INSTRUCTION MANUAL
This product is designed to be used with an abrasive product for grinding, cutting, or sanding, polishing
materials. The abrasive product to be used on each tool is shown below in this manual. No other use
permitted. For professional use only.
AIR LINE FILTER AND LUBRICATOR
It is necessary to get rid of moisture and dirt from the air line and give proper lubrication. If moisture, dirt
and/or other impurities are put in the tool, it may cause seize of the motor part, unnecessary wear of parts and
reduced performance. Air filter and air lubricator are recommended to be fitted as close as practicable to the
tool in use.
LUBRICANTS
Seek medical advice immediately if any lubricant should contaminate the eyes or be accidentally ingested. If
air line lubricator is not used, lubricate the motor part with ISOVG32 turbine oil or equivalent oil daily before
use. Do not burst into full speed operation after lubrication, or it may cause overspeed. Lithium system grease
is recommended for lubrication of bearings, cam and clutch part, gears and gear cases. Lubricate them when
giving maintenance or periodical inspection. Following are recommended lubricants.
MOTOR PART
Castrol Alphasyn T32
Mobil Mobil SHC 624
Texaco RD Lube 32
Kuwait Petroleum Q8 Schuman ISO VG32
Statoil Mereta 32
BEARING, GEAR, CLUTCH AND CAM
BP Energrese LS-EP2
Castrol Spheerol EP L2
Esso Beacon 2
Shell Alvania Grease EP2
Mobil Mobilplex 47
Texaco Multifak EP2
Kuwait Petroleum Q8 Rembrandt EP
When handling lubricants regularly, wear suitable clothes of impervious material. Clothing contaminated by
lubricants should be changed.
MAINTENANCE AND REPAIRS
The tool must be properly maintained and tested by competent and trained personnel. At any sign of
malfunction or unusual behavior, the tool should be taken out of service for examination and repair. If
necessary, you can get necessary information and instructions for repairs and maintenance from the
manufacturer or manufacturer's authorized agent in your country. It is recommended to dismantle the tool for
overhauling and cleaning periodically after 500 hours of operation or once every six months. When replacing
parts, be sure to use genuine Fuji Air Tools replacement parts. If not, it may result in decreased performance
and increased maintenance. When giving maintenance or repairs, be sure to disconnect the tool from the air
line or to shut off the air line.
Before clearing the tool for use, make sure that it has been correctly assembled with all fasteners tightened.
When giving maintenance or repairs to the speed governor, be sure to make it properly without any mistake. If
there should be any doubt about it, be sure to consult and get proper information from FUJI’s appointed
distributor and repairer. Any single mistake in fixing the speed governor may cause a serious accident. Be
sure to check after each repairing service and maintenance that the speed governor works properly and that
the free speed of the tool is less than the maximum speed displayed on the tool.
KEEPING TOOL AFTER USE
Always keep the tool clean so that it can be used properly and safely whenever necessary.
When storing the tool after use, keep the tool in a safe way.
DISPOSAL OF TOOL
The tool is made of steel, casting iron, brass, bronze casting, aluminum alloy, rubber and plastic components
or using some of those materials. When disposing of the tool, be sure not to cause pollution to human beings
and environment.
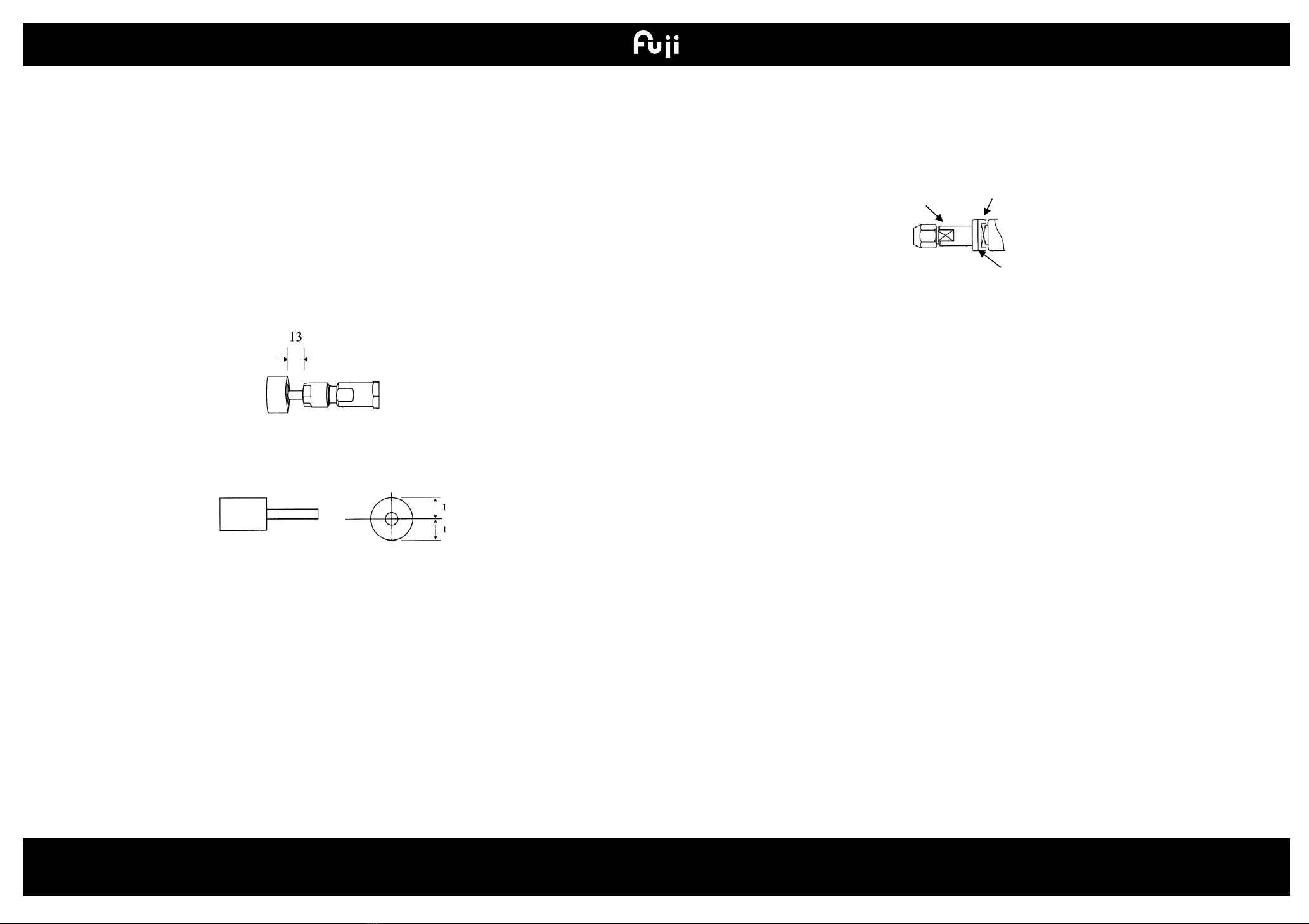
CORRECT WHEEL GUARD AND FLANGES FOR GRINDERS
Always use the recommended wheel guard and wheel flanges only and make sure that they are mounted in
the right places not too loose and not too tight when mounting the abrasive product to the grinder. Only trained
personnel who well know how to mount the abrasive product, the wheel guard and the flanges on the tool
must do this task.
Do not use a wheel guard and wheel flanges that are damaged, severely worn, nicked, bent, warped and
burred. Do not reform them.
CORRECT BACKING PAD AND FLANGES FOR SANDERS
Always use the recommended backing pad and flanges only and make sure that they are mounted in the right
places not too loose and not too tight when mounting the abrasive product to the sander. Only trained
personnel who well know how to mount the abrasive product on the tool must do this task.
Be sure to use a backing pad that fully supports the sanding disc over its diameter.
Do not use a backing pad and flanges that are damaged, severely worn, nicked, bent, warped and burred. Do
not reform them.