Eskridge 600 User manual

MODEL 600 DOUBLE PLANETARY
SPINDLE DRIVE SERVICE MANUAL
THIS SERVICE MANUAL IS EFFECTIVE:
S/N:25000 TO CURRENT
DATE:02/01/1996 TO CURRENT
VERSION:SM600LS2-AG
!WARNING: While working on this equipment, use safe lifting procedures,
wear adequate clothing and wear hearing, eye and respiratory protection.
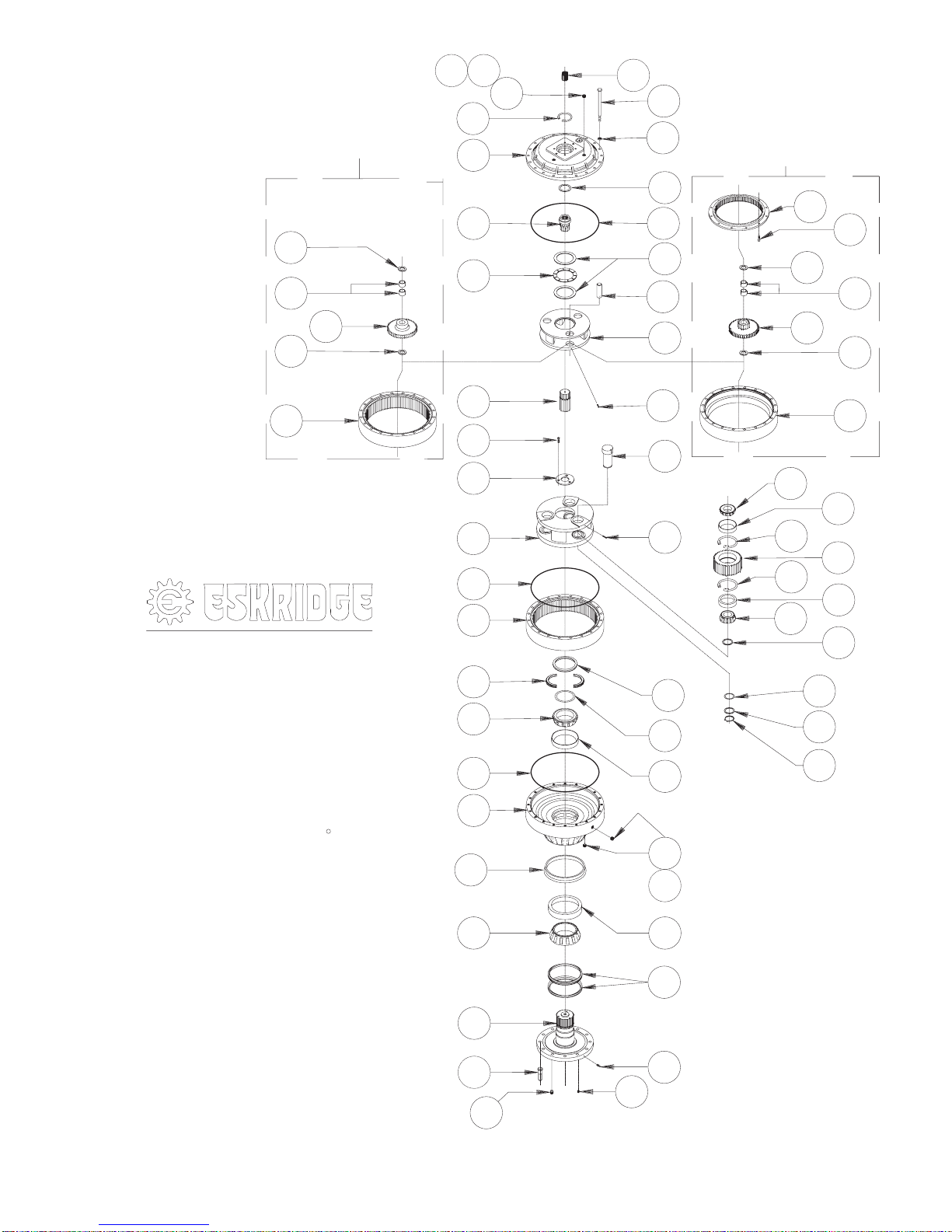
NOTE: Individual customer specifications (mounting
case, output shaft, brake assembly, etc.) may vary from
exploded drawing and standard part numbers shown.
If applicable, refer to customer drawing for details.
Model 600 Spindle Drive service manual, SM600LS2-AG Page 1
Eskridge, Inc. Olathe, Ks. 913-782-1238 www.eskridgeinc.com
8
22
12
29
22
SIMPLE
PRIMARY
42
1
33 26
25
15
35
7
33
21
27
28
37
11
37
28
27
39
5
10
18
22
13
29
22
45
2
43
32
17
33
31
30
6
38
14
36
21
20
COMPOUND
PRIMARY
39
46
19
42
9
47
16
48
3
23 24
49
50
51
52
57
54
55
53
56
ECN 2681
R
EQUIPPED WITH PATENTED "LOAD-N-LOCK" SHAFT
RETENTION SYSTEM (U.S. PATENT NO.5746517).
MODEL 600L
SPINDLE
OUTPUT
NOTES:
-J- BEARING PRELOAD DETERMINES
QUANTITY OF SHIMS.
SEAL KIT (P/N 60-016-2101) INCLUDES
3 EA. ITEM (33) O-RINGS,
1 EA. ITEM (49) SEAL, AND
1 EA. ITEM (50) SEAL BOOT.
58
X600LS2-AD DATE 06-13-07
EFFECTIVE S/N 75300 - UP
EFFECTIVE DATE 06/19/07
*UNITS MANUFACTURED PRIOR TO S/N 75300 UTILIZE
(OBSOLETE) P/N 60-004-1301 FOR ITEM 22. USE OF P/N
60-004-1881 WILL MAKE OLDER UNITS IDENTICAL TO
CURRENT UNIT (SHOWN ON THIS DRAWING)
X600LS2-AD,
Page 1 of 2
Effective date 07/01/2007
Effective serial # 74362

Model 600 Spindle Drive service manual, SM600LS2-AG Page 2
Eskridge, Inc. Olathe, Ks. 913-782-1238 www.eskridgeinc.com
X600LS2-AD
Page 2 of 2
Effective date 07/01/2007
Effective serial # 74362
1
1
1
3
-
-J-
1
3
-J-
6
6
1
1
3
1
6
6
6
1
6
ITEM QTY. DESCRIPTION
SHIM(S) - SHAFT
SUN GEAR
PLANET SHAFT-SECONDARY
PLANET SHAFT-PRIMARY
SHIM(S) - SECONDARY PLANET
WASHER - SECONDARY PLANET
WASHER - PRIMARY PLANET
ROLL PIN - PRI. 1/4 X 1 3/8
PART NUMBER
3
3
1
3
5
6
11
12
14
15
16
18
19
20
21
22
25
26
27
28
33
35
36
37
39
43
60-004-1311
60-004-1102
60-004-1262
60-004-1272
60-004-1321
60-004-1291
60-004-1881
01-102-0230
01-103-0230
01-160-0490
60-004-1472
01-102-0210
01-402-0660
01-153-0150
60-004-1482
01-160-0500
PART NUMBER
1
01-103-0210
01-150-1580H.H.C.S 3/4-10 X 10.5 GRD 820
01-207-0100PIPE PLUG 3/4 NPT MAGNETIC42 6
60-004-1092
60-004-1132
60-004-1082
60-004-1122
60-004-1044
PART NUMBER
3 CLUSTER GEAR13
RING GEAR - SECONDARY7 1
RING GEAR - SIMPLE PRIMARY8 - 60-004-1193
60-004-1213RING GEAR - COMPOUND PRIMARY9 1
60-004-1253RING SPACER - PRIMARY10 1
1
1
23
24
01-102-0190
01-103-0190
629 01-105-0510
130 01-112-0340
231 01-112-0350
45 S.H.C.S 1/2-13 X 1.5 GRD 812 01-150-0570
46 01-166-0350HARDWASHER - 3/420
47 60-004-1352RING - SEC CARRIER RETAINER1
48 01-150-1590FLAT HD. SOC. C.S. 3/8-24 X 1 GR83
01-406-0020
01-207-0030
01-215-0010
49 1
50 1
51 1
52 1
01-406-0010SEAL - METAL FACE
SEAL - RUBBER FACE
PIPE PLUG (1/8 NPT-HOLLOW HEX)
GREASE FITTING-STRAIGHT, 1/8 NPT
54
55
( 1 )
( 1 )
01-216-0030
01-201-0530
98-005-1141
53 1 98-004-1141
60-004-1523
60-004-1523
98-005-1141
01-216-0030
01-201-0530
01-215-0010
01-160-0490
01-153-0150
01-160-0500
01-150-1580
01-207-0100
60-004-1482
01-166-0350
60-004-1352
01-150-1590
01-406-0020
01-207-0030
01-406-0010
60-004-1272
60-004-1321
60-004-1291
60-004-1881
01-102-0230
01-103-0230
01-102-0210
01-103-0210
01-102-0190
01-103-0190
01-105-0510
01-112-0340
01-112-0350
60-004-1262
01-402-0660
60-004-1311
60-004-1472
60-004-1193
60-004-1014
24.66:1 38.56:1 89.38:1
RATIOS
60-004-4122L60-004-4122L60-004-4122L
60-004-3034
60-004-3044
60-004-3034
60-004-3044
60-004-3034
60-004-3044
60-004-1064
PLANET GEAR - SECONDARY
PLANET GEAR - PRIMARY
CARRIER - SECONDARY
CARRIER - PRIMARY
60-004-1054
60-004-1014
60-004-1193
60-004-1193
60-004-1044
60-004-1024
60-004-1193
60-004-1472
60-004-1311
60-004-1262
60-004-1272
60-004-1321
60-004-1291
60-004-1881
01-102-0190
01-103-0190
01-102-0230
01-103-0230
01-102-0210
01-103-0210
01-105-0510
01-112-0340
01-112-0350
01-402-0660
01-150-1580
01-207-0100
01-153-0150
01-160-0500
01-160-0490
60-004-1482
01-166-0350
60-004-1352
01-150-1590
01-406-0010
01-406-0020
01-207-0030
01-215-0010
01-216-0030
01-201-0530
MODEL 600L
PART NUMBER
60-004-1213
60-004-1253
70.39:1
60-004-4122L
60-004-3034
60-004-3044
60-004-1044
60-004-1024
60-004-1193
60-004-1092
01-150-0570
98-004-1141
01-216-0030
01-201-0530
60-004-1472
60-004-1311
60-004-1262
60-004-1272
60-004-1321
60-004-1291
60-004-1881
01-102-0190
01-103-0190
01-102-0230
01-103-0230
01-102-0210
01-103-0210
01-105-0510
01-112-0340
01-112-0350
01-402-0660
01-150-1580
01-207-0100
01-153-0150
01-160-0500
01-160-0490
60-004-1482
01-166-0350
60-004-1352
01-150-1590
01-406-0010
01-406-0020
01-207-0030
01-215-0010
60.29:1
PART NUMBER
60-004-3034
60-004-3044
60-004-1311
60-004-1102
60-004-1472
60-004-4122L
60-004-1054
60-004-1024
60-004-1193
60-004-1193
60-004-1262
60-004-1321
60-004-1291
60-004-1881
01-102-0230
01-103-0230
01-160-0490
01-102-0210
01-402-0660
01-153-0150
60-004-1482
01-160-0500
01-103-0210
01-150-1580
01-207-0100
01-102-0190
01-103-0190
01-105-0510
01-112-0340
01-112-0350
60-004-1272
60-004-1352
01-150-1590
01-406-0020
01-207-0030
01-215-0010
01-406-0010
01-216-0030
01-201-0530
98-005-1141
60-004-1523
01-166-0350
12
139.76:1110.08:1
PART NUMBER
60-004-4122L
60-004-3034
60-004-3044
PART NUMBER
60-004-4122L
60-004-3034
60-004-3044
60-004-1213
60-004-1253
01-150-0570
98-004-1141
01-216-0030
01-201-0530
60-004-1054
60-004-1024
60-004-1193
60-004-1472
60-004-1311
60-004-1262
60-004-1272
60-004-1321
60-004-1291
60-004-1881
01-102-0190
01-103-0190
01-102-0230
01-103-0230
01-102-0210
01-103-0210
01-105-0510
01-112-0340
01-112-0350
01-402-0660
01-150-1580
01-207-0100
01-153-0150
01-160-0500
01-160-0490
60-004-1482
01-166-0350
60-004-1352
01-150-1590
01-406-0010
01-406-0020
01-207-0030
01-215-0010
60-004-1213
60-004-1253
60-004-1054
60-004-1024
60-004-1193
60-004-1112
01-150-0570
98-004-1141
01-216-0030
01-201-0530
60-004-1472
60-004-1311
60-004-1262
60-004-1272
60-004-1321
60-004-1291
60-004-1881
01-102-0190
01-103-0190
01-102-0230
01-103-0230
01-102-0210
01-103-0210
01-105-0510
01-112-0340
01-112-0350
01-402-0660
01-150-1580
01-207-0100
01-153-0150
01-160-0500
01-160-0490
60-004-1482
01-166-0350
60-004-1352
01-150-1590
01-406-0010
01-406-0020
01-207-0030
01-215-0010
COVER - SAE `C' (2 AND 4 BOLT)
COVER - SAE `D' (4 BOLT)
60-004-4052L 60-004-4052L 60-004-4052L 60-004-4052L 60-004-4052L 60-004-4052L 60-004-4052L
(OPTIONAL)
(OPTIONAL)
(OPTIONAL)
60-004-1074
60-004-1064
60-004-1074
60-004-1064
60-004-1074
60-004-1064
60-004-1074
60-004-1064
60-004-1074
60-004-1064
60-004-1074
60-004-1064
60-004-1074
60-004-1112 60-004-1112
60-004-1132 60-004-1152
138 01-160-0510
01-160-0510 01-160-0510
60-004-1402
17 1 CODE 8 - (16T; 8/16 SPLINE)
CODE 9 - (13T; 8/16 SPLINE) 60-004-1122
60-004-1402
60-004-1142
60-004-1492
60-004-1142
60-004-1492
60-004-1172
60-004-1452 60-004-1492
60-004-1142
60-004-1452
60-004-1172
32 1 01-112-0060 01-112-0060 01-112-0060
01-160-0510 01-160-0510 01-160-0510 01-160-0510
60-004-1523 60-004-1523 60-004-1523 60-004-1523
01-112-0060 01-112-0060 01-112-0060 01-112-0060
60-004-108260-004-1082 60-004-1102 60-004-1102
60-004-1162 60-004-116260-004-1182 60-004-1182
60-004-1092 60-004-1112
LOCK RING - SHAFT BEARING
SPLIT RING
BEARING CONE - SHAFT OUTER
BEARING CUP - SHAFT OUTER
BEARING CONE - SHAFT INNER
BEARING CUP - SHAFT INNER
CONE - SEC.PLANET
CUP - SEC.PLANET
BRG-PRIMARY PLANET
BRG-PRI. CARR. THRUST
RACE-PRI. CARR. THRUST
O-RING - RING GEAR
RACE- INPUT THRUST
RETAINING RING -SEC. PIN
RETAINING RING-SEC. PLNT.
RETAINING RING - INPUT
BASE
SPINDLE
SHAFT
COVERSPLINE
ADAPT .
56
57 (12 )
( - )
CODE F - FLANGELESS
CODE A - FLANGED
CODE F - FLANGELESS W/ZERK GREASE FITTING
CODE A - FLANGED W/ZERK GREASE FITTING 60-004-3044Z 60-004-3044Z 60-004-3044Z
60-004-3034Z 60-004-3034Z 60-004-3034Z 60-004-3034Z
60-004-3044Z 60-004-3044Z
60-004-3034Z
60-004-3044Z
60-004-3034Z
60-004-3044Z
60-004-3034Z
CODE S2 - 17" DIA.; 12X 1.225 DIA. THRU HOLES
CODE S1 - 17" DIA ; 12X 1 1/8 - 12 UNF-2B
CODE 4;: 14T, 12/24 D.P.
CODE 7: 17T, 12/24 D.P.
ADAPTER ; 3/4" NPT-M, 1/8" NPT - F
(OPTIONAL)
CODE S - SPINDLE STUDS
01-215-0040 01-215-0040 01-215-0040 01-215-0040 01-215-0040 01-215-0040 01-215-0040
COVER - SAE `E' (4 BOLT)
CODE C1 - SPINDLE - CUSTOM
01-164-0050 01-164-0050 01-164-0050 01-164-0050 01-164-0050 01-164-0050 01-164-0050
SPINDLE DRIVE
SIMPLE PRIMARY
COMPOUND PRIMARY
600C_ - CUSTOM MTG - PER CUSTOMER SPECS.
CODE V - AIR VENT; 1/8 NPT
CODE Z - GREASE FIT.-STR., 1/4 NPT
(OPTIONAL)
(OPTIONAL)
60-004-1564 60-004-1564 60-004-1564 60-004-156460-004-1564 60-004-156460-004-1564
-
-
-
-
-
-
---
----
----
INPUT
GEAR .
---
01-207-002058 1 PIPE PLUG (1/4 NPT) 01-207-0020 01-207-0020 01-207-0020
01-207-0020 01-207-0020 01-207-0020

Model 600 Spindle Drive service manual, SM600LS2-AG Page 3
Eskridge, Inc. Olathe, Ks. 913-782-1238 www.eskridgeinc.com
LUBRICATION & MAINTENANCE
Operating Position
Single stage
Oil Capacity
Double stage Triple stage
Oil Level
Horizontal Shaft - 17 qts / 16 Liters 19 qts / 18 Liters To horizontal centerline of
gear drive
Vertical Shaft (Pinion Up) - 26 qts / 24 Liters 28 qts / 26 Liters To side port on gear drive
base
Vertical Shaft (Pinion Down) 29 qts / 27 Liters 32 qts / 30 Liters To midway on upper/
primary gear set
Using the chart below, determine an appropriate lubricant viscosity. Use only EP (extreme pressure) or API GL-5 designated lubricants.
Change the lubricant after the first 50 hours of operation and at 500 hour intervals thereafter. The gear drive should be partially disas-
sembled to inspect gears and bearings at 1000 hour intervals.
80W90 conventional
75W90 conventional
85W140 conventional
75W90 synthetic
80W140 synthetic
Note: Ambient temperature is the air temperature measured in the immediate vicinity of the gearbox. A Gearbox exposed to the direct rays of
the sun or other radiant heat sources will operate at higher temperatures and therefore must be given special consideration. The max operating
temp must not be exceeded under any circumstances, regardless of ambient temperature.
Recommended ambient and operating temperatures for conventional and synthetic gear lubricants
-50 -25 0 25 50 75 100 125 150 175 200 225 250 F
-45 -32 -18 -4 10 24 38 52 66 79 93 107 121 C
Min Ambient/operating temp Max Operating temp
Max Ambient temp
ESKRIDGE MODEL 600 OIL CAPACITIES
ESKRIDGE PART NUMBER INTERPRETATION
Note: All standard Eskridge Geardrives are issued a descriptive part number which includes information regarding
the Model, means of shaft retention, base style, shaft style, input mounting, input shaft size, overall ratio and vari-
ous available options. For a detailed breakdown of this information, please refer to Eskridge product specification
sheets found at: http://www.eskridgeinc.com/geardrives/gearprodspecs.html
Model 600 Spindle Drive service manual, SM600LS2-AG Page 4
Eskridge, Inc. Olathe, Ks. 913-782-1238 www.eskridgeinc.com
Unit Teardown
1) Scribe a diagonal line across the outside of the unit from the
cover (2) to the base (1) before disassembly to aid in the proper
positioning of pieces during reassembly.
2) Remove drain plugs (42) and drain oil from unit. The oil will
drain out more quickly and completely if warm.
3) Remove the 20 3/4-10 capscrews (43) and
lockwashers (46) retaining the cover (2).
4) Remove the cover (2), thrust washer(s)/bearing(s) (30,31,32),
and input gear (17). Inspect o-ring (33); discard if damaged or
deformed.
5) Lift the planet carrier assembly out of the unit .
6) Remove ring gear(s)/spacer (8/10pri, 7sec) and subsequent
carrier assemblies. Inspect gear to gear and gear to base O-
ring(s) (33); as before, discard if damaged or deformed.
7) The unit is now disassembled into groups of parts.
The area(s) requiring service should be identified by thorough
inspection of the individual components after they have been
cleaned and dried.
Carrier Assembly Teardown
Rotate planet gears (12/13 pri;11 sec) to check for abnormal
noise or roughness in bearings. If further inspection or re-
placement is required, proceed as follows.
1) Primary: Drive roll pins (39) completely into the planet shafts
(19). Secondary: Remove planet shaft retaining rings (36),
spacers (21) and preload shims (20)
2) Slide planet shafts (19 pri/18 sec) out of carrier.
3) Remove planet gears (12/13 pri; 11 sec), washers (22 pri/21
sec) and bearings (29 pri;27/28 sec) from carrier (6).
4) Inspect the planet gear (12/13 pri; 11 sec), bearing bore and
planet shaft (19 pri/18 sec) and bearings (29 pri; 27/28 sec).
Check for spalling, bruising or other damage and replace com-
ponents as necessary.
5) Primary only: Remove roll pins (39) from planet shafts (19) us-
ing a 1/4 inch pin punch.
Carrier Reassembly
1) Primary: Planet shafts (19) should be installed with cham-
fered end of 1/4 inch roll pin hole towards outside diameter of
carrier (6); this will ease alignment of holes while inserting roll
pins (39). Secondary: Planet shafts must be installed aligning
the slot in the large end of the shaft with the roll pin protruding
into the shaft bore.
2) Primary: Drive roll pin (39) into the carrier hole and into planet
shaft to retain parts. Secondary: Install the first planet washer
(21) to the small end of the planet shaft, the appropriate num-
ber of preload shims (20) and then the second planet washer
(21) and retaining ring (36) Repeat for remaining planet gears.
Base Subassembly Teardown
1) Remove the output shaft lock ring (14) using a heel bar or pull-
er; if using a heel bar, be sure not to pry against the cage of the
inner spindle bearing (25). Remove the split ring segments (35)
and shims (15).
Caution: Since the shaft is no longer positively retained,
care should be taken to avoid injury. Care should also be
taken not to damage it while pressing through base.
2) Place base (1) exterior side down, on a plate or table.
Press output shaft out bottom of base by applying a load
to internal end of spindle (3) until it passes through inner
spindle bearing cone (25).
3) A gear puller may be used to remove the outer bearing
cone (23) from the spindle (3). If reusing old bearing cone,
do not pull on or damage roller cage.
Note: Press bearing cone onto output spindle by pressing
on inner race only. DO NOT press on roller cage, as it may
damage the bearing assembly.
4) Inspect inner and outer bearing cups (26 & 24). If cups are
damaged they must be replaced, drive them out using a
brass drift and utilizing the bearing knock-out notches in
the base (1)
Base Reassembly
1) Clean all foreign material from magnetic oil plugs located
In base (1).
2) Place base exterior side up on work table.
3) Apply a layer of lithium or general purpose bearing grease
to the roller contact surface of outer bearing cup (24).
4) Press outer bearing cone (23) onto the spindle (3) until it
seats against the shoulder.
5) Wipe the face of each half of the metal face seal (49) using
a lint-free wipe. No particles of any kind are permissible on
the sealing surfaces. (Even a hair is sufficient to hold the
seal surfaces apart and cause a leak.) Apply a thin film
of oil on the entire seal face of one or both seals using a
clean finger or lint-free applicator. Oil must not contact any
surfaces other than the sealing faces. (See Pages 6-8 for
seal inspection and service procedures.)
6) Place the spindle (3) with the outer bearing cone into the
base.
7) Flip shaft/base assembly, and apply lithium or
general purpose bearing grease to roller con-
tact surface of the inner cup (26), then press
inner bearing cone (25) onto shaft until it seats against
inner bearing cup.
8) Proper spindle bearing preload will result in
a rolling torque which varies between 200
to 300 in-lb. The bearing preload should be
tailored to your application; a low-speed application may
require a high pre-load, while high-speed applications
usually benefit from low pre-load. Adding shims (15) will
increase the pre-load on the bearing set. Determine your
pre-load requirement and install shims to obtain this pre-
load.
9) Install the Load-N-Lock™ halves (35) over the shims and
into the corresponding spindle groove. Then, install the
lock ring (14) over the Load-n-Lock halves (35B).
All subassembly service or repairs should be com-
plete at this time. Continue to Unit Assembly to com-
Model 600 Spindle Drive service manual, SM600LS2-AG Page 5
Eskridge, Inc. Olathe, Ks. 913-782-1238 www.eskridgeinc.com
plete buildup of unit.
Unit Reassembly
1) Install the secondary carrier assembly onto the output shaft;
aligning the splines of the carrier (5) with the output spindle
(3) splines and centering the three threaded holes in the ouput
spindle between the planet gears. Once aligned slide the car-
rier onto the spindle.
2) Install carrier retaining plate (47) & secure using provided 3/8-
24 Flathead capscrews (48). If using thread locking compound
to assist in screw retention, apply only a small amount to inter-
nal threads. Use of excess thread lock may cause screws to be
irremovable once compound has cured.
3) Lubricate o-ring (33) and install on the ring gear (7) pilot.
Caution: Hold ring gear by outside diameter or use lifting device
to prevent injury.
4) Align the gear teeth of secondary ring gear (7) with
the gear teeth of the planet gears (11) and place
ring gear on base aligning mounting holes of ring
gear with holes in base. Use the scribed line made
during disassembly for reference. With carrier in place, install
secondary sun gear.
Simple Planetary Primary, for compound primary skip to step 5C
5S) Install primary ring gear (with lubricated o-
ring in place), align mounting holes of ring gear
with holes in base using the scribed line made
during disassembly for reference. Install the primary carrier as-
sembly aligning gear teeth of ring gear with those of the planet
gears and place on base. Install the input gear (17).
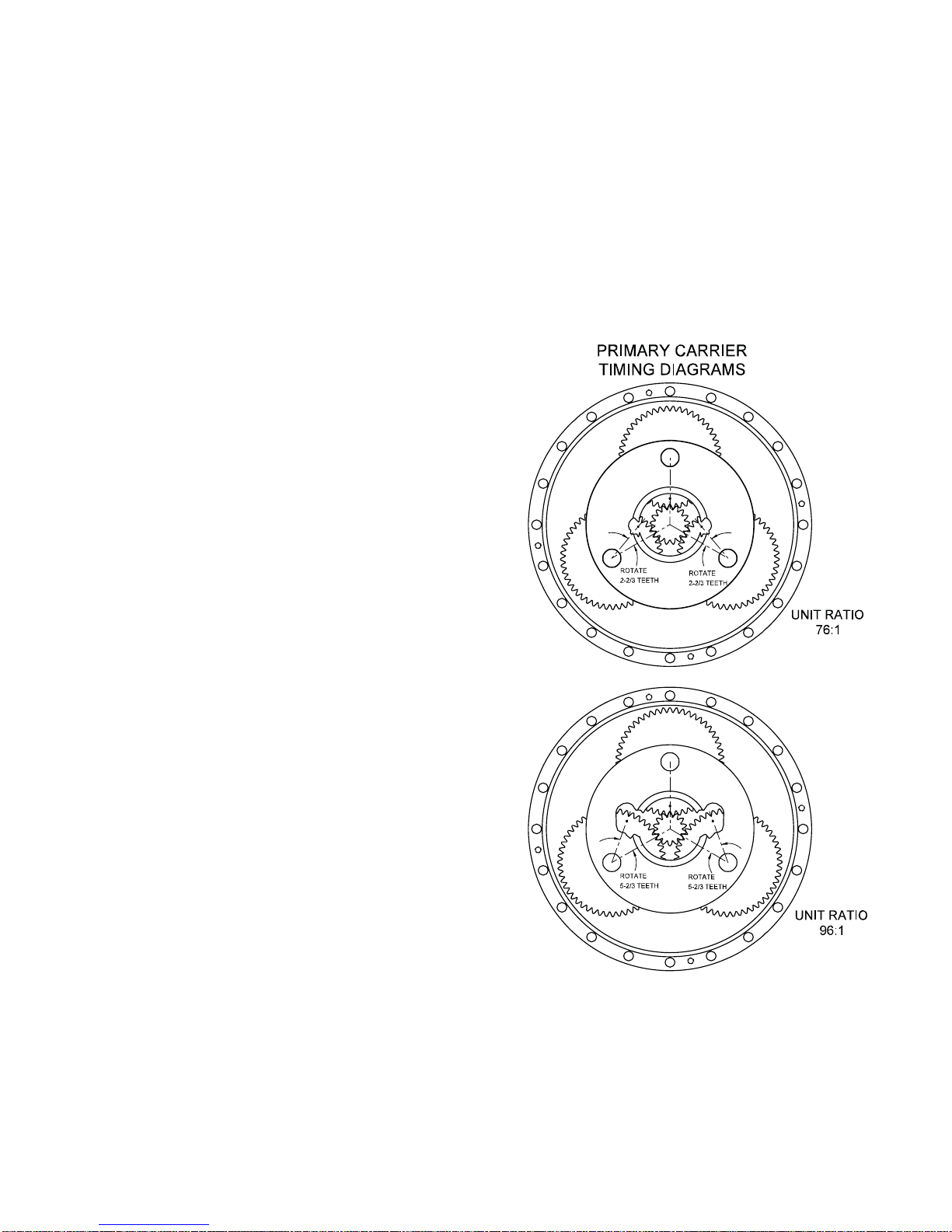
Compound primary (76:1 ratio and up):
5C) a) The planet gears will now need to be timed. Refer to the
diagram appropriate for your unit’s gear ratio (at right). The
planet gears each have a timing mark, usually a round punch
mark stamped into the surface which is shown as a circle on
the diagram.
b) As seen from above, start with the top planet gear with
it’s timing mark pointing straight down. Next, rotate the
lower left planet gear counterclockwise as indicated in the
timing diagram. Then rotate the lower right planet gear
clockwise as indicated.
c) Set the input gear (17) and the input thrust race (32) into
the center of the primary planet carrier assembly.
d) If compound primary ring gear (9) was not removed dur-
ing disassembly, then skip to step 7. Otherwise, bolt to the
inside of the cover (2) with twelve bolts (45). Use a remov-
able thread locking compound on the threads of the bolts
(45). Tighten to 110 ft.-lbs. dry or 80 ft.-lbs. lubricated.
e) Install primary ring spacer (10) w/ O-ring (33) in place.
6) Install the input to cover thrust washer (32) and carrier to cover
thrust washers (31, 2ea; 30, 1ea) Refer to exploded view for
details.
7) Noting the scribed line made during disassembly, (with lubri-
cated o-ring in place) align and install the cover (2).
8) Install and torque the 20 3/4-10 hex-head cap-
screws (43) with lockwashers (46). The torque for the
cap-screws: 380 ft-lb dry, 280 ft-lb if the fasteners are lu-
bricated.
9) Using a splined shaft to drive the input gear (17) ensure
that the unit spins freely.
10) Fill the unit to the proper level, as specified, with recom-
mended gear oil (refer to chart, page 3) after unit is sealed
with brake and/or motor.
The gearbox is now ready to use.The gear drive is now
ready to use.

Model 600 Spindle Drive service manual, SM600LS2-AG Page 6
Eskridge, Inc. Olathe, Ks. 913-782-1238 www.eskridgeinc.com
Seal Assembly for
Duo-Cone Seals
Installation Instructions courtesy Caterpillar, Inc.
Seal Assembly Contents:
(2) Metal Seal Rings
(2) Rubber Toric Rings
Terminology:
1 - Seal Ring 6 - Seal Ring Face
2 - Rubber Toric 7 - Seal Ring Ramp
3 - Housing Retainer Lip 8 - Seal Ring Retaining Lip
4 - Housing Ramp 9 - Installation Tool (Optional)
5 - Seal Ring Housing (Base/Shaft)
4
3
7
5
2
8
48
2
6
7
2
1

Model 600 Spindle Drive service manual, SM600LS2-AG Page 7
Eskridge, Inc. Olathe, Ks. 913-782-1238 www.eskridgeinc.com
2
9
1
Housing Preparation
The housing components (3, 4) that contact the rubber toric rings
must be free from foreign material (oil, grease, dirt, metal chips
dust or lint particles, etc.) before installing the seal. This should be
done with a lint-free wipe and a non-petroleum based solvent.
1) Remove any foreign material from the rubber torics (2), ramps
(7) and lips (8) of both seal rings. This should also be done
with a lint-free wipe and non-petroleum based solvent.
2) Dry with a clean wipe.
3) Place the rubber toric (2) on the metal seal ring (6) at the
bottomofthesealringramp(7)andagainsttheretaininglip(8)
(see illustration on previous page). Make sure
the rubber toric is straight on the seal ring and
not twisted. Be careful not to nick or cut the
torics during this assembly, as this can cause leaks.
4) Put the installation tool (9) onto the metal seal ring (6) and
rubber toric (2). Lightly dampen the lower half of the rubber
toric with the appropriate assembly lubricant. Techniques to
dampen the toric include wiping with a lint-free towel, lubricat-
ing using a clean foam brush, or dipping into a container lined
with towels saturated in the assembly lubricant (as shown).
Approved Assembly Lubricants*
Isopropyl Alcohol
Houghto-Grind 60 CT
Quaker® Solvo Clean 68-RAH
*Do not use Stanosol or any other liquid that leaves an oil film
or does not evaporate quickly.
Inspection of Worn Seals
Seals wear in an axial, rather than radial, direction (as depicted
in Figure Y). The total thickness of the flange is usable wear ma-
terial on the formed seal rings and good seal performance can
generally be expected until the flange is completely worn away.
Remaining service life can be estimated by measuring the ring
flange thickness, and using the chart below. Minimum flange
thickness required for reusability is 0.05” (1.27 mm).
Formed Seal Wear Chart
Flange Thickness
in (mm) Seal Wear
Percent Worn
0.075 (1.91) 0
0.062 (1.59) 25
0.050 (1.27) 50
0.038 (0.95) 75
0.025 (0.64) 100
0.012 (0.32) 125
0.000 (0.00) 150
The measured parameter used to check the remaining seal life is
flange thickness, at the outer edge (once any wear lip is removed).
The measurement must be made carefully because the shoulder
is only 0.06” (1.52 mm) from the edge of the flange.
Estimates of expected seal life are difficult, because there
are many differences in machine applications, job conditions,
maintenance and other factors that affect seal service life.
Mishandling Of Seals
Mishandling of seals during assembly can cause immediate leaks
or premature failure. Failure can occur due to cutting or tearing of
the elastomeric load ring, breakage of the sealing ring, contamina-
tion of the sealing face with dirt or lint, etc. When assembling metal
face seals, please carefully observe assembly instructions.
F
Figure Y
Development of a Wear
Lip in This Area Makes it
Necessary to Install a
New Seal
Measure Flange
Thickness Here

Model 600 Spindle Drive service manual, SM600LS2-AG Page 8
Eskridge, Inc. Olathe, Ks. 913-782-1238 www.eskridgeinc.com
Dim A
Installation Process
1) With the lower half of the rubber toric still wet, use the
installation tool (9) to position the seal ring (1) and the rub-
ber toric (2) squarely against the housing retainer lip (3)
(as shown).
2) Forsmaller diameter seals, usesuddenand even pressure
topushtherubbertoricundertheretaininglipofthehousing.
Forlargerdiameterseals,whichwillnotpressinwithsudden
andevenpressure,itisacceptabletoworkthetoricpastthe
retaining lip by starting on one side and tapping the oppo-
site side of the installation tool with a rubber mallet until it is
engaged past the retaining lip of the housing.
3) Check the assembled height (A) (see below) in
at least four places, 90º apart, using either a cali-
per, tool makers’ ruler or any other calibrated mea-
suring device. The difference in height around the
ring must not be more than 0.04” (1 mm). If small
adjustments are necessary, do not push or pull directly on
the seal ring. Use the installation tool (9) to push down
and your fingers to pull up uniformly on the rubber toric
and seal ring.
NOTE: The rubber toric can twist if it is not completely wet
during installation or if there are burrs or fins on the retain-
ing lip of the housing. Twists, misalignments and bulges of
the toric will result in seal failure. If correct installation is
not apparent, remove seal from the housing and repeat the
process.
The rubber toric must never slip on the ramps of either the
sealringorthehousing.Topreventslippage,allowadequate
evaporation time for the lubricant before proceeding with
further assembly. Once correctly in place, the rubber toric
must roll on the ramp only.
4) Wipe each seal ring face (6) using a lint-free wipe. No par-
ticles of any kind are permissible on the sealing surfaces.
(Even a hair is sufficient to hold the seal surfaces apart
and cause a leak.)
5) Apply a thin film of oil on the entire seal face (6) of one or
both seals using a clean finger or lint-free applicator. Oil
must not contact surfaces other than the sealing faces.
NOTE: Mishandling of seals during assembly can cause
immediate leaks or premature failure. Failure can occur due
to curing or tearing of the elastromeric load ring, breakage
of the sealing ring, contamination of the sealing face with
dirt or lint, etc. When assembling metal face seals, please
carefully observe assembly instructions.
Final Assembly
While completing the final assembly of the unit, make sure
that both housings are in correct alignment and are concentric.
Slowly bring the two housings together. High impact can scratch
or break the seal components.
If the rubber toric slips at any location, it will twist, causing the
seal rings to cock. Any wobbling motion of the seal is an indica-
tion of cocked seals and can cause dirt to enter by pumping mud
past the torics.
Table of contents
Other Eskridge DC Drive manuals




Popular DC Drive manuals by other brands

Aerotech
Aerotech XC4 Hardware manual

Danfoss
Danfoss VLT PTC Thermistor Card MCB 112 operating guide

KB Electronics
KB Electronics Penta Power KBRG-255 Installation and operating instructions

WEG
WEG DeviceNet CFW500 Quick setup guide

Twin Disc
Twin Disc AM080 Operator's manual

RIB
RIB KING FAST Simplified instructions











