CONTENT
1 Summary ........................................................................................................................................
1
1.1 Model introduction ..............................................................................................................................1
1.2 Features .............................................................................................................................................. 1
1.3 Usage .................................................................................................................................................. 1
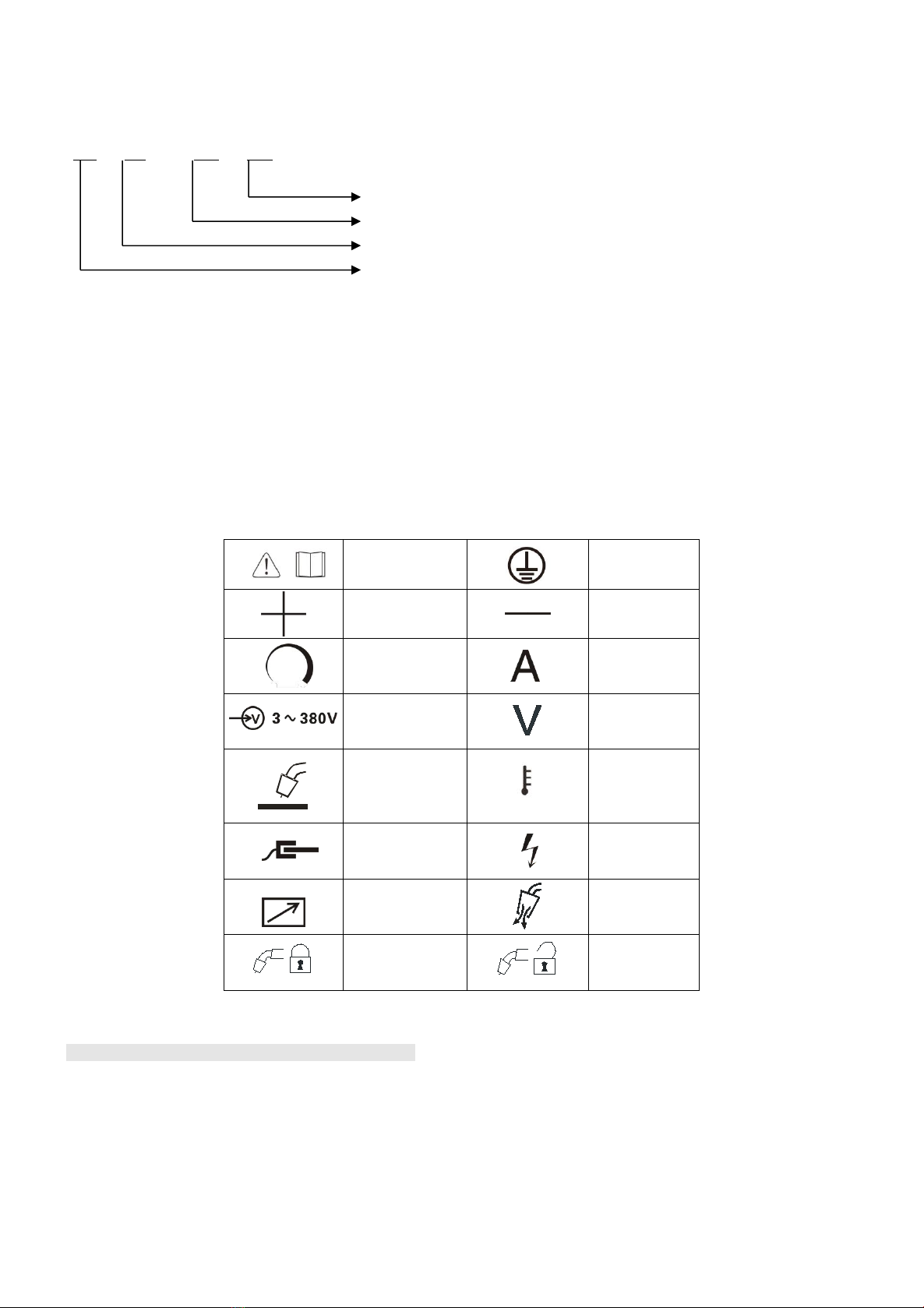
1.4 Symbols Introduction ........................................................................................................................... 1
1.5 Safety attentions ..................................................................................................................................1
2 Working condition and environment ...............................................................................................
2
2.1 Operation place ................................................................................................................................... 2
2.2 Power supply .......................................................................................................................................2
3 Technical Parameters ......................................................................................................................
2
4 Products system introduction ..........................................................................................................
3
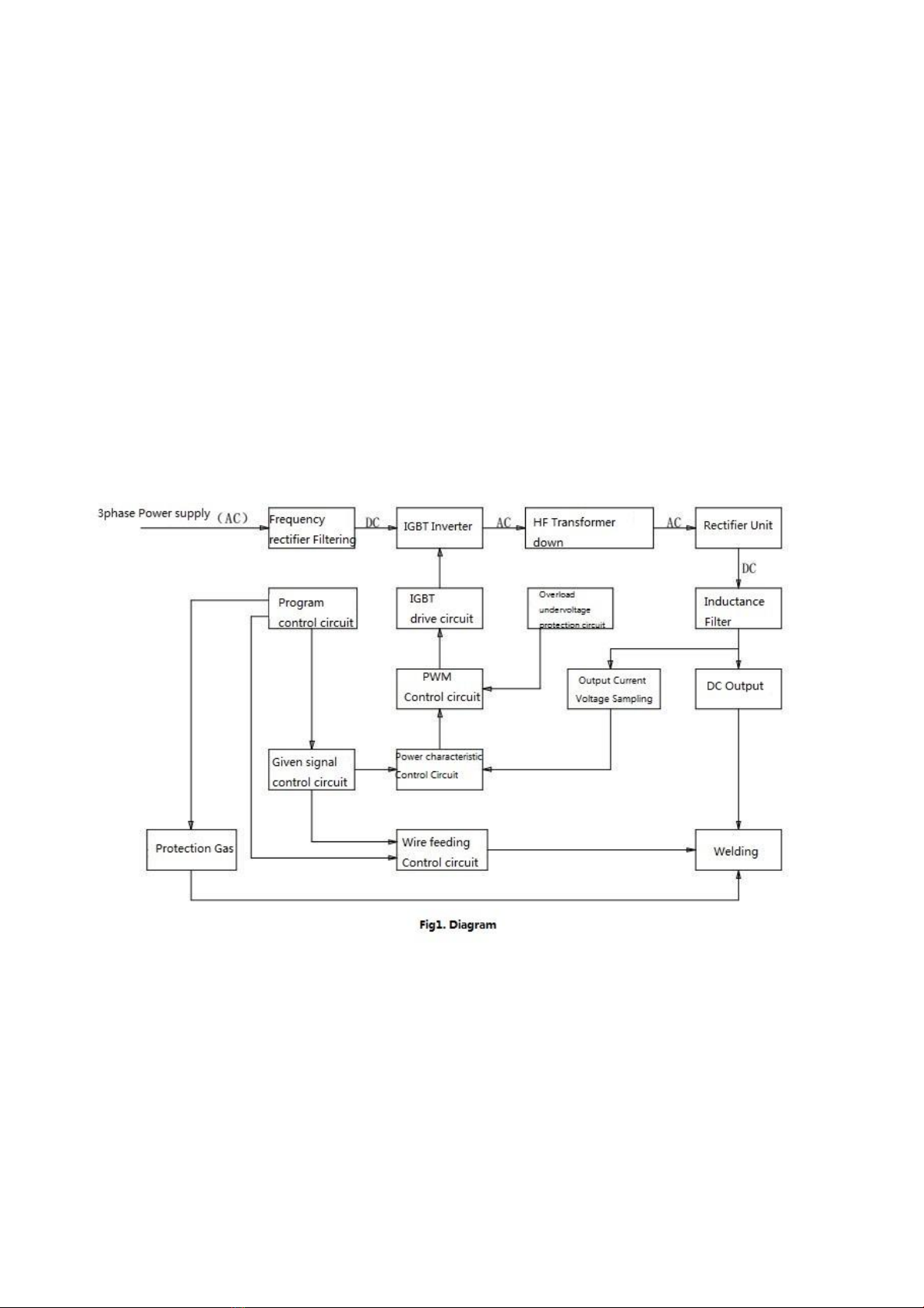
4.1 Summarize of working principles ..........................................................................................................3
4.2 Main electric diagram .......................................................................................................................... 3
4.3 Block schematic diagram ......................................................................................................................3
5 Panel function introduction .............................................................................................................
4
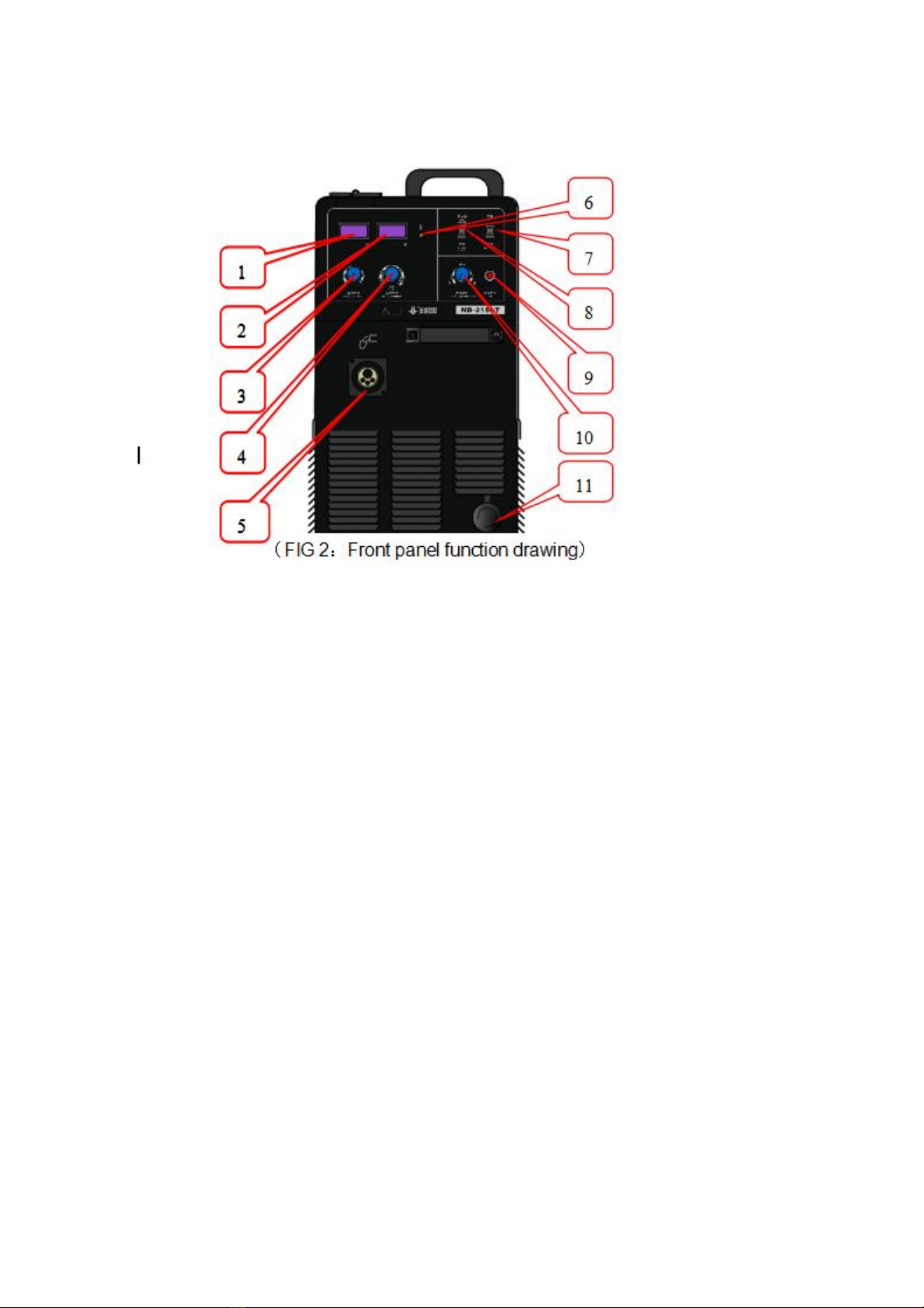
5.1 Front Panel function drawing ............................................................................................................... 4
5.2 Rear Panel Function Drawing ................................................................................................................5
Gas bottle bracket(Optional)introduction and installation drawing ............................................................. 5
6 Installation .....................................................................................................................................
7
6.1 Power supply: ...................................................................................................................................... 7
6.2 Installation (please refer to figure 8) .....................................................................................................7
7 Operation .......................................................................................................................................
7
7.1 Operating instructions ..........................................................................................................................7
7.2 Matters need attention ........................................................................................................................ 8
8 Maintenance and repairing .............................................................................................................
9
8.1 Matters need attention ........................................................................................................................ 9
8.2 Maintenance ....................................................................................................................................... 9
8.3 Trouble shooting ..................................................................................................................................9
8.4 Main parts list ..................................................................................................................................10
9 Packing list ..................................................................................................................................
13
10 Drawing ....................................................................................................................................
14