Maguire Products, Inc.
LineMaster
Enhanced Extrusion Control with Loss-in-Weight Hopper
The LineMasterTM product range has the option of monitoring material consumption by a loss-in-
weight hopper mounted on the process throat. The weight consumption data can be reported to
one of two control options: Enhanced Extrusion Control with a Maguire blender integrates the
extrusion control functions into the blender controller for a single point of control. The second
option is Enhanced LIW Extrusion Control, which utilizes LineMaster Control Operator Interface
(XCC) to be used as a stand-alone solution for throughput or yield control. Additionally, it can be
utilized in a multi-layer control application.
The weight consumption data is communicated directly to the respective controller and updates
consumption information frequently. The loss-in-weight hopper determines accurate throughput
within 5 seconds and updates thereafter every 1 second.
XC CONTROL OPTIONS
LineMaster is a comprehensive range of products that is designed to serve the vast majority of
extrusion operations that require solutions based at every level of the cost / performance
spectrum. The available control options provide throughput control for pounds or kilograms per
hour, weight per length control for lb/ft or gm/M and gauge control in microns.
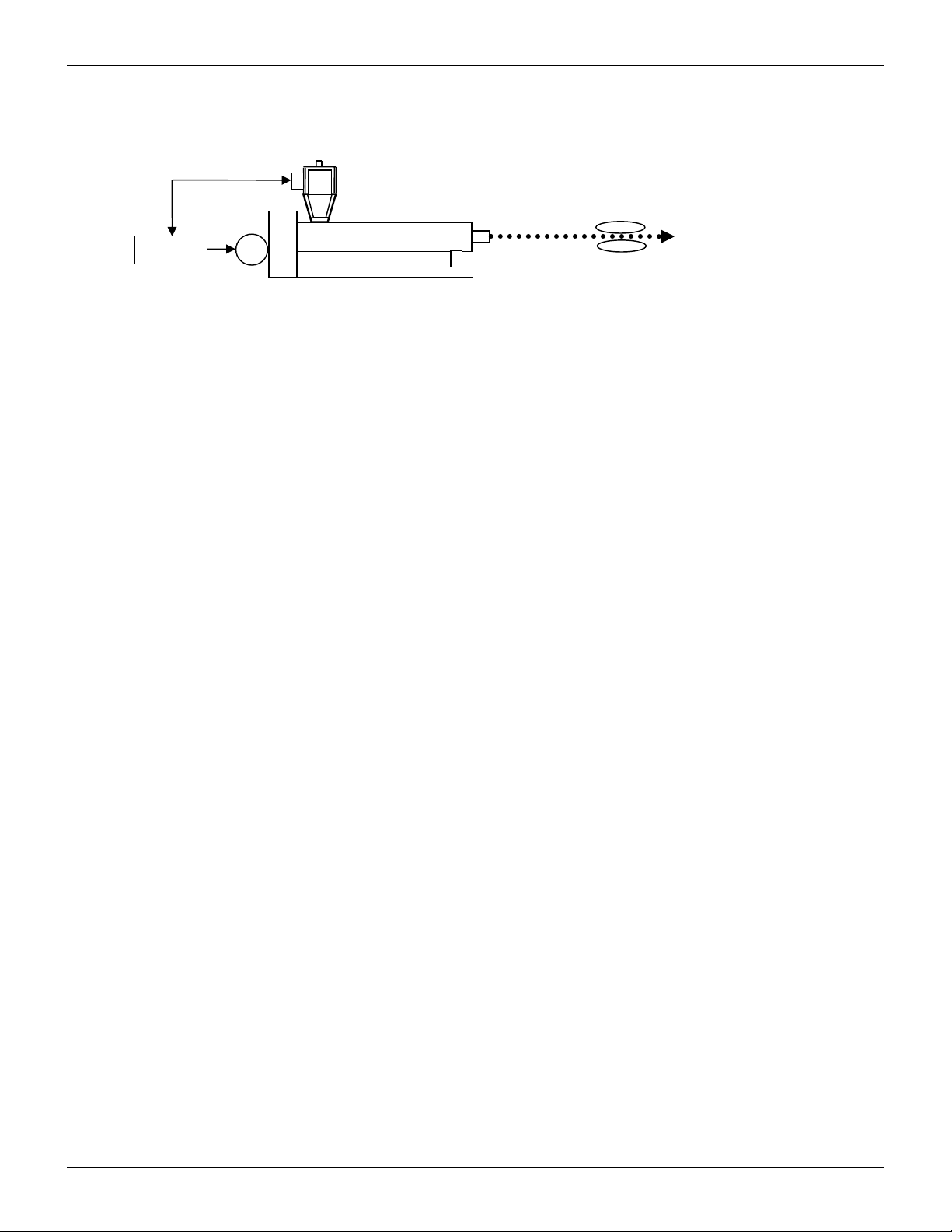
XC-1 Throughput Control
Control is maintained by monitoring the throughput of the process and regulating the extruder
speed. The XCC controller utilizing the consumption data from the LIW hopper communicates with
the XCD-X Extruder Drive Speed Control to adjust the extruder speed via a 0-10 volt signal to
maintain the throughput target.
XC-2 Yield Control
XC-2 offers the ability to maintain a product’s weight per length (lb/ft or gm/M) by monitoring the
process throughput against the line speed. An XCE Digital Encoder mounted on a take-off device
monitors the line speed. Control is accomplished by adjusting either the extruder speed with a
XCD-X Drive Speed Control Module by referencing the manually controlled line speed or
controlling the take-off speed with a XCD-T Line Speed Control Module from a manually controlled
extruder.
XC-3 Multi-Layer Yield Control via Computer and G2 Software
XC-3 provides complete weight per length control (lb/ft or gm/M), via simultaneous control of the
extruder and take-off. Controllers are connected via a high speed serial or Ethernet network using
the XC Software. Gauge or thickness control can be initiated in set-up utilizing data of the
materials or blend specific gravity.
Advanced Weigh Control Benefits:
Lines requiring constant feedback
Frequent job / material / production changes
Blenders not mounted on the extruder throat
Co-extrusion lines
Lines requiring frequent ramp up / ramp down control
Lines using only one material