5
Global Manufacturing, Inc ®800.551.3569 TOLL FREE USA & CANADA
1801 East 22nd Street 501.374.7416 TEL 501.376.7147 FAX
Little Rock, AR 72206 USA www.GlobalManufacturing.com
AIR BLASTER SVIBRA T O R SVIBRA T O R S
Troubleshooting
Problem Probable Cause Solution
Vibrator
runs
slowly or
does not
operate
Air line is blocked, restricted, or is connected to
the exhaust port and not to the inlet port.
Remove restriction in the air line. Check for kinked air
line. Check hose connections.
Pipe or hose size is inadequate for distance from
compressor.
The air line should be at least equal to vibrator inlet
port.
Contamination is in the vibrator. Disassemble vibrator and clean.
Faulty control valve. Clean, repair, or replace.
Start valve should be within 6’ of vibrator.
Inadequate air supply to operate vibrator. Check compressor. Provide more volume of air to
vibrator.
Vibrator
makes
excessive
noise
Mounting is not rigid. Check mounting bolts, broken welds, or fatigue in
structure.
Mufer not used. Use exhaust mufer.
Hopper or bin is empty. Do not run vibrator on an empty hopper or bin.
Ball and/or raceway rings may be worn out. Rebuild vibrator with repair kit.
VI. Performance Data and Troubleshooting
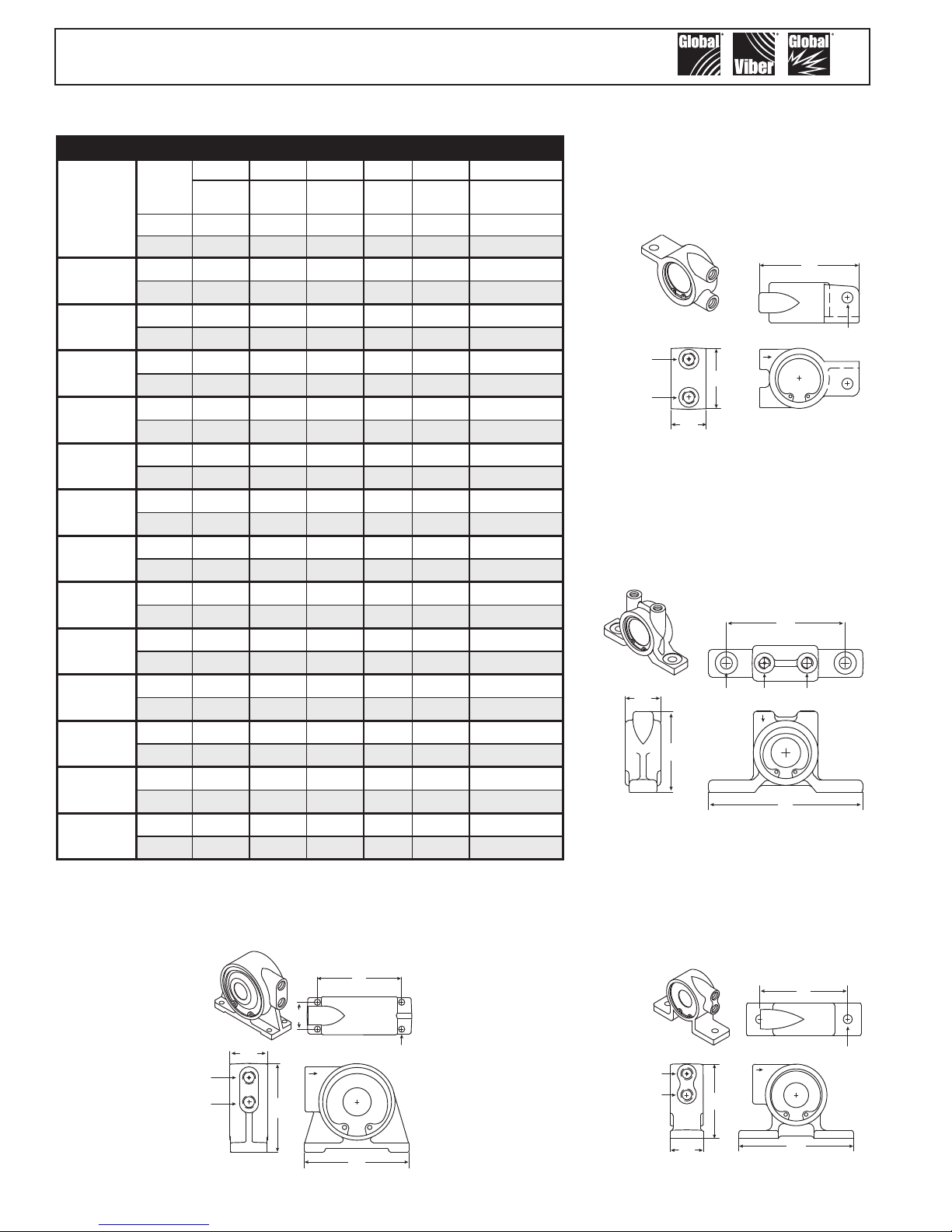
Ball Vibrator Performance Data
Vibrator
Model
Unbalance
Air Pressure
Start Minimum 20 psi (1.4 bar) 40 psi (2.8 bar) 60 psi (4.1 bar) 80 psi (5.5 bar)
VERT HORZ SPEED FLOW FORCE SPEED FLOW FORCE SPEED FLOW FORCE SPEED FLOW FORCE
lb-in psi psi
rpm
cfm lb
rpm
cfm lb
rpm
cfm lb
rpm
cfm lb
kg-mm bar bar lpm N lpm N lpm N lpm N
BS-10
0.003 5 2
16,000 4.3 25 20,000 7.0 38 22,000 9.0 45 22,800 10.8 50
0.392 0.3 0.1 122 111 198 169 255 200 306 223
BS-16
0.020 15 7
9,400 4.1 50 13,000 6.4 93 14,000 8.2 110 14,800 10.0 124
2.30 1.0 0.5 116 222 181 414 232 489 283 553
BS-19
0.043 20 10
8,600 5.5 89 11,000 8.4 150 13,000 11.0 200 14,800 13.7 267
4.95 1.4 0.7 156 396 238 667 311 890 388 1190
BS-25
0.120 30 15
5,700 7.5 110 6,900 12.0 160 8,200 16.0 230 9,600 19.8 314
13.8 2.1 1.0 212 489 340 712 453 1023 561 1397
US-13
0.009 5 2
13,000 6.5 45 18,000 11.0 84 20,000 15.0 110 22,400 19.0 133
1.07 0.3 0.1 184 200 311 374 425 489 538 589
US-19
0.043 20 10
8,700 5.5 92 11,000 8.4 160 13,000 12.0 210
15,000
16.0 275
4.95 1.4 0.7 156 409 238 712 340 934 453 1222
US-25
0.120 30 15
6,300 7.0 140 8,400 12.0 240 9,100 16.0 280 9,600 20.0 314
13.8 2.1 1.0 198 623 340 1068 453 1246 566 1397
US-38
0.520 50 25
4,300 12.0 270 5,600 19.0 470 6,000 25.0 540 6,200 31.0 568
59.9 3.4 1.7 340 1201 538 2091 708 2402 878 2525
CS-19
0.043 20 10
9,100 5.7 100 12,000 8.4 170 14,000 12.0 220 17,000 15.7 353
4.95 1.4 0.7 161 445 238 756 340 979 445 1570
CS-25
0.120 30 15
6,300 7.8 130 8,100 13.0 220 9,200 18.0 290 10,000 22.3 341
13.8 2.1 1.0 221 578 368 979 510 1290 631 1516
CS-35
0.240 50 25
5,300 7.8 190 6,700 13.0 310 7,600 16.0 390 8,100 19.0 447
27.7 3.4 1.7 221 845 368 1379 453 1735 538 1989
DS-41
0.820 55 25
3,200 13.0 240 4,000 21.0 370 4,400 27.0 450 4,700 33.7 514
94.5 3.8 1.7 368 1068 595 1646 765 2002 954 2288
DS-51
1.300 60 30
3,100 13.0 350 4,000 20.0 580 4,300
27.0 680 4,400
33.7 715
149.8 4.1 2.1 368 1557 566 2580 765 3025 954 3179