degree Centigrade (C)] or above 120 degrees F [49 degrees C] during storage or operation.
3.2 Unpacking Box
1. Cut the securing bands wrapped outside of box.
2. Remove box lid.
3. Remove fasteners securing TurboCharger legs to box.
4. Carefully lift the TurboCharger out of the crate using the mechanical lifting procedure found in the safety
section of this manual.
Figure 3.2 Unpacking Box
3.3 Content List
Reference the turbocharger outline drawings and bill of material to ensure that all auxiliary items are properly
included. The serial number should be recorded and referenced when making technical and commercial inquires.
Reference the Table 3.3 and Figure 3.3.1 for items to be contained in a standard arrival box.

Energy Recovery Inc ERI™Document Number 80311-01 r6
Page 7 of 54
Figure 3.3.1 Box Contents
Item
Note
Turbocharger
AT-425 pictured above
Product Manual
This current document
Table 3.3 Box Contents
Unpacking: Prior to installation, make sure all shipping components are extracted from product.
Figure 3.3.2 Red Cap Removal
Remove red cap and foam roll from the turbocharger end cap

Energy Recovery Inc ERI™Document Number 80311-01 r6
Page 8 of 54
4.0 DESIGN CONSIDERATIONS
4.1 Material of Construction –Selecting the Correct Material for Your Application
Selecting the correct material for your application is critical in preventing both pitting and crevice corrosion.
Figure 4.1 below illustrates the risk of pitting and crevice corrosion for various grades of stainless steels
relative to the chloride ion (Cl-) amount in the associated fluid stream1. It is important to evaluate both sides
of the TurboCharger as the chloride ion concentration in the brine stream is much higher than the feed
stream.
Figure 4.1 –Pitting/Crevice Corrosion
4.2 How the ERI TurboCharger Energy Recovery Device Works
The ERI TurboCharger device recovers hydraulic energy from the high pressure concentrate (brine) stream in
the reverse osmosis (RO) process and transfers that energy to a feed stream. That feed stream may be
seawater going into a single stage RO membrane block, or it may be first stage brine stream being boosted in
pressure for a second stage membrane block for further recovery of permeate or flux balancing.
The ERI TurboCharger device consists of a pump section and a turbine section (Figure 4.2). Both pump and
turbine sections each contain a single stage impeller. The turbine impeller extracts hydraulic energy from the
brine stream and converts it to mechanical energy. The pump impeller converts the mechanical energy
produced by the turbine impeller back to pressure energy in the feed stream. Thus the turbocharger is
entirely energized by the brine stream. It has no electrical requirements, external lubrication, or pneumatic
requirements.

Energy Recovery Inc ERI™Document Number 80311-01 r6
Page 9 of 54
Figure 4.2 –AT Turbocharger Cross-Section
4.3 TurboCharger Energy Recovery Devices in SWRO Systems
Figure 4.3 illustrates how the turbocharger works as a feed pressure booster in an RO system. The Hydraulic
Turbocharger device or “TURBO” is designed to produce a pressure boost in the RO feed stream (A, C, & E)
using the hydraulic energy available in the brine stream (G). Low pressure feed flow (A) passes through the
main feed pump which provides a pressure boost (C-A). The feed water passes through the turbocharger
which provides an additional pressure boost (E-C). The feed water then enters the membrane pressure
vessels (E). A percentage of the feed water exits the membrane as permeate (F). The rest exits as high
pressure brine (G). The brine passes through the turbocharger which extracts the pressure energy (G-H). The
brine leaves the turbocharger at low pressure for disposal (H).
Figure 4.3 –Typical Turbocharger Installation for SWRO
4.4 TurboCharger Energy Recovery Devices in 2-stage RO Systems
A
I
H
G
E
F
C

Energy Recovery Inc ERI™Document Number 80311-01 r6
Page 10 of 54
Figure 4.4 illustrates how the turbocharger works as an interstage pressure booster in a 2-stage RO system.
The Hydraulic Turbocharger device or “TURBO” is designed to produce a pressure boost in the RO feed
stream (C & E) using the hydraulic energy available in the brine stream (G). The brine water from the 1st
stage passes through the turbocharger which provides the required interstage pressure boost (E-C). The
water then enters the 2nd stage membrane pressure vessels (E). A percentage of the 2nd stage feed water
exits the membrane as permeate (F). The rest exits as high pressure brine (G). The 2nd stage brine passes
through the turbocharger which extracts the pressure energy (G-H). The 2nd stage brine leaves the
turbocharger at low pressure for disposal (H).
Figure 4.4 –Typical Turbocharger Installation for 2-stage BWRO
4.5 ERI™TurboCharger™Energy Recovery Device Features and Operation
The turbocharger incorporates a number of features designed to insure simple operation, long operating life,
proper performance and high availability. The flow of water on the turbine side energizes the turbine
impeller. The turbine impeller extracts hydraulic energy from the brine stream and converts it to mechanical
energy. The pump impeller converts the mechanical energy produced by the turbine impeller back to
pressure energy in the feed stream.
The process fluid provides all required bearing lubrication eliminating any external oil or grease
requirements.
Brine Pressure Control (H) - The turbocharger can discharge brine against a back pressure. The unit does not
require a brine disposal pump.
All ERI Turbocharger devices are equipped with a Primary Nozzle, a secondary Auxiliary Nozzle (AN), and an
Auxiliary Nozzle Control Valve (ANCV) as shown in Figure 4.5. The Main Nozzle is sized to provide a
concentrate system resistance (concentrate pressure) equal to the maximum design pressure at the design
concentrate brine flow rate. The ANCV controls flow to AN in the turbine casing. The ANCV can accommodate
a 10-20% brine pressure variation at a constant brine flow, should the system conditions require it.
I
H
G
E
F
C

Energy Recovery Inc ERI™Document Number 80311-01 r6
Page 11 of 54
NOTE:the ANCV does not bypass flow around the turbocharger. It is a unique way to achieve variable area
nozzle flow without the energy wasting throttling and bypassing valve arrangements needed by constant
speed reverse running pump turbines. The auxiliary nozzle control valve operation is described in further
detail in the ERI Document 80230-01 Technical Bulletin, Turbocharger Auxiliary Nozzle and Valve.
Figure 4.5 –Auxiliary Nozzle Line and Control Valve Arrangement
4.6 ERI™TurboCharger™Bypass Valve Considerations
The Turbocharger device bypass valve shown in Figure 4.3 (I) is typically installed when a wide operating
range of system pressures are expected, such as in brackish water applications. As the system operating
pressure varies, the available brine pressure may not be enough to drive the required amount of brine flow
through the primary turbine inlet nozzle, see Figure 4.5. The auxiliary nozzle valve acts as a variable orifice
but in some cases may not be sufficient in obtaining the desired flow. The bypass valve is then used to obtain
the desired flow by diverting a small amount of the main flow from the Turbocharger device turbine inlet (G)
to the brine exhaust (H). The bypass valve (I) can also be used to facilitate the fresh water flush sequence,
which is typically conducted at lower pressures.
It is important to note that when a bypass is in use, it is highly recommended that the auxiliary
valve be FULLY OPEN. This allows the maximum amount of brine to enter the turbine side
therefore maximizing the amount of energy recovery.
A system installed with the Turbocharger device bypass allows the operator to achieve the
desired brine flow. At lower system operating pressures, the restrictions through the turbine side
of the device will not allow adequate flow through the turbine side of the Turbocharger device
(G & H) resulting in an increase in membrane recovery rates. In this scenario, the bypass valve
should be opened. Conversely, if membrane recovery is lower than designed the bypass should
be fully closed and the auxiliary nozzle control valve should be used.
BRINE
PRIMARY NOZZLE
TURBINE
IMPELLER
VOLUTE
AUXILIARY NOZZLE
VALVE
AUXILIARY NOZZLE

Energy Recovery Inc ERI™Document Number 80311-01 r6
Page 12 of 54
5.0 INSTALLATION
5.1 Piping Considerations
The turbocharger should be installed such that it is not supported by the associated process piping nor shall it
support the associated process piping. All piping must be independently and externally supported to ensure
there are no pipe stresses on the turbocharger. All standard Turbocharger connections are grooved-end
flexible pipe coupling type.
To minimize flow turbulence, ERI recommends three (3) pipe diameters of straight pipe at each of the three
(3) high pressure connections and five (5) pipe diameters of straight pipe at the turbine exhaust connection.
To facilitate removal of the turbocharger, ERI recommends the use of removable pipe spools at each
connection as well as anchor bolts through the base. Provisions must be taken to ensure that the
turbocharger can be lifted out of the installation, if necessary. For instance, there must be enough vertical
clearance in order to lift the unit up and off of the anchor bolts.
NOTE: Avoid stepping on any external TurboCharger piping/tubing or using external TurboCharger
piping/tubing as handles.
Systems Using Positive Displacement Feed Pumps
The use of a pulsation dampener is required. The pulsation dampener must be installed between the high-
pressure pump discharge and pump suction of the turbocharger.
A pressure relief valve should be used in the high pressure feed piping. The pressure relief valve should be
placed between the turbocharger pump section discharge and the membrane pressure vessel. When
applicable, high-pressure alarms and shutdowns should be utilized.
The discharge pulsation dampener must be installed per the manufacturer’s recommendations. Damage to
the turbocharger may occur if the pulsation dampener is not operating properly.
5.2 Cavitation and Backpressure
Cavitation is the formation of vapor cavities in a liquid –i.e. small liquid-cavitation-free zones ("bubbles" or
"voids") –that are the consequence of cavitational forces acting upon the cavitational liquid. Often, when a
fluid is cavitating, it will sound like large stones or gravel is flowing in the piping. Cavitation in the turbine
exhaust connection of the turbocharger can cause severe damage to the thrust bearing. This damage can
cause the bearing to fail which may result in extensive internal damage to the rotor. To help mitigate
cavitation, the operator must maintain a minimum backpressure at the turbine exhaust connection of the
turbocharger.
NOTE: The amount of backpressure required to eliminate cavitation is SITE SPECIFIC. The amount of
required backpressure is a function of operating conditions, piping layout, temperature, etc. ERI strives to
provide as much guidance as possible before the turbocharger is shipped. However, the final backpressure
requirement cannot be determined until the turbocharger is running at site. Provisions should be taken to
ensure backpressure can be controlled and measured at site.
5.3 Stray Currents and Grounding

Energy Recovery Inc ERI™Document Number 80311-01 r6
Page 13 of 54
Since the TurboCharger is a metallic device, Energy Recovery recommends that it be grounded once it is
installed in its final location. Failure to ground the device can result in corrosion, typically at the four piping
connections. A threaded bolt is located on the turbine-side support leg which is available for connecting a
ground lug.
5.4 Source Water Supply
All fluid entering the device should be filtered to 10 micron nominal. The chemicals used for membrane
elements are typically acceptable to the turbochargers. All air must be purged from both the low- and high-
pressure circuits before the RO system is pressurized. If the RO system will be started automatically, sufficient
time must be allowed in the startup sequence so that air may be purged before the HP pump is started.
5.5 Flushing
RO membranes typically require occasional flushing. There are two types of flush: Feed Water Flush and
Fresh Water or Permeate Flush. Regardless of the flush water used, all parts of the turbocharger device must
be flushed.
Feed Water Flushing is part of a normal shutdown sequence as described below. After permeate production
has ceased, flow on both sides of the Turbochargers continue. Due to the main nozzle size in the turbine side
of the turbocharger, flushing flow through the turbine side will be limited. Typically, a bypass line is installed
around the turbine side of to facilitate system flushing, Figure 4.2 (I). The flow path of the Feed Water Flush,
with reference to Figure 4.2, is A-C-E-I-H driven by the feed water pump. It is important to note that even
though the majority of the flush water will flow through 4.2 (I), a portion of the flow will pass through 4.2 (G)
and the turbine side. This is an important point since flushing both sides of the turbo is recommended. A
Feed Water Flush is typically continued until conductivity measurements at process locations F and H are
satisfactory.
A Permeate Flush is performed on a partially- or fully-depressurized system. This is accomplished by
introducing permeate to the high-pressure pump inlet [A] or through some other injection point such as a CIP
connection. Permeate may be produced during this flushing process. Again, a bypass will be required in order
to facilitate permeate flushing.
5.6 Debris and Initial Flushing
Prior to initial startup, all piping associated with the turbocharger energy recovery device should be
thoroughly flushed to assure that no debris enters and/or damages the turbocharger. Energy Recovery, Inc.
recommends the installation of basket strainers at both inlets to the turbocharger. Basket strainers protect
the turbocharger from damage caused by debris coming from upstream failures that sometimes occur as a
result of corrosion, worn parts, or filter failures. If permanent strainers are not an option for the system,
ERI™recommends installation of temporary strainers during startup and commissioning activities.
Energy Recovery Inc ERI™Document Number 80311-01 r6
Page 14 of 54
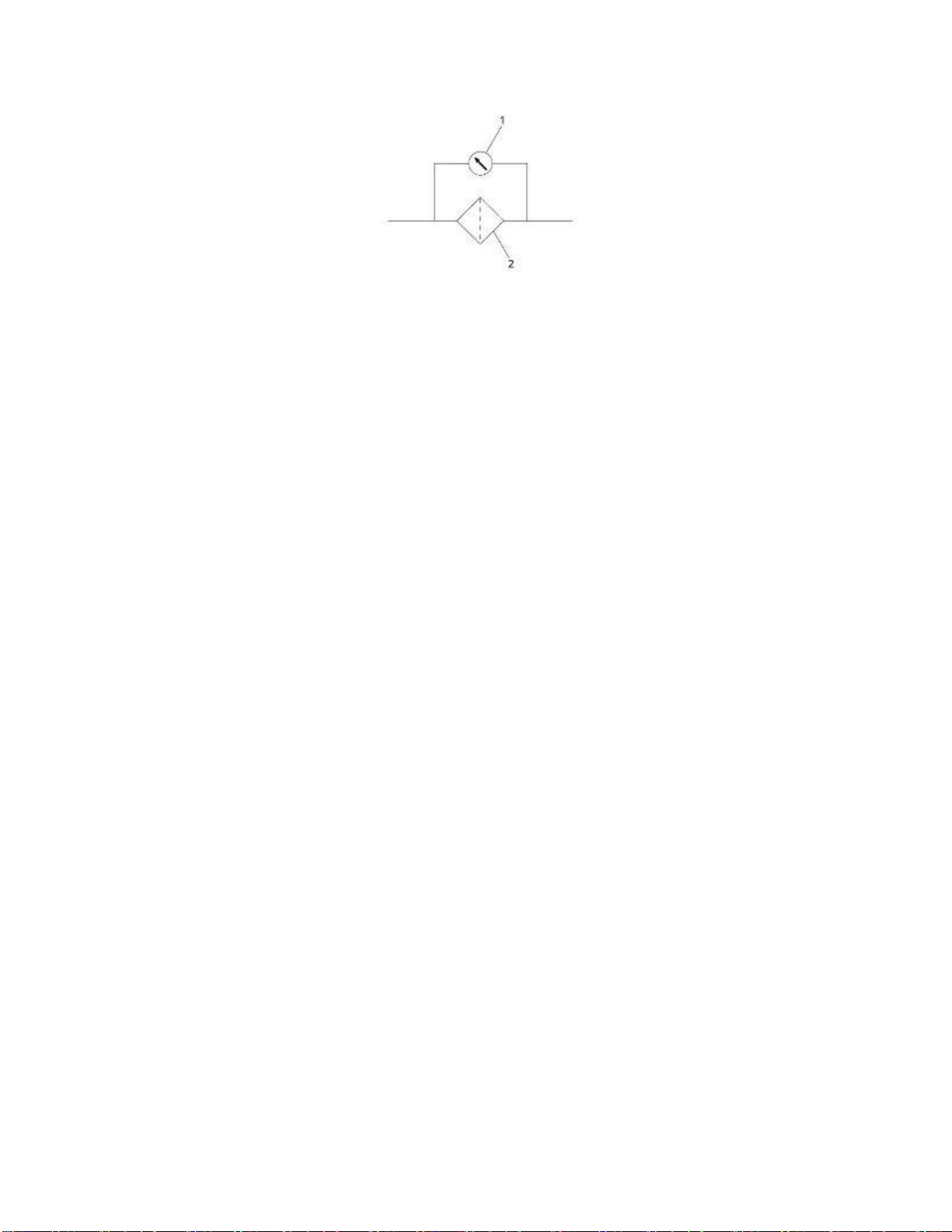
Figure 5: Temporary Filter Setup During the Flushing Process
1. Differential pressure gauge 2. Filter
Use a filter with a length 3 times the diameter of the piping.
Conical filters have proven suitable.

Energy Recovery Inc ERI™Document Number 80311-01 r6
Page 15 of 54
6.0 STARTUP AND OPERATION
6.1 System Performance Specifications, Precautions, and Conditions
Successful operation of the turbocharger requires observation of some basic operating conditions and by
taking basic precautions. The turbocharger must be installed, operated, and maintained in accordance with
this manual and good industrial practice to ensure safe operation and a long service life. Failure to observe
these conditions and precautions can result in damage to the equipment and/or harm to personnel. Table 6.1
provides a summary of system performance limits.
Table 6.1 System Performance Limits
Parameter
AT TurboCharger
LPT TurboCharger
English Units
SI Units
English Units
SI Units
Maximum working pressure
1,200 psig
82.7 bar
600 psig
41.3 bar
Minimum turbine back pressure 1
site specific
Minimum filtration requirement (nominal)
10 micron
10 micron
Fluid temperature range
33-120 ◦F
1-49 ◦C
33-120 ◦F
1-49 ◦C
pH range
1-12
1-12
1–Minimum turbine back pressure is site specific. Please refer to the original turbocharger proposal for the required back pressure
for your installation. Back pressure may need to be increased at site depending on actual operating conditions.
6.2 Start and Stop Procedures
The following procedures are general guidelines for the startup and shutdown of turbocharger systems.
Procedure details will vary by plant design. Contact ERI if your plant significantly differs from that shown in
Figure 4.2 or 4.3. Always ensure that the operating limits listed in Section 6.1 are not violated.
6.2.1 System Start Up Sequence
1. All valves should be in their normal operating positions.
2. Turbocharger Auxiliary Valve should be fully open.
3. Open all air vents. Air vents should be installed at the highest points of the header piping. This is
necessary to allow air to escape the system and to allow the high-pressure piping to flood with water
pushed through the high-pressure pump by the supply pump. NOTE: Some high-pressure pumps do not
allow water to flow through while the pump is not operating. A bypass around the HPP may be required.
Please consult with your HPP manufacturer.
4. Start the feed water supply pump. The feed flow through the turbocharger unit may or may not cause
the rotor to begin to rotate. This is normal.
5. Adjust the feed water flow to the desired flow rate.
6. Repeat venting procedure as necessary to ensure ALL ENTRAINED AIR IS PURGED.
7. Close all air vents.
8. Start the high-pressure pump (HPP) with pressurization rate as per membrane manufacturer
recommendation.
9. Observe permeate and concentrate flow rates. Adjust the auxiliary valve, and bypass valve if applicable,
until desired system recovery is achieved.
10. If the HPP is fully ramped to design speed and the required system pressure has not been achieved to
produce the required permeate flow, close the auxiliary valve until the correct flow is achieved.

Energy Recovery Inc ERI™Document Number 80311-01 r6
Page 16 of 54
11. If the auxiliary valve is fully closed and the system pressure is not achieved, please check inlet water
quality and temperature then compare these values to design.
12. Check the reject (concentrate) flow. If flow is as per design, startup is complete. Otherwise, open the
auxiliary valve slowly to achieve the required reject flow. If the aux valve is fully open and the correct
reject flow has not been achieved, an external bypass will be required.
13. Once startup is complete, please make sure that enough back pressure is available to prevent cavitation.
Refer to Section 5.2. Cavitation manifests itself as a very loud noise in the exhaust piping that sounds like
large stones are flowing through the piping.
14. Record pump speed, turbo boost, flows, pressures and product serial number for future reference.
NOTE: Frequent starting and stopping of the turbocharger can accelerate wear of the thrust bearing. If your
system starts and stops multiple times per day, please contact support@energyrecovery.com for further
technical guidance.
6.2.2 Short Term (1 to 3 Days) System Shutdown Sequence
1. Shut off the high-pressure pump.
2. As the high-pressure pump slows down, the turbo will also slow to a stop. Wait until the system pressure
drops to the feed water supply pump discharge pressure.
3. Shut off the feed water supply pump.
4. Flush the turbo with low TDS water or preferably permeate water to minimize crevice and pitting
corrosion.
6.2.3 Medium Term (4-14 Days) System Shutdown Sequence
1. Feed the turbocharger and the SWRO system with fresh water. With the flush pump operating, run the
system for 5 to 10 minutes until all the feed water is replaced.
2. Shut off the flush pump.
3. Isolate the fresh water supply source.
6.2.4 Long Term (More Than 2 Weeks) System Shutdown Sequence
If a plant is to be shut down for an extended period of time, the SWRO system including the turbocharger
must be thoroughly flushed with fresh water to remove any salt, and precautions should be taken to inhibit
biological growth. The turbocharger should receive a final flush with the same solution used to preserve the
SWRO membranes.
6.2.5 Membrane Cleaning
From time to time, the system will require cleaning to remove foulants, scale, etc. from the membranes.
Typically, a high pH chemical and low pH chemical are used. The cleaning process is typically carried out at a
significantly lower pressure than the normal operating pressure of the system. In general, these chemicals
will not harm the materials of construction of the TurboCharger. However, foulants, precipitates, other
debris, etc. that are dislodged or removed from the membranes could enter the turbine side of the
TurboCharger and damage the bearing. Additionally, due to the main turbine nozzle size, achieving full
cleaning flow through the turbine side will be difficult. For these reasons, ERI recommends that both the
pump and turbine side of the turbocharger be bypassed during the cleaning process. This can be achieved via
removable spool pieces, properly located CLEAN IN and CLEAN OUT connections, or valves. The same bypass
used for flushing can also be used for cleaning.

Energy Recovery Inc ERI™Document Number 80311-01 r6
Page 17 of 54
Once cleaning is completed, a fresh water flush is required after cleaning to ensure that all chemicals have
been removed and any particulates or precipitates have been flushed out.
7.0 SPARE PARTS AND TOOL KITS
In the event that disassembly is desired or required, the turbocharger is designed so that it can be assembled
and disassembled in the field with only basic tools and equipment. These tools are listed in Table 7.1.
Table 7.1 - Tools and Fixtures Required for Assembly and Disassembly
EQUIPMENT
PURPOSE
Water-soluble lubricant such as glycerin or
abrasive-free liquid soap
To install O-rings.
Please wear gloves when handling. An MSDS for
glycerin is found in Appendix B.
Hoist, capacity: 500-pound (227 kg)
To lift and remove ERI AT TurboCharger device
end caps from casing.
Hex Key
1. To hold turbine side rotor set screw while
removing rotating assembly from casing.
Please see table 8.1.1.4. (Does not apply
to LPT models).
2. To remove rotor retaining nut on LPT
models 32-63. See table 8.1.2.3 for model
specific sizing.
Slide Hammer
1. To remove turbine and pump side volute
dowel pins on AT-2150 and larger
models. Please see table 8.1.1.6 and
8.1.1.7 for model specific sizes.
10” Screwdriver
1. To be used on AT -7800 models in
keeping rotor stationery while pump side
retaining nut is removed. Strap wrench
can be used as an alternative.
2. To remove center bearing snap ring on AT
and LPT models.
3. To remove turbine side end cap on LPT
models
4. To remove thrust bearing retaining ring
on LPT models.
5. To remove pump side end cap on LPT
models.
Socket Wrench/Box Wrench
1. To remove retaining nut on pump side
rotor (AT models only). Please see table
8.1.1.5 for model specific sizing.
2. To remove rotor retaining nut on LPT
models 125-2000. See table 8.1.2.3 for
model specific sizing.
3. To remove end cap nuts (pump side and
turbine side) See tables 8.1.1.2, 8.1.1.3,

Energy Recovery Inc ERI™Document Number 80311-01 r6
Page 18 of 54
and 8.1.2.2, for model specific sizing.
4. To remove thrust line. See tables 8.1.1.1,
and 8.1.2.1 for model specific sizes.
Rubber Mallet with soft wood/plastic block
1. To remove center bearing from casing.
2. To remove AT- 7800 thrust bearing
3. To remove LPT thrust bearing
Thrust Bearing Extraction Tool (with 2 1-1/4”
box wrenches)
1. To remove thrust bearing on AT- 7800.
The following replacement parts are available for ERI turbo charger devices:
1. Bearing Kit
a. Includes all bearings (center, thrust and pump bearings)
b. Includes retaining rings
c. Includes bearing o-rings and casing o-rings
2. Rebuild kit
a. Dynamically balanced turbine and pump rotating assembly
b. Bearing kit
3. Auxiliary Line Assembly
a. Includes Auxiliary Valve
b. Includes fittings
4. Thrust Line Assembly
a. Includes fittings

Energy Recovery Inc ERI™Document Number 80311-01 r6
Page 19 of 54
8.0 SERVICE
If the feed water is filtered and the turbocharger unit is properly flushed before extended shut downs, the
turbocharger should operate maintenance- and trouble-free for many years. There are no shafts, couplings,
seals, or lubrication systems to maintain or monitor.
If a turbocharger must be assembled or disassembled, the procedures provided in this section should be
followed carefully. The tools and fixtures listed in Table 7.1 are required. The procedures provided in this
subsection are for complete assembly or disassembly of a turbocharger. Depending upon the reason for the
maintenance work, complete assembly or disassembly may not be required.
8.1 DISASSEMBLY PROCEDURE
8.1.1 AT Disassembly Procedure
Step 1 - Remove the thrust line from the Turbocharger
Unscrew the compression fittings on the thrust line at both ends. See Table 8.1.1.1 for fitting sizes.
Table 8.1.1.1 –AT Thrust Line Fitting Sizes
MODEL
TYPE
SIZE
QUANTITY
AT-95
Compression Hex Head
1/4” X 7/16"-20 UNF SAE STRAIGHT
2
AT-250
Compression Hex Head
3/8 X 9/16"-18 UNF SAE STRAIGHT
2
AT-350
Compression Hex Head
3/8 X 9/16"-18 UNF SAE STRAIGHT
2
AT-425
Compression Hex Head
3/8 X 9/16"-18 UNF SAE STRAIGHT
2
AT-550
Compression Hex Head
3/8 X 9/16"-18 UNF SAE STRAIGHT
2
AT-875
Compression Hex Head
3/8 X 9/16"-18 UNF SAE STRAIGHT
2
AT-1100
Compression Hex Head
3/8 X 9/16"-18 UNF SAE STRAIGHT
2
AT-1500
Compression Hex Head
3/8 X 9/16"-18 UNF SAE STRAIGHT
2
AT-2150
Compression Hex Head
3/8" X 1/4"-18 NPT
2

Energy Recovery Inc ERI™Document Number 80311-01 r6
Page 20 of 54
AT-3250
Compression Hex Head
1/2" X 3/8"-18 NPT
2
AT-4150
Compression Hex Head
1/2" X 1/2"-14 NPT
2
AT-6000
Compression Hex Head
1/2" X 1/2"-14 NPT
2
AT-7800
Compression Hex Head
5/8" X 3/4"-14 NPT
2
Step 2 - Remove nuts from pump side end cap
It may be easier to leave two nuts tightened until the rest are removed to prevent the end cap from shifting.
See Table 8.1.1.2 for nut sizes.
Table 8.1.1.2 –AT Pump Side End Cap Nut Sizes
MODEL
SIZE
QUANTITY
TORQUE REQUIREMENT
(IN-LB)
AT-95
3/8"-16 UNC
6
221
AT-250
1/2"-13 UNC
6
539
AT-350
1/2"-13 UNC
8
539
AT-425
1/2"-13 UNC
9
539
AT-550
5/8"-11 UNC
8
1074
AT-875
3/4"-10 UNC
8
1906
AT-1100
3/4"-10 UNC
10
1906
AT-1500
1"-8 UNC
9
3877
AT-2150
1-1/8"-8 UNC
16
3201
AT-3250
1-1/4"-8 UNC
16
4499
AT-4150
1-3/8"-8 UNC
16
6106
AT-6000
1-1/2"-8 UNC
16
8593
AT-7800
1-5/8"-8 UNC
24
10382
AT-95 through AT-1500:Pump side end cap can be removed by hand but the use of a hoist may expedite the
process.
This manual suits for next models
19
Table of contents
Other Energy Recovery Test Equipment manuals


Popular Test Equipment manuals by other brands

Harvest TEC
Harvest TEC 453 Installation and operation instruction manual

Humboldt
Humboldt HM-5470.3F ConMatic IPC product manual

Test Equipment Depot
Test Equipment Depot Druck DPI 811 user manual

Uson
Uson SPRINT LC owner's guide

Monarch
Monarch Nova-Strobe dax instruction manual

ASD
ASD AlcoMate Pro owner's manual











