3
Diese Maschine/dieses Werkzeug ist nicht für andere als in dieser Betriebsanleitung beschriebene Arbeiten geeignet
und bestimmt (siehe Punkt 3).
Im Falle von Missbrauch haften wir nicht für daraus resultierende Schäden.
2.2 Weitere Sicherheitsregeln beim Umgang mit der Alcu-Press
• Aufbau, Inbetriebnahme und das Einrichten der Maschine/des Werkzeugs darf nur durch fachkundiges Personal erfolgen, das diese
Betriebsanleitung gelesen und verstanden hat.
• Verwenden Sie zum Werkzeugwechsel immer Handschuhe – die Werkzeugschneiden sind scharf!
• Versichern Sie sich, dass beim Anschluss des hydraulischen Antriebs, der Antrieb ausgeschaltet und dessen Hydraulikleitung drucklos ist.
• Stellen Sie sicher, dass beim Aufbau, der Reinigung und beim Werkzeugwechsel die Maschine drucklos ist (Antrieb ausschalten).
• Leitungen und Hydraulikschläuche nicht knicken und keine Stolperfallen bilden.
• Der maximale Betriebsdruck von 450 bar darf nicht überschritten werden.
• Schutzeinrichtungen dürfen weder demontiert noch außer Betrieb gesetzt werden.
• Schutzeinrichtungen dürfen nur für Einstellarbeiten entfernt werden.
• Schalten Sie die Maschine nach Beendigung der Arbeit drucklos und den Antrieb aus. Beachten Sie die Bedienungsanleitung ihres hydraulischen
Antriebs (siehe auch Punkt 3).
Für auftretende Schäden, ausgelöst durch unsachgemäße Installation oder Nichtbefolgen der Sicherheitsvorschriften oder
Missbrauch, kann die häwa GmbH nicht haftbar gemacht werden.
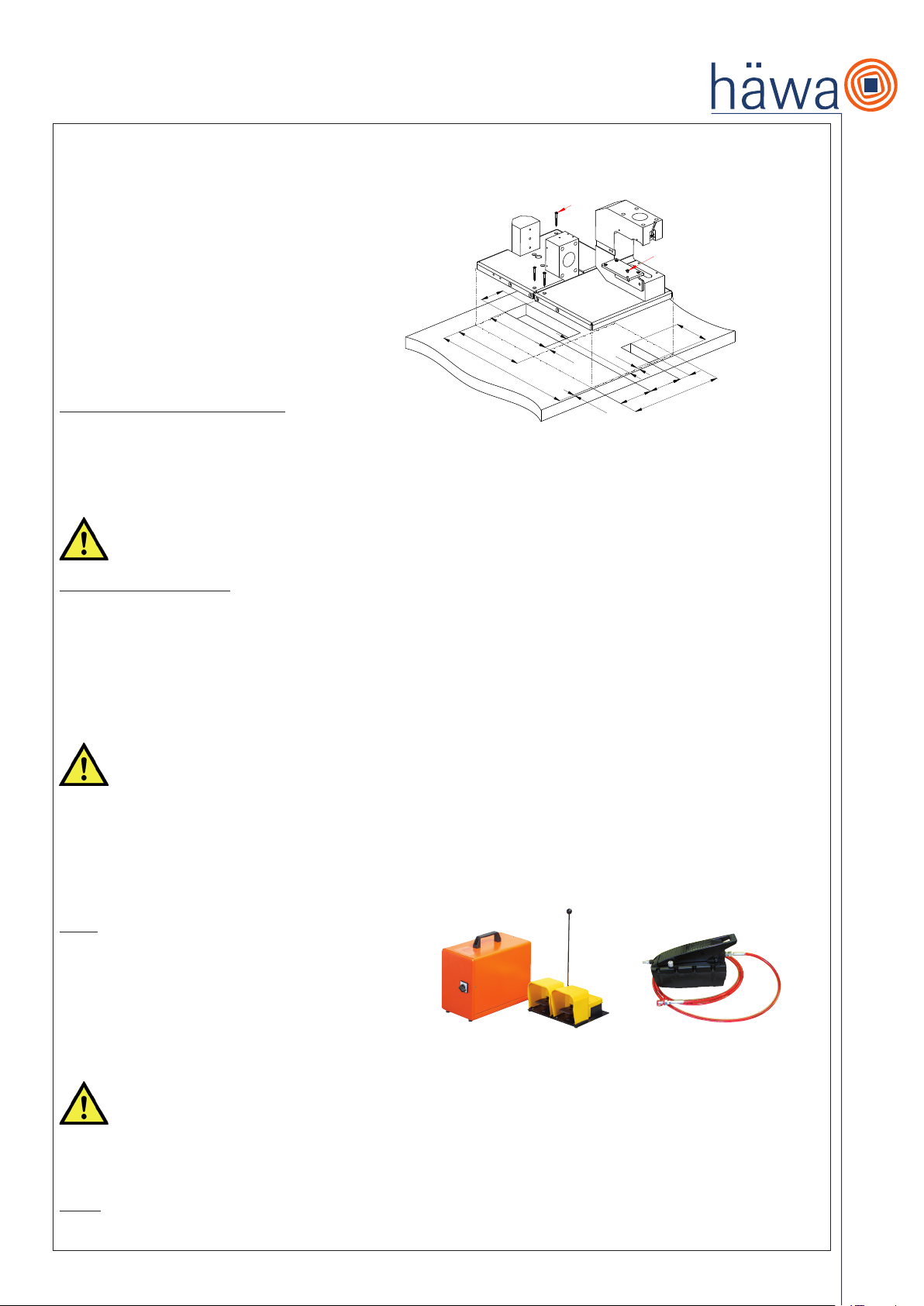
3. Merkmale
Die Alcu-Press 2605 wird speziell zum Bearbeiten von massiven Kupfer- und Aluminiumschienen verwendet.
Innerhalb bestimmter Grenzen können ebenfalls lamellierte Kupferschienen bearbeitet werden.
Kurze Bearbeitungszeiten durch einfaches Einlegen und Entnehmen der Werkstücke.
Die Alcu-Press 2605 besitzt eine EG-Konformitätserklärung in Verbindung mit hydraulischen Antrieben von häwa GmbH und entspricht den Angaben
der Maschinenrichtlinie 2006/42/EG.
ACHTUNG:
Wird ein anderer Antrieb verwendet, gilt die Konformitätserklärung nur als Einbauerklärung. In diesem Fall muss vom Inbetriebnehmer der
Nachweis erbracht werden, dass die komplette Anlage den Bestimmungen der Maschinenrichtlinie entspricht.
Zu beachten sind dabei u. a. die Angaben unter Punkt 8 „Technische Daten und Einsatzgrenzen“ in dieser Betriebsanleitung.
Technische Änderungen im Rahmen der Weiterentwicklung der Maschine/des Werkzeugs bleiben vorbehalten.
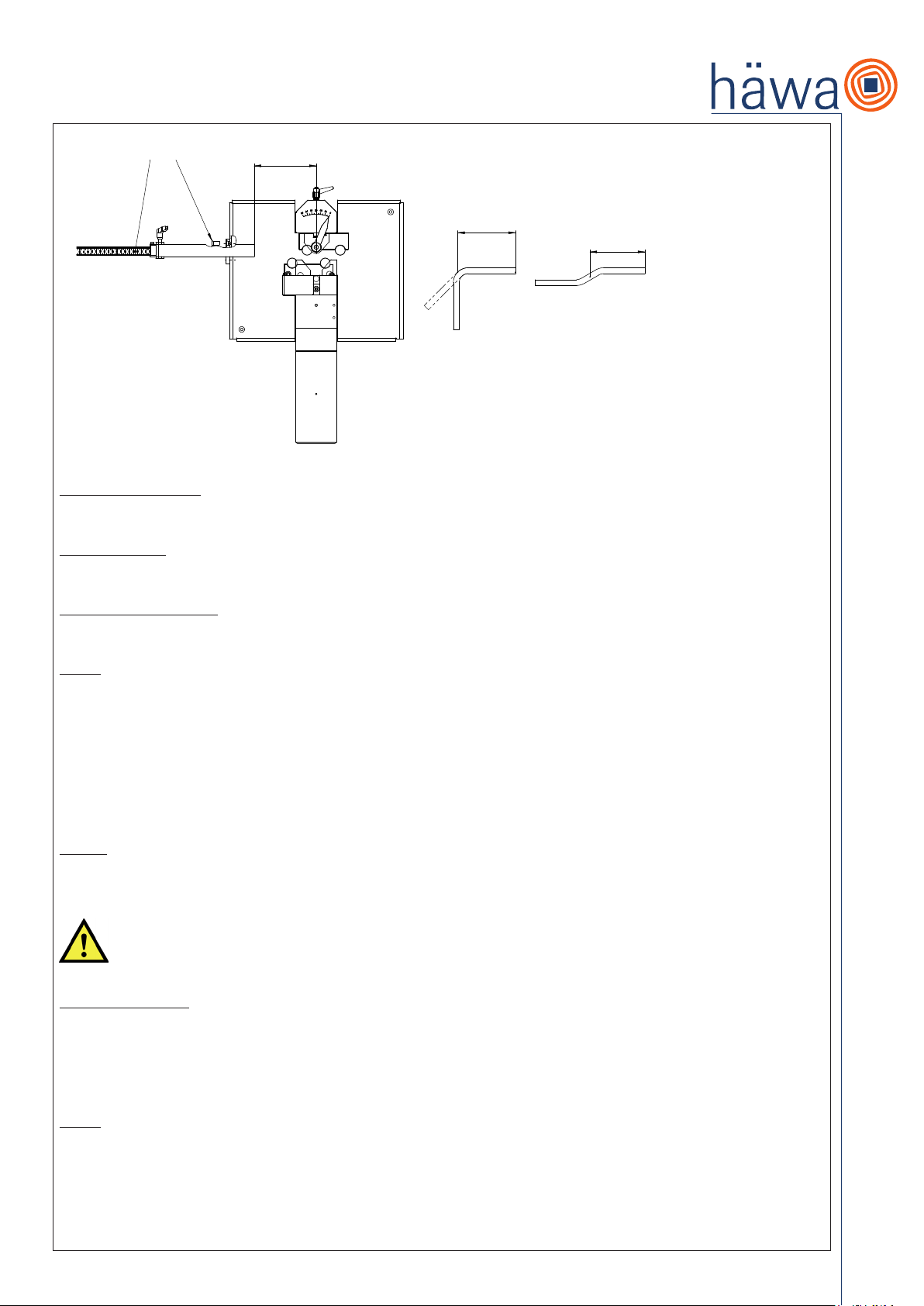
3.1 Bestimmungsgemäße Verwendung
Die Alcu-Press 2605 ist für das Lochen, Ablängen, Biegen und Absetzen von massiven Kupfer- und Aluminiumschienen konzipiert.
Beim Bearbeiten von lamelliertem Kupfer stehen die Funktionen Lochen, Biegen und Absetzen zur Verfügung. Der Antrieb erfolgt hydraulisch.
Die Handhabung der Alcu-Press 2605 muss entsprechend den Vorgaben in dieser Betriebsanleitung erfolgen – siehe Punkt 2 „Sicherheitsbestim-
mungen“, Punkt 7 „Bediener Praxis“ und Punkt 8 „Technische Daten und Einsatzgrenzen“.
Jede nicht bestimmungsgemäße Verwendung oder unsachgemäße Handhabung sind ein unerlaubter Fehlgebrauch außerhalb der gesetzlichen
Haftungsgrenzen des Herstellers.
3.2 Vorhersehbarer Fehlgebrauch bzw. unsachgemäße Handhabung
Bei jeder Änderung an der Maschine/am Werkzeug und bei vorhersehbarem Fehlgebrauch bzw. unsachgemäßer Handhabung der Alcu-Press 2605
erlischt die EG-Konformitätserklärung des Herstellers und damit automatisch die Betriebserlaubnis.
Vorhersehbarer Fehlgebrauch bzw. unsachgemäßer Handhabung sind:
• Betrieb im Freien
• Betrieb im unbefestigten Zustand
• Betrieb bei entfernten Schutzeinrichtungen
• Betrieb mit stumpfen Werkzeugen
• Qualifikation von Bedienpersonal nicht ausreichend
• Keine bestimmungsgemäße Verwendung