Caution: When you do maintenance or repair on CNC machines and their components, you must always follow basic safety
precautions. This decreases the risk of injury and mechanical damage.
Do these steps before you do work in the machine or in the control cabinet:
Set the main circuit breaker to the [OFF] position.
Use an approved lock with an approved safety tag. Always follow lock-out procedures in accordance to local government
rules.
After turning off the machine, wait at least 5 minutes before working in the control cabinet, to allow power to dissipate. Wait
for the voltage indicator LED on the vector drive to go off completely.
Always turn off the main air supply when you work on any part of the pneumatic system.
Make sure to rest the spindle head on a block of wood when work is done on a vertical axis. This will prevent any unintended
movement that could result in the axis falling.
Never alter any safety circuits on the machine.
You should not do machine repair or service procedures unless you are qualified and knowledgeable about the processes. Serious
damage to the machine components can result in costly repairs. The service technicians at your Haas Factory Outlet (HFO) have
the training and experience, and are certified to do these tasks safely and correctly. The repair and service work performed by your
HFO is protected with a limited warranty.
Danger: Some service procedures can be dangerous or life-threatening. DO NOT attempt a procedure that you do not fully
understand. If you have any doubts about doing a procedure contact your Haas Factory Outlet (HFO) and schedule a service visit.
Prerequisites
Caution: The initial installation of this rotary must be done by a certified Haas Service Technician. Initial installation by
non-certified personnel invalidates the warranty of the rotary.
The machine must have a fourth and fifth axis drive installed for the rotary to operate.
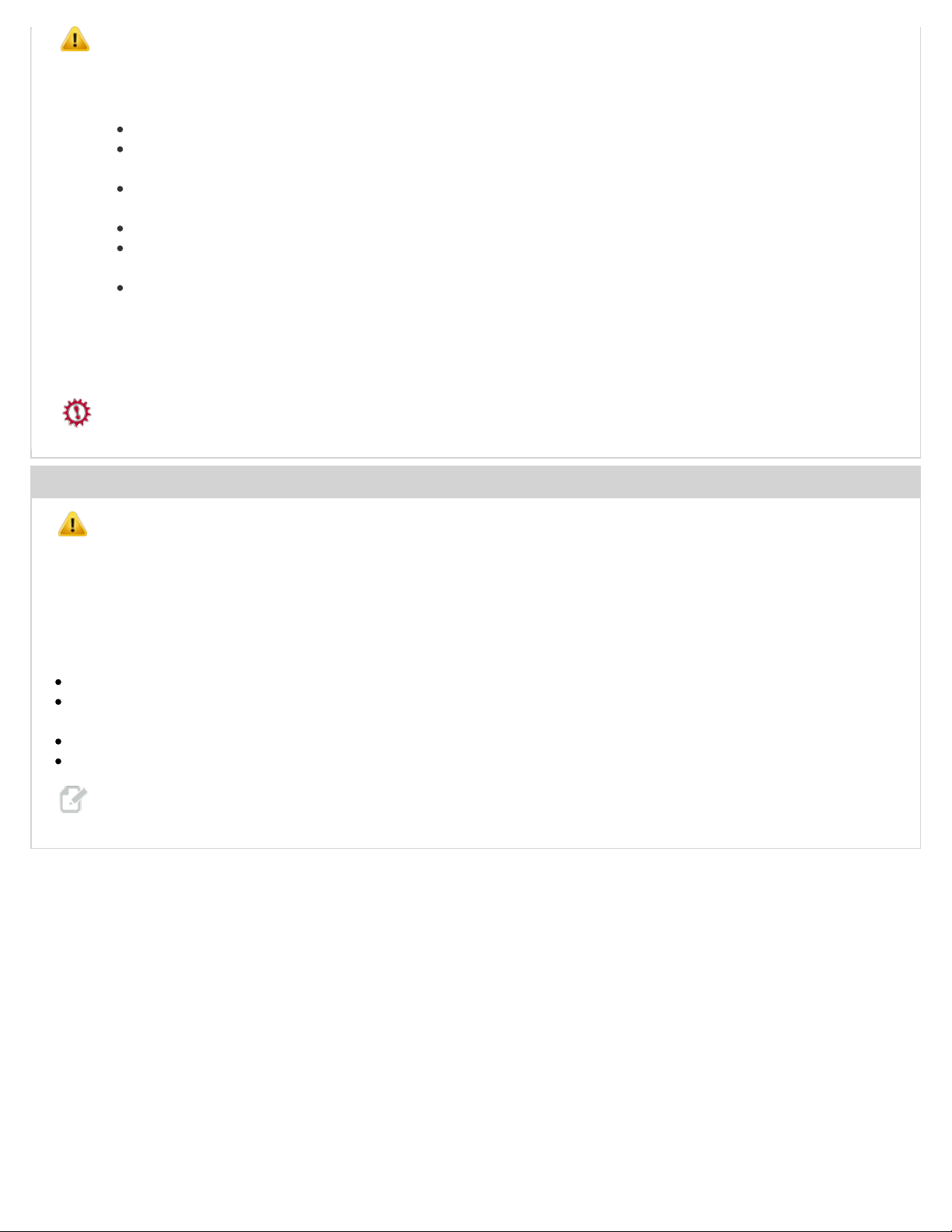
Get the name and version of the rotary model from the rotary nameplate.
Refer to the Tools Required section for images of these tools:
Lifting Chain or Strap [1] - The chain or strap must be rated for the weight of the rotary.
Spreader Beam [2] - A spreader beam is recommended to keep the lifting chains vertical. It must be rated to the weight for
the rotary. The width of the spreader beam must be the same as the width between the lifting eye bolts.
Lifting Device [3] - A lifting device, such as a forklift, lifting hoist, etc, must be rated for the weight of the rotary.
Dial Indicator [4] - The dial indicator must be able to measure 0.0001” (0.003 mm)
Note: To find the weight of your rotary go to www.haascnc.com. Search for your rotary. Select it from the list results. The
weight will be listed in the "Specifications" section.



































{kind=link}
{kind=link}
{kind=link}
{kind=link}