6
Electrical Connections
This jointer can be 1 Phase based on your
order and is wired for 220 volt.
Grounding Instrctions
1. All grounded, cord connected tools:
In the event of a malfunction or breakdown,
grounding provides a path of least resistance for
electric current to reduce the risk of electric
shock. This tool is equipped with an electric cord
having an equipment- grounding conductor and a
grounding plug. The plug must be plugged into a
matching outlet that is properly installed and
grounded in accordance with all local codes and
ordinances. Do not modify the plug provided - if
it will not fit the outlet, have the proper outlet
installed by a qualified electrician.
Improper connection of the equipment-grounding
conductor can result in a risk of electric shock.
The conductor with insulation having an outer
surface that is green, with or without yellow
stripes, is the equipment-grounding conductor. If
repair or replacement of the electric cord or plug
is necessary, do not connect the equipment-
grounding conductor to a live terminal. Check
with a qualified electrician or service personnel if
the grounding instructions are not completely
understood, or if in doubt as to whether the tool
is properly grounded.
Use only 3-wire extension cords that have 3-
prong grounding plugs and 3-pole receptacles
that accept the tool’s plug.
Repair or replace damaged or worn cord
immediately.
Warning: If the machine does not come wired to
run, the electrical and motor wiring must be done
by a qualified electrician. The machine must be
properly grounded to help avoid electrical shock
and possible death. Follow the recommendations
made by the National Electrical Code for grounding.
2. Grounded, cord-connected tools intended for
use on a supply circuit having a nominal rating
between
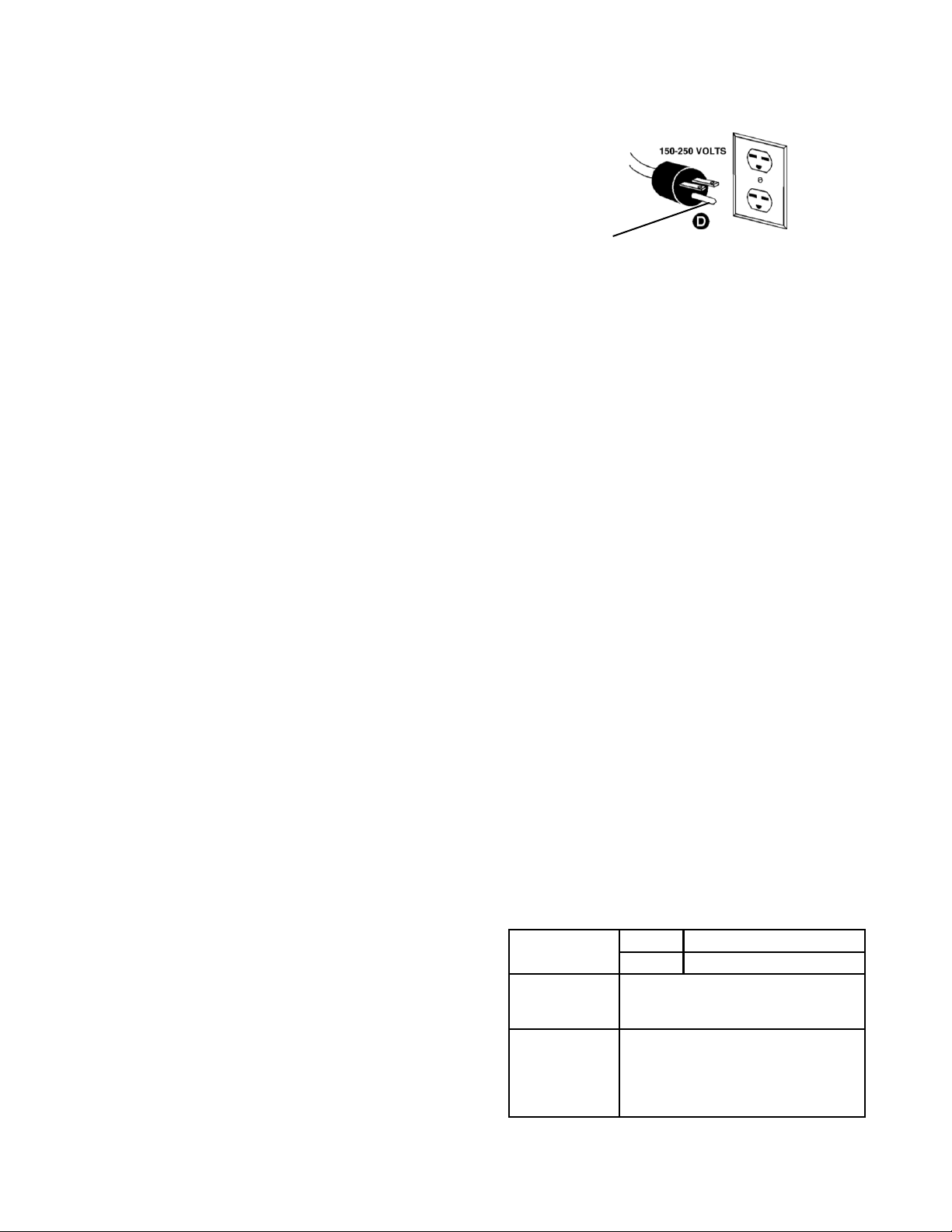
150-250 volts, inclusive:
This tool is intended for use on a circuit that has
an outlet that looks like the one illustrated in
Sketch D Figure 7. The tool has a grounding
plug that looks like the plug illustrated in Sketch
D.
Make sure the tool is connected to an outlet
having the same configuration as the plug. No
adapter is available or should be used with this
tool. If the tool must be reconnected for use on a
different type of electric circuit, the reconnection
should be made by qualified service personnel
and after reconnection, the tool should comply
with all local codes and ordinances.
EXTENSION CORDS
Useproper extension cord. Makesure your exten-
sion cord is in good condition. When using an exten-
sioncord, be sure to useoneheavy enough to carry
thecurrent your product will draw. An undersized cord
will cause adrop in linevoltage resulting in loss of
power andoverheating. Figure 8shows thecorrect
size to use depending on cord length and nameplate
ampererating. If in doubt,usethenextheavier gauge.
The smaller the gauge number, the heavier the cord.
Total
length
of
cord
in
feet
18
16
16
14
18
16
14
12
16
16
14
12
14
12
Not
recommended