6
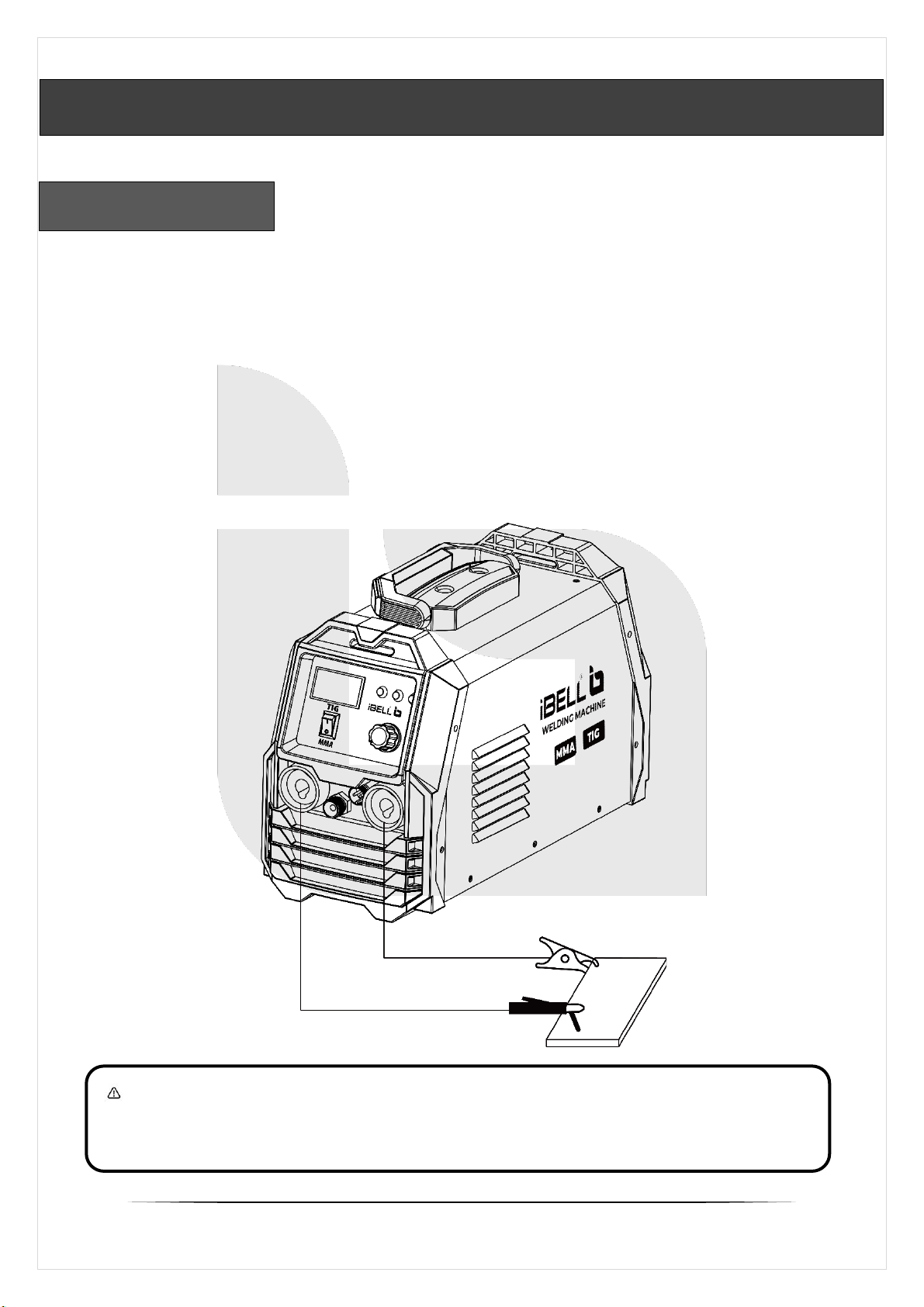
T220-105 and T250-106 Welding machines function both as
Tungsten Inert Gas (TIG) and MMA (Manual Metal Arc) Machine.
▪In Tungsten Inert Gas (TIG) welding, a non-consumable
tungsten electrode is used to produce the weld. The weld area
and electrode are protected by an inert shielding gas (argon)
from oxidation or other atmospheric contamination. A filler
metal is normally used. A constant-current welding power
supply produces electrical energy, which is conducted across the
arc through a column of highly ionized gas and metal vapours.
TIG is most commonly used to weld thin sections of stainless
steel and non-ferrous metals such as aluminium, magnesium,
and copper alloys.
▪In Manual Metal Arc Welding (MMA), with consumable, flux-
covered electrode and a ground clamp, a short-circuit is initially
made on the weld piece. An electric arc forms between electrode
and work-piece, which heats up enough to melt both. As the
electrode melts, the flux coating on the electrode develops gas
and slag, which help protect the weld pool. The gas keeps air and
other pollutants away, while slag forms on top of the weld pool to
protect the weld seam.
▪The machine uses a high performance IGBT Technology, which
is very useful as they give power that can be used for different
welding processes.
Hot Start provides excellent arc ignition without the electrode
sticking and avoiding any metallurgical default in the weld. Its
Anti-sticking feature minimizes the short circuit current in the
event of the electrode sticking to the work piece.
VRD (Voltage Reduction Device) in-built function provides an
additional measure of safety.
Arc force in-built improves the weld performance on the specified
size of electrodes to be used, making the job easier.