Interdent INTERCAST 60A User manual


2
CONTENTS
1. USE
3
2. TECHNICAL DATA
3
3. STRUCTURE OF THE DEVICE
4
4. INSTALLATION
4
5. OPERATING INSTRUCTIONS
5
5.1. Settings
5
5.2. Operation modes
5
5.3. Description of indication lights on the front panel
8
6. REGULATIONS FOR SAFE USE
12
7. IMPORTANT PRACTICAL INFORMATION
12
8. MAINTENANCE
13
9. DECLARATION OF CONFORMITY
14
10. DECLARATION OF WARRANTY
15
3
WARNING!
READ THE ENCLOSED INSTRUCTIONS CAREFULLY BEFORE INSTALLING AND STARTING UP THE
DEVICE.
THE INSTALLATION AND THE CONNECTION OF THE DEVICE TO THE POWER SUPPLY SHOULD
ONLY BE CARRIED OUT BY A COMPETENT PROFESSIONAL.
THE DEVICE SHOULD ONLY BE OPERATED BY PERSONS TRAINED IN ITS SAFE USE.
1 USE
The centrifugal casting device INTERCAST 60A is intended only for high-frequency melting and
casting of Co-Cr-Mo, Ni-Cr-Mo alloys and precious metals used in dentistry. The manufacturer
declines all responsibility concerning safety of operation or damage to the device, persons or
things deriving from uses other than the declared.
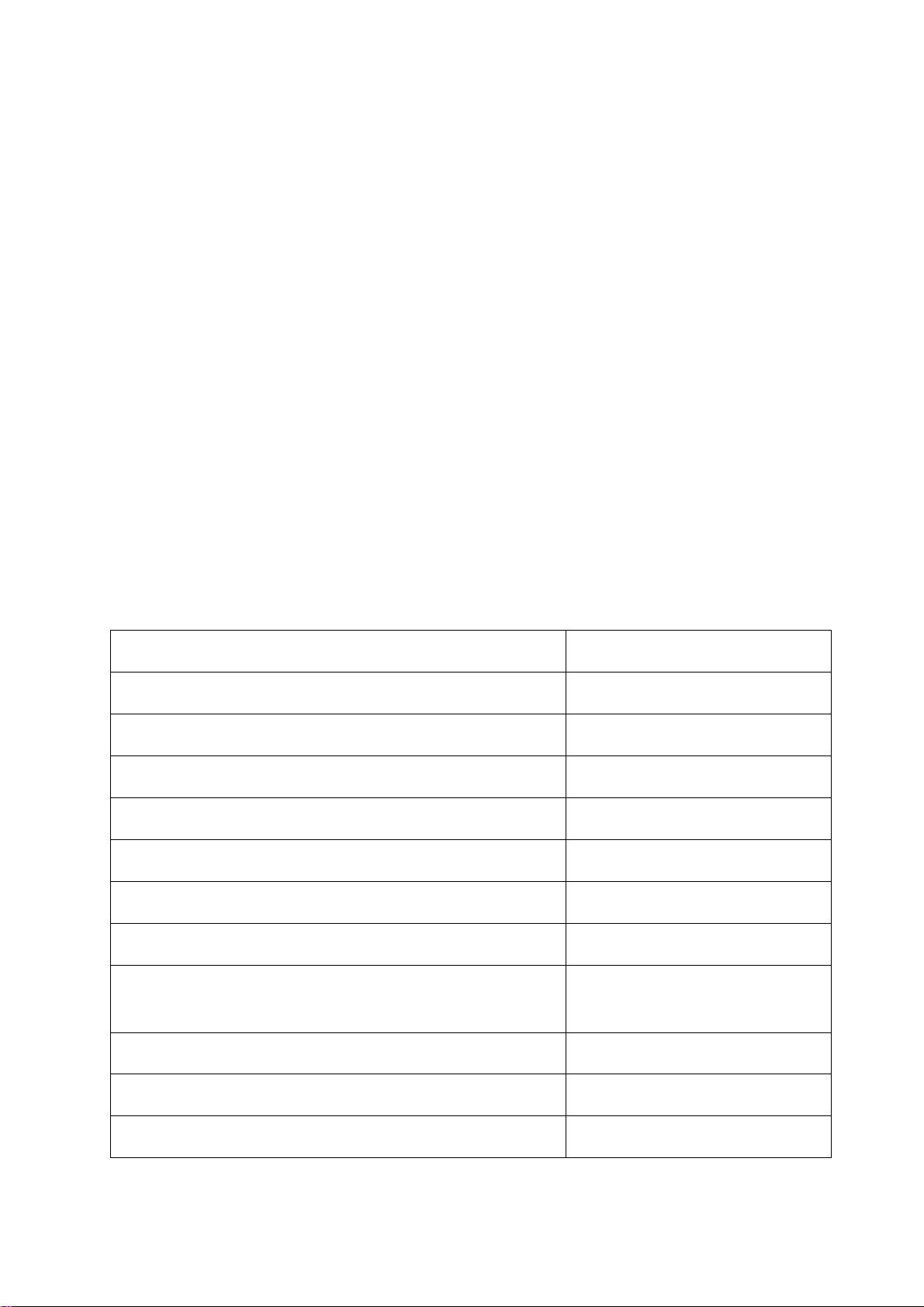
2 TECHNICAL DATA
Mains voltage
230 V ± 10%/ 50 Hz
Maximum wattage
3 kW
Minimum amount of metal in the melting crucible
7g
Maximum amount of metal in the melting crucible
80g
Material of the melting crucible
ceramics
Material of the melting crucible in precious metal melting
ceramics with graphite insert
Maximum time for melting 30 g of metal
60 s
Cooling
water-based, closed circuit
Setting the power of the high-frequency generator in melting Ni-Cr-Co alloys
and precious metals
manual
Torque setting
manual
Measurements length/height/width
620/660/1060 mm
Weight
120 kg

4
3 STRUCTURE OF THE DEVICE
The centrifugal casting device INTERCAST 60A is composed of three autonomous units managed
by joint controls:
3.1 The transistor unit for metal melting, made up of a high-frequency generator, a power-supply
unit and a cooling system
3.2 Centrifugal casting mechanism
3.3 Control box and blocking system
4 INSTALLATION
4.1 Check and, if necessary, refill the coolant water into the tank. Water should reach
up to the mark on the tank.
4.2 Verify the mains voltage (230 V ± 10%) and the safety measures for protection
against electric shock (grounding) at the point of device’s connection to the power
supply network
4.3 The device should be positioned onto a solid and stable surface.
4.4 The arm of the centrifugal mechanism should be in a horizontal position. Level it by
adjusting the feet of the device (with wrenches 14 and 19, and a spirit level) to prevent
vibrations during casting.
4.5 The device can be connected to the power supply network (single-phase protection
contact socket) by means of a plug; connection to a fixed outlet is recommended –in
such case remove the plug on the cable of the casting unit (Warning! This operation can
only be carried out by a competent The diameter of the installation cable leading from
the indoor distribution box to the socket (connection of the device to the power supply
network) should be 3 x 2.5 mm2. The distributor of the device should be protected by a
20 A slow-blow thermal cut-out. No other users should be connected to this circuit.
5
5. OPERATING INSTRUCTIONS
5.1 Settings:
To ensure a balanced position of the centrifugal arm as well as the flask with the metal, follow
the procedure below before each casting operation:
loosen the black knob (1) on top of the centrifugal arm
insert the flask in its seat (2)
insert the ceramic crucible in its seat (3).
IMPORTANT! When melting precious metals a graphite insert has to be used.
Place the necessary amount of metal in the ceramic crucible.
Using the setting lever (4) find the appropriate position for the flask seat, so that the flask
is centred, then block the slide by means of a support pin; make sure that the ceramic
crucible does not touch the flask.
Move the ceramic crucible holding slide into a position close to the flask (approximate
distance 3 mm).
Balance out the centrifugal arm by turning the balancing weight (7).
IMPORTANT! The settings are important for preventing vibrations and problems during
casting.
5.2 Operation modes:
After having applied the settings, continue the procedure in the following order
(see Fig. 2):
Table of contents
Other Interdent Industrial Equipment manuals



















