Imdes DINO-CONDENS-IT User manual

IMDES CREATIVE SOLUTIONS Schulstrasse 21 D-48455 Bad Bentheim /Gildehaus Germany T:+49(0)5924-997337 E: info@imdes.de
www.imdes.de SKYPE marc.van Stralen © 2019 IMDES CREATIVE SOLUTIONS
1
.
DINO CONDENS-
IT PROFILER
The perfect method to solder SMD-components at the highest solder quality
Preliminary Owner's Manual
Version 2.0Tuesday, February 5, 2019
Mini Vapor Phase –Reflow –Soldering Machine
Ideal for Hobbyist, Laboratory, single pieces, proto-types and small quantities
www.imdes.de

IMDES CREATIVE SOLUTIONS Schulstrasse 21 D-48455 Bad Bentheim /Gildehaus Germany T:+49(0)5924-997337 E: info@imdes.de
www.imdes.de SKYPE marc.van Stralen © 2019 IMDES CREATIVE SOLUTIONS
2
Imdes Mini Condensation Reflow Soldering Systems
The
DINO-CONDENS-IT
Owner's Manual
© 2019 IMDES CREATIVE SOLUTIONS
All Rights Reserved
Reproduction of this document in any form is expressly forbidden unless explicitly
authorized in writing by IMDES CREATIVE SOLUTIONS
Information contained in this document may contain technical inaccuracies or
typographical errors. Information may be changed or updated without notice.
IMDES CREATIVE SOLUTIONS may make improvements and/or changes in the
materials/machine at any time without prior notice.
All materials are provided "as is". IMDES CREATIVE SOLUTIONS makes no
representations or warranties, expressed or implied to the accuracy of the
copyrighted materials. IMDES CREATIVE SOLUTIONS will not be liable for any
direct, indirect, special or consequential damages arising out of any use of the
document/machine.
IMDES CREATIVE SOLUTIONS
Schulstrasse 21 D 48455 Bad Bentheim Germany
Phone: +49(0)5924-997337• Fax: : +49(0)5924-997338
Email: [email protected]
Internet: www.imde.de
Editor: Marc van Stralen

IMDES CREATIVE SOLUTIONS Schulstrasse 21 D-48455 Bad Bentheim /Gildehaus Germany T:+49(0)5924-997337 E: info@imdes.de
www.imdes.de SKYPE marc.van Stralen © 2019 IMDES CREATIVE SOLUTIONS
3
Table of Contents
PAGE
1.0 Introduction
5
1.1 Technical data
5
1.2 Scope of the DINO-CONDENS-
IT
5
1.3 Introduction to Condensation Soldering
6
1.4 How Does it Work?
6
1.5 Features
6
1.6 Why Condensation Soldering
7
1.7 Benefits of Condensation Soldering
7
1.8 The advantages at a glance
8
1.9 Heat Level Adjustment Method
9
1.10 System Description DINO-CONDENS-
IT
11
1.11 Safety Features
11
1.12.1 Process chamber cover sensor
11
1.12.2 Steam Ceiling Height Sensor
11
1.12.3 Overheating sensor of heating surface temperature (fail Safe)
11
1.12.4 Cooling
12
1.12.5 Transport of the DINO-CONDENS-
IT
12
1.13 Inspection, unpacking, Installation & Commissioning
12
1.13.1 Unpacking and inspection for transport damage
12
1.13.2 Installation and commissioning
13
1.13.3 The stainless steel lid with glass observation window
13
1.14 Handling Tips
14
1.14.1 Handling of the DINO CONDENS-
IT
14
1.14.2 General operating instructions
14
1.15 Safety Instructions
15
1.15.1 Filling with Galden
16
1.15.2 Effect of adding large quantity of Galden to the process chamber
16
1.15.3 Effect of adding too small quantity of Galden to the process chamber
16
1.15.4 Open the Lid
16
1.15.5 Removing Soldered parts
17
1.15.6 Control Panel
17
2.0 Operating the IMDES DINO-CONDENS-IT
18
2.1 The proceedings at the IMDES DINO CONDENS-
IT
18
2.2 Programming and modifying Reflow Soldering Profiles
19
2.3 Operating and programming the machine
19
2.4 Attention
19
2.5 The Anti Tomb Stone Modus ATS
20
2.6 Hand Control
21
2.7 Procedure to drain Galden and clean medium with filters:
22
2.7.1 How to proceed
22
2.7.2 Medium Filtration
22
2.7.3 Cleaning the inside of the process chamber
23
2.8 Care of the cabinet
23
2.9 Model Variants
23
3.0 Warranty
23
3.1 Lead free soldering
24
3.2 Void free soldering
24
4.0 Tips for reflow soldering
25

IMDES CREATIVE SOLUTIONS Schulstrasse 21 D-48455 Bad Bentheim /Gildehaus Germany T:+49(0)5924-997337 E: info@imdes.de
www.imdes.de SKYPE marc.van Stralen © 2019 IMDES CREATIVE SOLUTIONS
4
4.1 Soldering Errors
25
4.1.1 Random Solder Balls
25
4.1.2 Wicking Effect
25
4.1.3 Tombstone Effect
25
4.1.4 Tombstoning comparing IR/Convection with/without N2/ Vapor Phase
26
4.1.5 Bridging (short circuits or bridges between pads)
26
4.1.6 Solder Beads
26
4.1.7 Pop Corning
28
4.1.8 Poor Wetting
28
4.1.9 Voiding
28
5.0 Double Sided Printed Circuit Boards
29
5.1 Curing of Adhesives
29
6.0 Cleaning and cleanliness of the printed circuit board
29
7.0 Dual Sided SMD Soldering
30
7.1 Assembly, Reflow Soldering Steps
30
7.2 Step1
30
7.3 Step 2
30
7.4 Screen Printing of the A side with large components
31
7.5 Reflowing Side A
32
7.6 Dual Sided Mixed (SMD/THT) assembly & Soldering
33
IMDES CREATIVE SOLUTIONS Schulstrasse 21 D-48455 Bad Bentheim /Gildehaus Germany T:+49(0)5924-997337 E: info@imdes.de
www.imdes.de SKYPE marc.van Stralen © 2019 IMDES CREATIVE SOLUTIONS
5
1. Introduction
Thank you for purchasing our IMDES DINO-CONDENS-
IT
,the compact reflow soldering machine.
This compact device is sufficient for most reflow solder purposes and is able to accept PCB´s up to double Euro
Card size.
Please read the entire instruction manual, before operating the unit safely and optimally.
The operation is basically very simple, but one shall always work with trained people or people who
are familiar with this machine.
With careful maintenance and proper operations you will be able to enjoy the benefits of this machine for many
years.
The system is intended for the soldering of printed circuit boards or ceramic substrates with leadless components
(SMD) up to a temperature of 240 °C (464 °F).
Other applications are not permitted.
The operating safety of DINO-CONDENS-
IT
supplied is guaranteed only when used as directed.
The limits specified in the technical data shall NOT be exceeded under any circumstances.
1.1Technical Data:-
Power Supply
Single phase 220-240 Volt / 50-60 Hz
Power Connector
Three Prong Power Connector
Max. heating capacity
2500 Watt (ca. 12 A)
Dimensions.
840 x 640 x 460 mm
(L x W x H)
max. solder product format
580 x 460 x 20 mm (
L x Wx H)
Standard cycle time
15-25 Minutes
(including heating up & cooling down
)
Standard Reflow Time (
TAL Time Above Liquids)
3 –50 Seconds
(max 70 Seconds)
Process temperature (depends on medium type)
150 °C up to 240 °C = 302 °F up to 464° F
Weight
12 kg
Solder Profiles
Adjustable temperature profiles in the pre-heating zone(CVPRS*)
TAL Time Above Liquid
Adjustable TAL Time Above Liquid
ATS
Anti Tomb Stone modus (ATS)
Micro USB interface
for the transfer of solder profile data to PC
Cooling
Forced Air cooling down to 70°C = 158°F
Storage Temperature
-1°C to +70 °C 30,2 °F to 158°F
Heat Transfer Medium
GALDEN LS with the boiling temperature as needed (max. 240 °C max. 464 ° F)
Medium basic filling quantity
ca. 1648 ml (1.65 Liter) 3 Kg GALDEN
1.2 Scope of the DINO-CONDENS-
IT
:
Soldering of single pieces and small numbers of SMD PCB’s.
Safe and high quality (lead-free) soldering of SMD prototypes PCB’s.
Quality control printed circuit boards and solder pastes.
Repair (de-soldering and soldering) of SMD components (large).

IMDES CREATIVE SOLUTIONS Schulstrasse 21 D-48455 Bad Bentheim /Gildehaus Germany T:+49(0)5924-997337 E: info@imdes.de
www.imdes.de SKYPE marc.van Stralen © 2019 IMDES CREATIVE SOLUTIONS
6
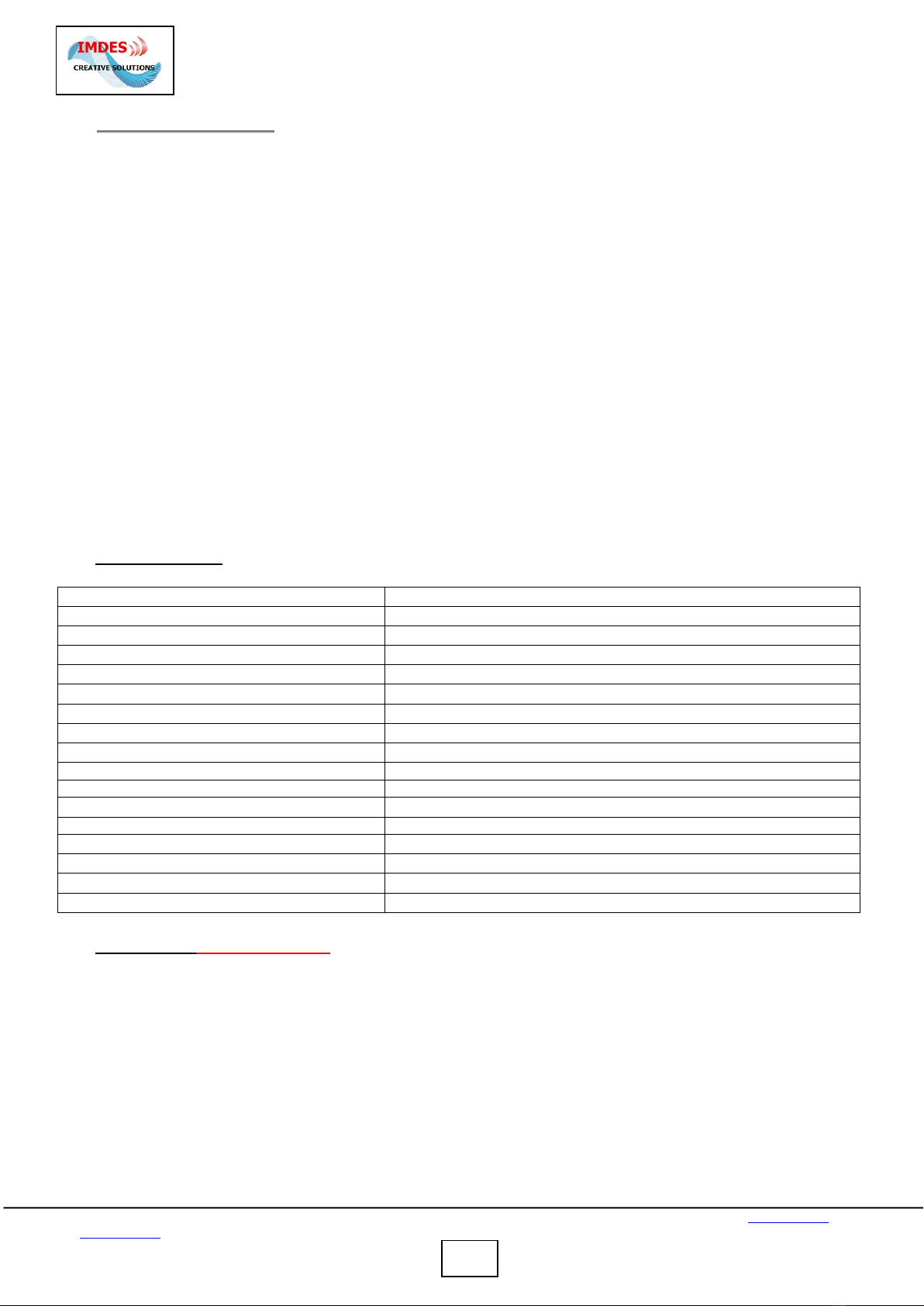
1.3 Introduction to Condensation soldering:
Condensation soldering also known as "Vapor Phase Reflow Soldering”is the use of hot vapor, submitted by a
special heat transfer medium, to transfer heat using the condensation principle on to a PCB with SMD components,
which then will be reflowed
Condensation soldering is a known technique that was first applied in the early eighties when the SMD technique
was introduced.
The heat transfer medium applied in those days had many disadvantages, mainly the chemical used were harmful
to health and the environment.
As a result, the condensation soldering lost popularity and infrared soldering became the standard.
By the arrival of Perfluorpolyeter *, the condensation soldering was rediscovered as an alternative to the
infrared "reflow" soldering.
Perfluorpolyeter * is manufactured and marketed by the company Solvay Solexis under the trade name Galden.
1.4 HOW DOES IT WORK?
The heat transfer medium is the chemical and electrical neutral liquid Perfluorpolyeter *.
In a closed space is a chemically inert and electrically neutral liquid heated to the boiling point.
When the liquid temperature exceeds the boiling point, it starts to evaporate and forms a saturated vapour above
the liquid with practically the same temperature as the boiling liquid.
When the assembled printed circuit boards is brought into this space, the vapor will condense on the surface,
because the circuit board has a lower temperature than the saturated vapor, and transfer the vapor’s temperature
to the PCB. This will happen until the entire surface of the circuit board will have the same temperature as the
vapor.
After that, the covering hot liquid will evaporate again. This is the same principle as if someone with glasses from
the cold outside air enters a warm room. At first the glasses will be covered by condensation than drops gradually
will evaporate.
The soldering alloys which have a lower melting temperature than the temperature of the vapor will melt and then
become entirely liquid.
When the heat transfer medium cools down, the solder solidifies, and then circuit board can be removed carefully
from the process chamber.
****Perfluorpolyeter * liquid polymers, which are exclusively built of carbon (C), Fluor (F) and oxygen (O)
atoms.
The connections present in the molecules are very stable. They belong to the most stable connections in the realm
of carbon chemistry.
1.5 Features:
High temperature resistance.
Under normal circumstances, inert to all chemicals, and does not react with acids alkaline or strong
oxidizers (substances that cause oxidation).
Tolerates all known plastics, metals and elastomers.
Highly resistant to reactive chemicals.
The Fluor atoms bound in the polymer chain in the framework of the display helps protect sensitive C-C
connections against chemical and thermal attack.
Good dielectric properties.
Low vapor pressure.
No flash point.
IMDES CREATIVE SOLUTIONS Schulstrasse 21 D-48455 Bad Bentheim /Gildehaus Germany T:+49(0)5924-997337 E: info@imdes.de
www.imdes.de SKYPE marc.van Stralen © 2019 IMDES CREATIVE SOLUTIONS
7
High vapor density.
Excellent heat transfer coefficient.
Low surface tension.
Good wetting properties (film adhesion).
There will be no harmful substances released during the process.
No chemical activity (perfluoriert, i.e. no H-or CI-Atom).
During the heating of the heat transfer medium under normal atmospheric pressure, all types Galden are
thermally stable.
Does not damage the ozone layer.
1.6 Why condensation soldering?
For contemporary complex BGA, FPGA and the new generation complex to solder SMD components, this solder
method is the only method which is relatively simple, even for the amateur and hobbyist to achieve perfect solder
results
Moreover, one can also easy remove, without damaging, major components such as FPGA’s using simple auxiliary
tools.
Reflow Soldering (called reflow technique) of Printed Circuit Boards with SMD components are/were mostly done in
an infrared oven, possibly, with nitrogen as shielding gas to prevent oxidization of solder joints.
On the introduction of lead-free soldering, it was found that this infrared soldering was sensitive to the occurrence
of defects at the connection between the components and the PCB.
Due the increasing requirements for higher quality and reliability of circuit boards, search was launched for better
solder methods and the "vapour phase" condensation soldering was rediscovered as an alternative method to the
infrared "reflow" soldering.
1.7 Benefits of condensation soldering
Soldering takes place in a space filled with inert gas, so no oxygen or other gases will be coming in contact with
the soldering surfaces and components. This is why a shielding gas such as nitrogen is no longer needed. The heat
transfer takes place by a fluid film, which is much more direct and more effective than radiation or air heating.
This creates an extremely high efficiency. Overheating is impossible because the temperature of the vapour will
never exceed the boiling point of the liquid, which is fixed by the chemical composition of the liquid.
IMDES CREATIVE SOLUTIONS Schulstrasse 21 D-48455 Bad Bentheim /Gildehaus Germany T:+49(0)5924-997337 E: info@imdes.de
www.imdes.de SKYPE marc.van Stralen © 2019 IMDES CREATIVE SOLUTIONS
8
1.8 The advantages at a glance:
Environmentally friendly process.
Repeatable soldering process conditions.
No overheating of the PCB and its components.
Uniform warming of the PCB regardless of the shape or colour.
Absolute uniform heating of the PCB.
Condensation vapour causes a thin liquid film that penetrates to the smallest openings resulting in reliable
soldering of BGAs and FBGAs.
Good reproducible temperature profiles.
No oxide formation.
No protective gases required.
No more labour-intensive procedures to determine the desired temperature profiles.
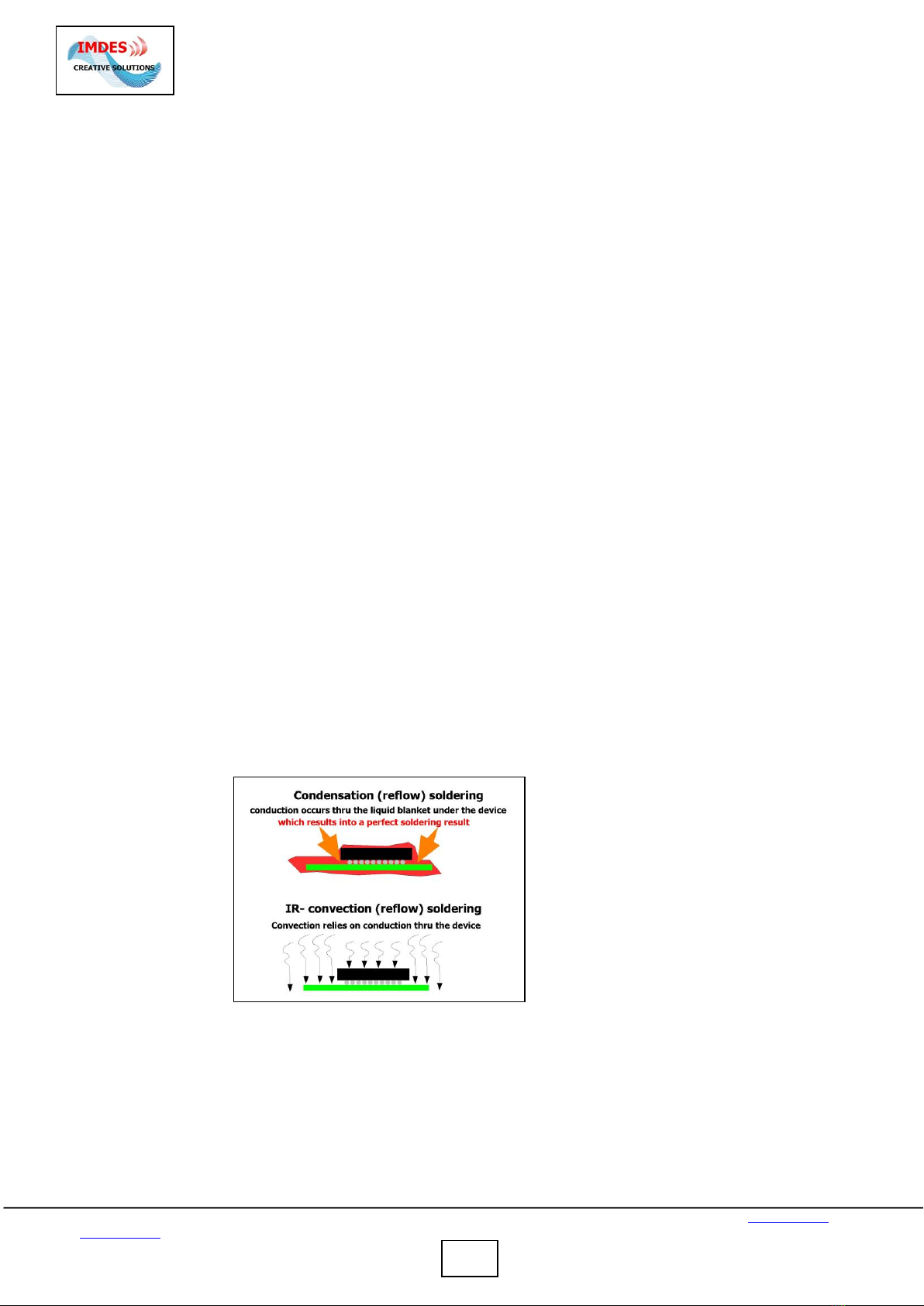
Extremely high efficiency
100 Watt heat energy from heating elements
Will generate:
100 watt condensation energy (vapor)
100 watt condensation liquid (liquid film during condensation)

IMDES CREATIVE SOLUTIONS Schulstrasse 21 D-48455 Bad Bentheim /Gildehaus Germany T:+49(0)5924-997337 E: info@imdes.de
www.imdes.de SKYPE marc.van Stralen © 2019 IMDES CREATIVE SOLUTIONS
9
1.9HEAT LEVEL ADJUSTMENT METHOD
The above described procedure of the JUMBO-CONDENS-
IT
condensation soldering machine works according to
the “HEAT LEVEL ADJUSTMENT METHOD”.
Refer the picture below.
Step 1
The heat transfer fluid (Galden) is not active.
1) The circuit boards are in the process chamber, a few centimetres above the heat transfer liquid at the bottom of
the process chamber.
2) Transfer liquid is heated to the boiling point.
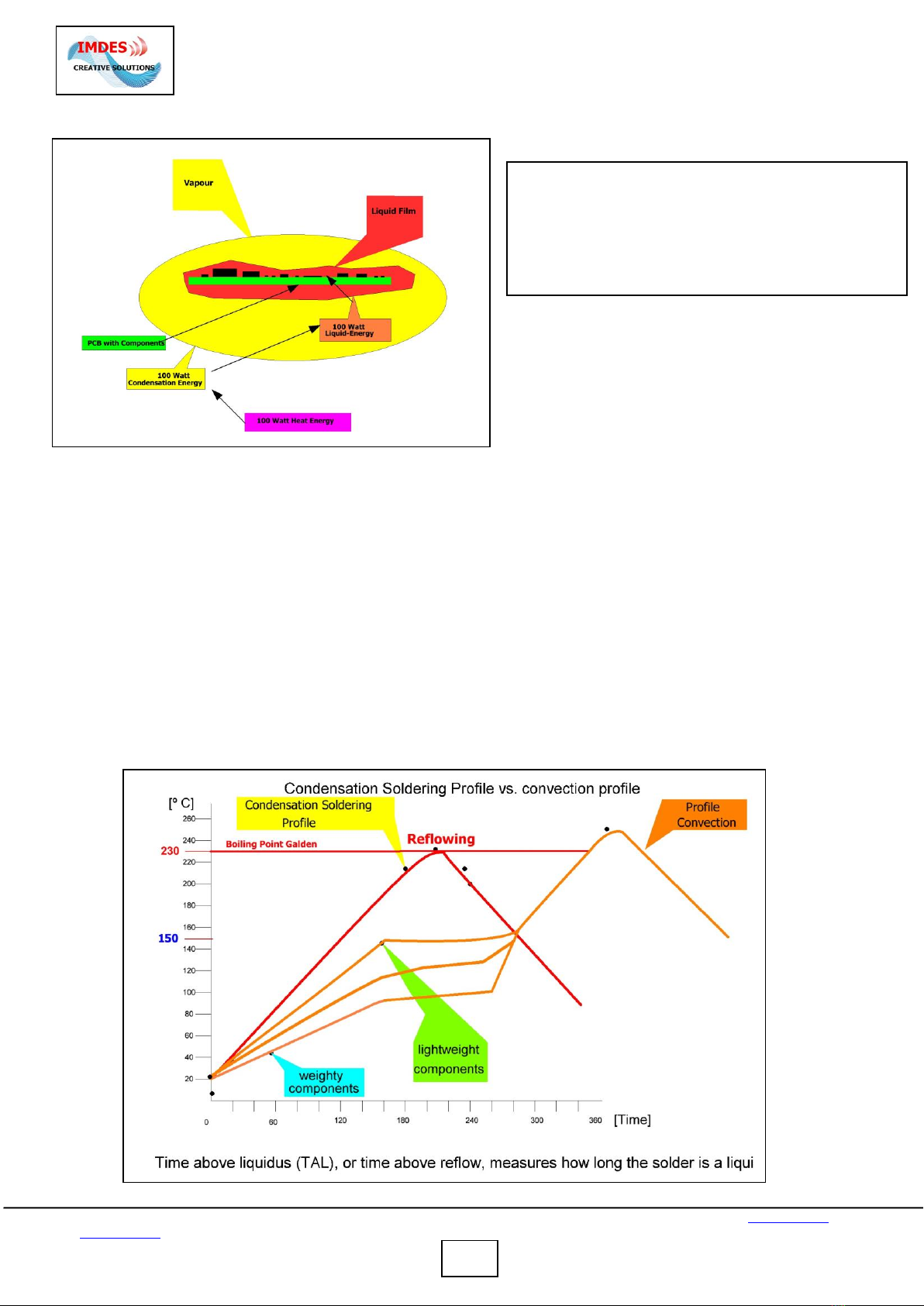
Step 2
The heat transfer liquid (Galden) is active.
It boils at 230 °C and is in active phase.
PCB with components is in the condensation vapour at 230 ° C.
(Galden LS 230 boils at 230 ° C for lead-free applications.)
1) The liquid starts to evaporate and the vapour starts to rise to the assembled PCB.
2) The PCB surface will condense the vapour, because it has a lower temperature than the vapour.
3) Once the PCB temperature equals that of the vapour, the reflow process will take place.
4) The reflow soldering time will take between 60 to 90 seconds and the total cycle time including loading, processing, cooling
and unloading will be approx. 10 minutes.
IMDES CREATIVE SOLUTIONS Schulstrasse 21 D-48455 Bad Bentheim /Gildehaus Germany T:+49(0)5924-997337 E: info@imdes.de
www.imdes.de SKYPE marc.van Stralen © 2019 IMDES CREATIVE SOLUTIONS
10
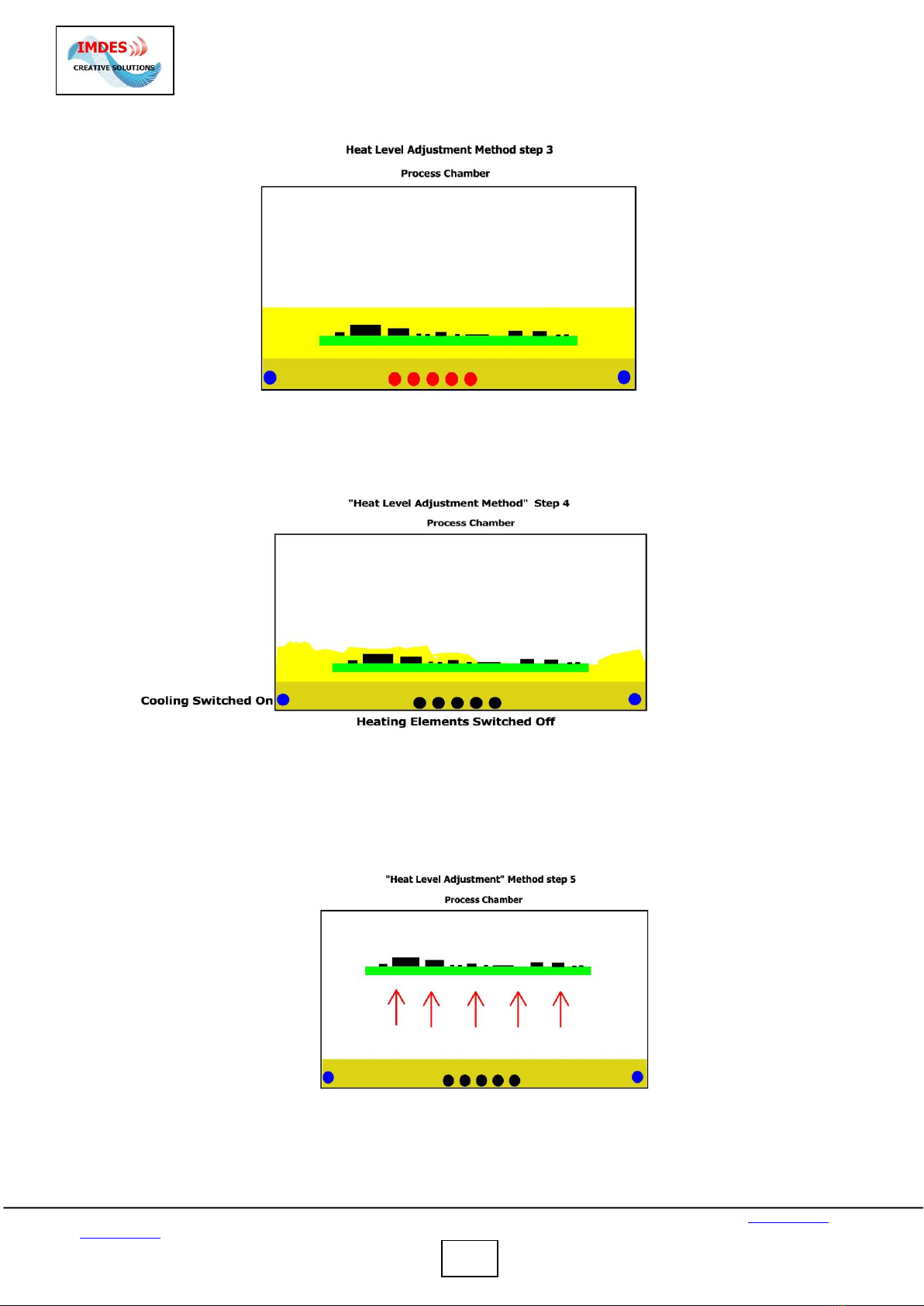
Step 3
1) Temperature of the assembled PCB reaches temperature of the transfer fluid.PCB temp. =Vapour temp.
2) Vapour starts to rise again.
Step 4
1) Reflow process will be terminated by switching off the heating elements.
2) Blowers placed under the process chamber will start to cool the process chamber and its transfer medium
Step 5
1) After the cooling process, the PCB can be removed

IMDES CREATIVE SOLUTIONS Schulstrasse 21 D-48455 Bad Bentheim /Gildehaus Germany T:+49(0)5924-997337 E: info@imdes.de
www.imdes.de SKYPE marc.van Stralen © 2019 IMDES CREATIVE SOLUTIONS
11
1.10 System Description DINO-CONDENS-
IT
.
The DINO-CONDENS-
IT
is intended to use for reflow soldering printed circuit boards on a smaller scale, i.e. for
individual pieces, prototypes and small series run.
It is specially designed to use for soldering of prototype PCB’s using BGAs, LGA’s components and stacked arrays.
Due the small footprint of the DINO-CONDENS-
IT
, forced air cooling and single phase power, you will able to
use the unit at almost any that place.
After proper installation and operation, DINO-CONDENS-
IT
will give high quality solder joints at all times.
Appropriate frequent checks and maintenance are required, due to the low GALDEN capacity.
Other applications than those described in this manual are not allowed!
1.12 safety Features:
1.12.1 Process chamber cover sensor.
A micro switch monitors if the process chamber cover is present and closed.
If you open the cover before the end of the process, the system is switched off.
When the there is no cover on to the process chamber, it is not possible to start the process.
1.12.2 Temperature Vapor/ ceiling height sensor.
1.12.3 Over heating sensor of heating surface temperature (fail safe)
A sensor/switch is mounted underneath the bottom of the process chamber to prevent overheating when there is
no heat transfer medium (fluid) at the bottom of the process chamber.
Caution!
In case of over temperature you must wait until the switch is closed again. Then you may fill the process chamber
with the transfer medium.
1.12.4 Cooling:
There is ONE large fan below the process chamber to cool the PCB and liquid in the chamber.
The height of the vapor in the process chamber is controlled by a thermal sensor
K-Element (T1) and a digital controller.
When the vapor maximum height is reached, the sensor automatically switches off
the heater and automatically starts the cooling process.
The end of the cooling process is reached when the fans have stopped.
IMDES CREATIVE SOLUTIONS Schulstrasse 21 D-48455 Bad Bentheim /Gildehaus Germany T:+49(0)5924-997337 E: info@imdes.de
www.imdes.de SKYPE marc.van Stralen © 2019 IMDES CREATIVE SOLUTIONS
12
1.12.5 Transport of the DINO-CONDENS-
IT
The system must not be tilted during transport.
If the DINO-CONDENS-
IT
will be transported over greater distances, and it filled with Galden, it should be
secured on a pallet or similar platform to prevent slipping or tripping over and losing the expensive Galden.
Caution: May be transported only in the cold state!
1.13 Inspection, Unpacking, Installation & Commissioning
1.13.1 Unpacking and inspection for transport damage.
Please check the system on delivery for transport damage.
For Visible transport damage, immediately inform your carrier and make a note on the delivery note of your
carrier.
Later, hidden transport damages must immediately put in writing to the freight forwarder and us.
Contents of the Carton
Inside the carton you should find the following items:
Table 1: Contents of Carton for each
DINO-CONDENS-
IT
Item
FLEX
"DINO-CONDENS-
IT
,-"
1 no.
Lid/Cover with glass window
1 no.
This owner`s manual
1 no.
AC Power cable
1 no.
Dipstick to measure the Galden Level in the process chamber
1 no.
Pump = 100 ml large hypodermic syringe for emptying
1 no.
Initial filling GALDEN (minimum quantity ca. 1648 ml 1.65
Liter)= 3 Kg GALDEN
1648 ml.
Gloves
1 set.
(Other items may be included that are not listed above. See the packing list in the carton for all the items in the
carton).
1.13.2 Installation and commissioning
The DINO-CONDENS-
IT
should be stored in place and operated where no excessive or condensing humidity is
present and the ambient temperature should never be below freezing point.
As the unit is air cooled, a higher ambient temperature will lead to a reduced cooling capacity and thus extend the
cooling time.
The DINO-CONDENS-
IT
must have a free space of at least 30 cm on both sides (ventilation slits side) to aid
sufficient air circulation.
Be warned that at the left and right side of the device are ventilation slits, where for a short time (immediately at
the end of a solder process) up to 140 °C 284 °F warm air can be blown out!
The device should be operated only on horizontal surfaces which are firm and non-slippery.

IMDES CREATIVE SOLUTIONS Schulstrasse 21 D-48455 Bad Bentheim /Gildehaus Germany T:+49(0)5924-997337 E: info@imdes.de
www.imdes.de SKYPE marc.van Stralen © 2019 IMDES CREATIVE SOLUTIONS
13
Chose a solid (working) table top with good lighting conditions and near a window which can be opened for
optimal ventilation, because heated solder paste will create pungent fumes.
The 4 rubber feet under the unit aid in exchange of air underneath the DINO-CONDENS-
IT
.
1.13.3 The stainless steel lid with glass observation window
GALDEN is an expensive liquid, and hence we have optimized the DINO-CONDENS-
IT
to have the lowest
possible evaporation loss.
This includes also proper handling!
-Open the lid only after the blower has been stopped after the cooling stage.
-Opening the DINO-CONDENS-
IT
at reflow temperature will increase the loss of GALDEN, as GALDEN steam
could escape from the chamber.
The lid is made of a stainless steel and has an integrated heat resistance glass window (up to 700 °C =1292 °F) to
observe the reflow process.

IMDES CREATIVE SOLUTIONS Schulstrasse 21 D-48455 Bad Bentheim /Gildehaus Germany T:+49(0)5924-997337 E: info@imdes.de
www.imdes.de SKYPE marc.van Stralen © 2019 IMDES CREATIVE SOLUTIONS
14
1.14 Handling tips:
Keep the stainless lid with glass observation window vertical above the tank, with a corner down, so the
GALDEN condensate left will flow back, in drops, in the process chamber.
A piece of cleaning paper or kitchen roll is a wonderful resource and should be always kept at hand to wipe
drops right away.
1.14.1 Handling of the DINO CONDENS-
IT
With the construction of DINO-CONDENS-
IT
great attention was given to a simple reliable and straightforward
design for ease of handling and low cost of ownership.
1.14.2. General operating instructions
When loading the product carrier, care should be taken that the maximum dimensions and weight of the PCB or
device are not exceeded.
The PCB/ Device may not stick out over or under the product carrier.
The DINO-CONDENS
-IT
stainless steel lid should be opened only to insert or remove a PCB to prevent
unnecessary loss of Galden.
The minimum level of the process medium must be monitored by the operator with the help of the
Dipstick (brass tube).

IMDES CREATIVE SOLUTIONS Schulstrasse 21 D-48455 Bad Bentheim /Gildehaus Germany T:+49(0)5924-997337 E: info@imdes.de
www.imdes.de SKYPE marc.van Stralen © 2019 IMDES CREATIVE SOLUTIONS
15
1.15 safety instructions
Please read carefully the safety instructions, to avoid damage to humans and DINO-CONDENS-IT.
Prior to operate the DINO-CONDENS-
IT
you MUST be read the Owner's Manual.
All information/operating instructions must be read carefully.
Never try to access the hot system or open the unit lid when the system is in operation.
The vapor is invisible and can cause serious burns.
Do not operate DINO-CONDENS-
IT
without process media.
The lid of the DINO-CONDENS-
IT
must always remain closed during operation.
Use the supplied cotton gloves to remove the soldering material.
The PCB´s and work piece carrier are still not completely cooled to temperature after the cooling has been
stopped!!
DINO-CONDENS-
IT
must be operated only as mentioned in this manual!
Installation, operation, maintenance must be carried out only by qualified and trained personnel.
Untrained persons, mentally handicapped and children must not operate the DINO-CONDENS-
IT
!
Comply with the electrical requirements!
The workpiece carrier and the PCB´s that comes out of the DINO-CONDENS-
IT
will still be hot.
Caution: burning risk!
(Use the cotton hand shoes delivered with the machine)
Never use the DINO CONDENS-IT in case of machine failures, errors and or defects these must be first
Eliminated before running the machine for production.
Immediately switch off the DINO-CONDENS-
IT
from the line voltage in case of faulty operation and
damage and secure the main switch against uncontrolled restart!
Open the system only after complete cooling.
Disconnect the DINO-CONDENS-
IT
from the power during maintenance work.
NEVER by-pass, Modify, Change or manipulate the protection devices.
The JUMBO-CONDENS-
IT
must not be modified or altered in any way without prior consultation with
IMDES CREATIVE SOLUTIONS.
Use personal protection while operating the system.
Observe all applicable national regulations and safety regulations for accident prevention and
environmental protection.
Operate the system only with completely enclosed area and not in the open.
Electrical components are NOT protected against splashing water, appropriate protection measures must
be taken by the operator.
Do not operate the unit with a lid with broken glass Window.
There is danger of cutting on broken glass of the lid. Wear suitable protective gloves when handling
broken pieces of glass.
The Safety manager has to instruct the operator on the risk of injury if he operates the machine with a
damaged or broken window.
Use only approved heat transfer mediums which are approved by IMDES CREATIVE SOLUTIONS
Process mediums, substances and materials must be investigated prior to use on their process capability.
Be aware of slipping danger by accidental leaking of reflow medium on the ground.
Cordon off the affected area and ensure that leaked medium is absorbed with a suitable bonding agent
and removed, or cleaned up.
Hot medium has a high risk for burns, the operator must, therefore, let the media cool down.
DO NOT Touch hot medium in any case. Allow the DINO-CONDENS-
IT
to cool down completely
before removing it from the system.
Wear sealed protective clothing and gloves during cleaning and provide adequate ventilation and exhaust.
Read and follow the safety instructions and regulations of the used cleaner and the used medium.
To drain the used medium USE suitable containers. Ensure that the used medium dumped into the drain or
into open field.
Read the safety and disposal instructions from the manufacturers of soldering pastes, PCB´s and
component.
Eating, drinking and smoking during operating near the DINO-CONDENS-
IT
is not permitted.
Wash your hands after working with the system thoroughly with Soap and water.
If the system should be scrapped, the process fluids have to be drained and disposed of as per
regulations.
Filter materials must be disposed as hazardous waste.
IMDES CREATIVE SOLUTIONS Schulstrasse 21 D-48455 Bad Bentheim /Gildehaus Germany T:+49(0)5924-997337 E: info@imdes.de
www.imdes.de SKYPE marc.van Stralen © 2019 IMDES CREATIVE SOLUTIONS
16
1.15.1 Filling with GALDEN
Take off the stainless steel /glass lid of DINO-CONDENS-
IT
.
Fill the stainless process chamber until the middle of the bottom the stainless process chamber is completely
covered with approx. 1.65 liter Galden = 3 kg such that there is at least 8- 10 mm= 0.31”-0.39” of Galden
in the bottom.
Use the supplied dipstick (brass or aluminum tube)
Never fill the process chamber if the temperature of the liquid is above 100 °C. 212 °F
1.15.2 Effect of adding large quantity of Galden to the process chamber:
A larger capacity leads to slower heating and cooling and this results in higher energy consumption, but otherwise
has no adverse effect on the soldering process.
1.15.3 Effect of adding too small quantity of Galden to the process chamber: DANGEROUS!!!.
As the bottom of the process chamber, when heaters are present, sometimes bulges out into the chamber, it may
occur, that at some point of time these bulges will rise above the liquid level and cause the temperature to rise
above 300°C. This may result in damaged heaters and release of dangerous fumes due the Galden See Message
below.
Warning!
GALDEN decomposes when heated above 295 °C =563 °F into harmful components!
The DINO-CONDENS-
IT
does NOT check automatically if there is sufficient level of GALDEN in the
process chamber.
Therefor you have to check the GALDEN level on a regular and conscientious basis with the
Supplied dipstick (brass tube/aluminium).
If you notice low level of Galden during the soldering process, press stop/cooling button, leave the glass lid
closed, and keep a distance from the unit and ensure good ventilation. This will lower its temperature as quickly as
possible.
When the machine has cooled down to less 100 °C = 212 °F , you can refill GALDEN
1.15.4 Open the lid
The lid of the DINO-CONDENS-
IT
is an important part of the safety, and should always be closed if no
manipulation in the process chamber (inserting/removing of boards, cleaning) are required.
Due the built-in micro switch the soldering process could be only be started when the lid is closed!
The other advantage of the glass in the lid is to minimize the escape of GALDEN vapor while allowing observation
of the soldering process, without breathing the ascending vapors.
Never open the lid during the process of soldering! The GALDEN vapor escaping out of the chamber is extremely
hot and can cause severe burns! (In case of an emergency exercise great caution while opening the lid in mid
process.)
If you open the lid or move during an ongoing process of soldering the soldering process will be interrupted and
the heating system switched off!

IMDES CREATIVE SOLUTIONS Schulstrasse 21 D-48455 Bad Bentheim /Gildehaus Germany T:+49(0)5924-997337 E: info@imdes.de
www.imdes.de SKYPE marc.van Stralen © 2019 IMDES CREATIVE SOLUTIONS
17
1.15.5 Removing Soldered parts:
The lid may be removed when the fans have stopped at the end of the cooling process; the soldered parts on the
product carrier are cooled down to about 70 °C. –158 ° F
As the soldered parts and product carrier are not at room temperature, use cotton gloves supplied to remove the
soldered part and product carrier.
We strongly discourage the use of pliers, tweezers or similar tools to remove the soldered parts as they may slip
from the tool and fall into the liquid Galden.
In case the soldered part falls into the liquid Galden, do not try to "Save’’ the soldered part fallen in to the
GALDEN. The result for such actions will be burns.
As the liquid GALDEN has now cooled on a non-critical components temperature of 160°C=320°F
(or less), the components on the circuit board will suffer no thermal damage.
Simply turn off the DINO-CONDENS-
IT
and wait until the machine has completely cooled off.
No you can safely remove the soldered part.
1.15.6 Control panel

IMDES CREATIVE SOLUTIONS Schulstrasse 21 D-48455 Bad Bentheim /Gildehaus Germany T:+49(0)5924-997337 E: info@imdes.de
www.imdes.de SKYPE marc.van Stralen © 2019 IMDES CREATIVE SOLUTIONS
18
2.0 Operating the DINO-CONDENS-
IT
2.1 The proceedings at the IMDES CONDENS-IT Profiler
1. Turn on the main switch.
2. Blue LED at the front of the machine will turn on after switching on and the green LED at the control panel
will start to glow a few seconds later if the lid is in place on top of process Chamber.
3. Open the cover of the system, and then place the work piece onto the product carrier.
4. Close the cover lid.
5. Press the Start switch Green Button to execute the "reflow process”.
6. Yellow and RED LED Start to Burn
7. When the RED LED does not start to burn the LID is not good closed micro switch is not
activated and the heater will not switched in
8. System heats up the applied "heat transfer" liquid to its boiling point. The resulting vapour rises up and
condenses on the surface of the work piece to be soldered and transfers its thermal energy to the work
piece.
9. The solder Oxidation is avoided as vapour is chemically inert and no oxygen present in this zone. The work
piece surface is heated to the temperature of the boiling liquid vapour. The temperature of the vapor is
determined by the temperature of the boiling point of liquid and will not exceed.
10. After reaching the boiling temperature (= the vapour temperature) of the liquid, vapour rises until it
reaches the vapour temperature sensor and the heating elements are turned off.
11. The cooling fans start cooling process chamber and as the temperature of the vapours come down, it
starts to condense to liquid form and collects at the bottom of the process chamber. The remaining
condensate remains on the work piece and will evaporate by the own heat of the work piece.
12. When the blowers are stopped the cooling procedure comes to an end.
13. Next open the lid of the system and remove the soldered work piece from the product carrier.
The entire procedure takes approximately 10 to 15 minutes.
The consumption of the Galden medium is minimal, especially if the work piece is adequately cooled after reflowing
and the lid remains closed during the process.
In the DINO-CONDENS-
IT
is a micro switch built into the top of the unit so the "reflow process" can only be
started up if the lid is closed.
Basically no harmful vapours are generated during the reflow process other than the flux fumes during the reflow
process, which can be exhausted out.

IMDES CREATIVE SOLUTIONS Schulstrasse 21 D-48455 Bad Bentheim /Gildehaus Germany T:+49(0)5924-997337 E: info@imdes.de
www.imdes.de SKYPE marc.van Stralen © 2019 IMDES CREATIVE SOLUTIONS
19
2.2 Programming and modifying the Soldering Profiles
Your CONDENS- IT Profiler reflow soldering machine is from the factory pre-programmed for use with Galden
230 lead-free applications.
If you have ordered the machine for for lead containing solder alloys, the machine is pre-programmed for Galden
200 or Galden 210.
• The "default" Preheat heater temperature is set to: 150 °c (Galden 230 lead-free applications)
• Preheat heating "Default Time” is set to: 30 seconds (Galden 230 lead-free applications)
• "Default boiling Time” TAL "Time Above Liquid" is set to: 30 seconds.
• "Default value" AntiTombStTime + menu (not activated) and is set to 0 Sec but you can
activate it by changing the time span from 0 Seconds to for example into 30 seconds
• "Default value" of the tomb Temp + 200 ° C (for lead-free application)
"Default value" of the tomb Temp + 160 ° C (for leaded applications
2.3 OPERATING & PROGRAMMING THE MACHINE
Power up the Machine by activating the Black Switch on the left side at front of the machine
The Blue LED under the main power switch will be illuminated now!
On the display appears :
IMDES CREATIVE SOLUITIONS
Copy right Paul Keizer Ver. 1.15 (or an other Ver. = Version release No.)
When pressing the green key, the soldering process starts with the last saved profile in Eeprom and starts to
warm up the machine to go through the entire solder and cooling process.
If you want to have a different solder profile.
You need to press the RED key!
Then appears in the display
Galden boiling point = (boiling point Galden)
PLEASE NOTE!!!
This will be determined by the type of Galden you want to use:
LS 200
Maximum solder temperature 200°C
for lead containing solder alloys
LS 210
Maximum solder temperature 210°C
for lead containing solder alloys
LS 215
Maximum solder temperature 215°C
for lead containing solder alloys
LS 230
Maximum solder temperature 230°C
for lead free solder (SnCuAg)
XS 235
Maximum solder temperature 235°C
for lead free solder (z.B. Sn100C,SnCu)
HS 240
Maximum solder temperature 240°C
for lead free solder (z.B. SnCu)
HS 260
Maximum solder temperature 260°C
for lead free solder (special lead free product)
2.4 Attention!
If you have entered the new values, you want in the menu, you must press the green and red key
simultaneously to confirm and entering in to the next menu.
If you do not want to change anything in a menu, you must also press the green and red key
simultaneously to skip and entering into the next menu.
The last saved values in the EEPROM are indicated in the display.
For example:
Gal 230
°
Pht 150
Prof 30s GrB=ok
IMDES CREATIVE SOLUTIONS Schulstrasse 21 D-48455 Bad Bentheim /Gildehaus Germany T:+49(0)5924-997337 E: info@imdes.de
www.imdes.de SKYPE marc.van Stralen © 2019 IMDES CREATIVE SOLUTIONS
20
GaldenBoilingPt the boiling point of the Galden to be
This can be changed by using the green and red key
(in steps of 5 degrees from 200 °c
<-> 260 °c)
• Green Key for lower value
• Red key for a higher value
Profile Choice Sets the preheating time of the solder profile in steps of 30
seconds of entry (0 seconds is a lineair profile)
PreheatTemp PreheatTemp in this menu you can change the preheating
temperature in steps1 degree.
BoilingTime
(=this is time above liquid)
In this menu you are able to enter the
boiling Time Above Liquid (TAL) in steps of 1 second when the galden vapor has
reached its boiling temperature ( for example 230 degrees)
2.5 The Anti-Tombstone mode (ATS) is not activated by default!
(ATS) can be activated if he tombstone effect occurs during the solder reflow process
If you do not want to change anything in the menu AntiTombStTime you need to press the green and red key
simultaneously to enter the next menu.
If you want to activate the Anti-tombstone mode, you must enter values into the
AntiTombStTime”
Menu
If you do not want to change anything in a menu, you must press the green and red keys simultaneously to
enter the next menu.
The machine will then automatically switch to the Reflowsolder mode according to the parameters you have
entered.
If you do not wish this
Press the black RESET button the machine will restart.
The display then displays the boot menu showing the last saved data (for example).
By pressing the Green key the reflow process will start using the saved data in EEPROM.
If all data is entered correctly, you can save the data in EEPROM by pressing the
Redbutton
PreheatTemp +
150
°
C -
GaldenBoilingPt+
230
°
C
Profilechoice +
0 sec -
BoilingTime +
30 sec -
Gal 230
°
Pht 150
Prof 60s GrB=ok
AntiTomb Temp +
200
°
C -
AntiTombStTime +
54 sec -
AntiTomb Temp Default values in the menu are already entered::
AntiTomb Temp + 200 ° C
(for lead free solder alloys)
AntiTomb Temp + 160 ° C
(for lead containing solder alloys)
You have to enter a value >then 0 Seconds.
The total “
AntiTombStTime”
must be entered in increments of 1 Second
Then press green and red key simultaneously and you come into the menu
Write to Eeprom?
Red button= Yes
Table of contents

















