10 1 XH 70 en
6 INSTALLING THE ACTUATOR
6.1 General
Different Metso actuators can be mounted using suitable
brackets and couplings. The valve can be actuated by an M-
handwheel operator or B1-series actuators.
6.2 Installing the M-handwheel operator
The mark at the end of the shaft indicates the direc-
tion of the ball flow bore. Turn the valve to the
closed position.
Lubricate the grooves of the actuator and the cou-
plings. Place the coupling on the shaft and lock it.
Place the bracket on the valve and turn the lubri-
cated screws a few times.
Turn the actuator to the closed position and push it care-
fully onto the valve shaft on which the coupling has
been mounted. Please note the marks on the handwheel
and the coupling.
Lubricate the actuator screws. Tighten all screws.
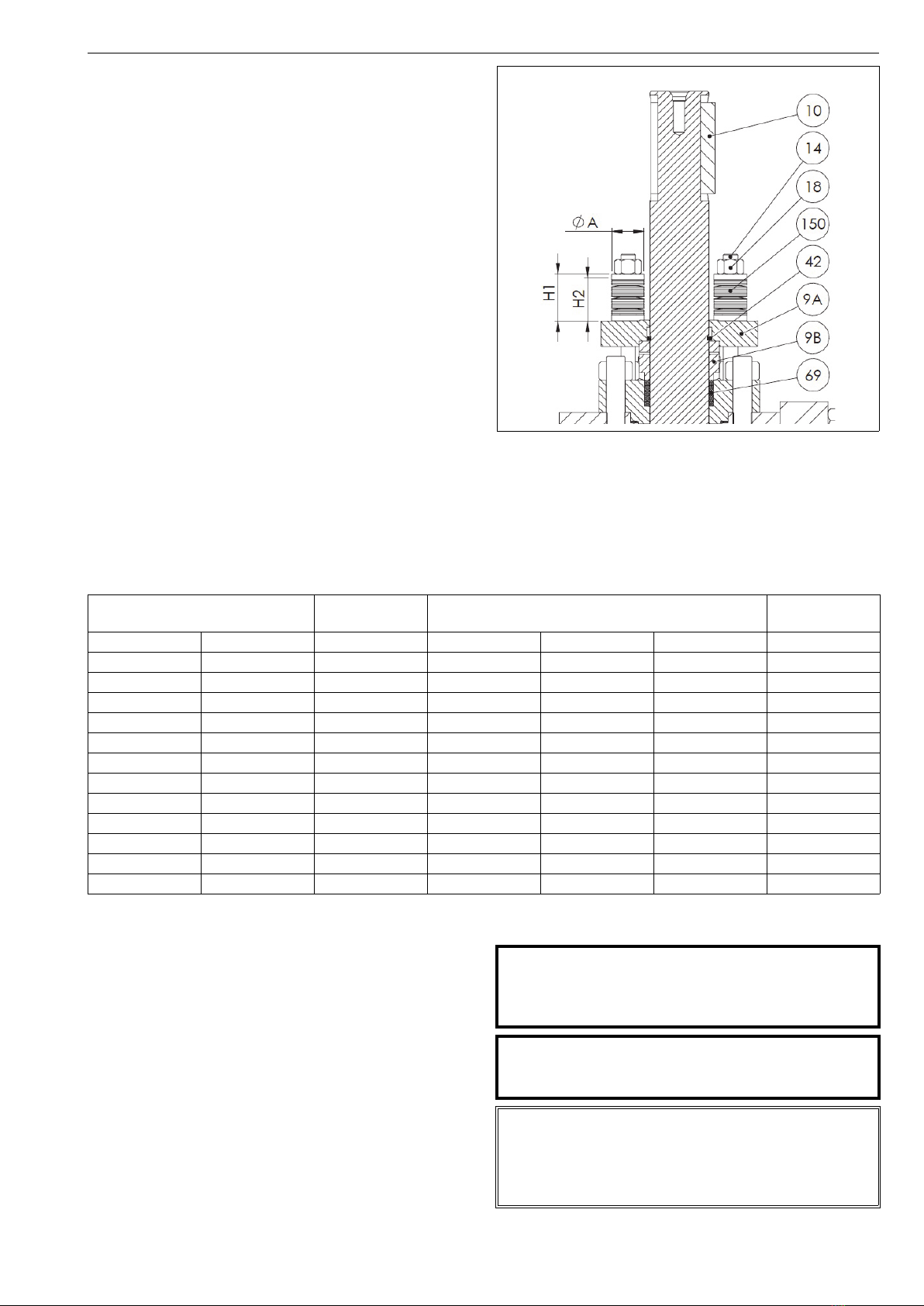
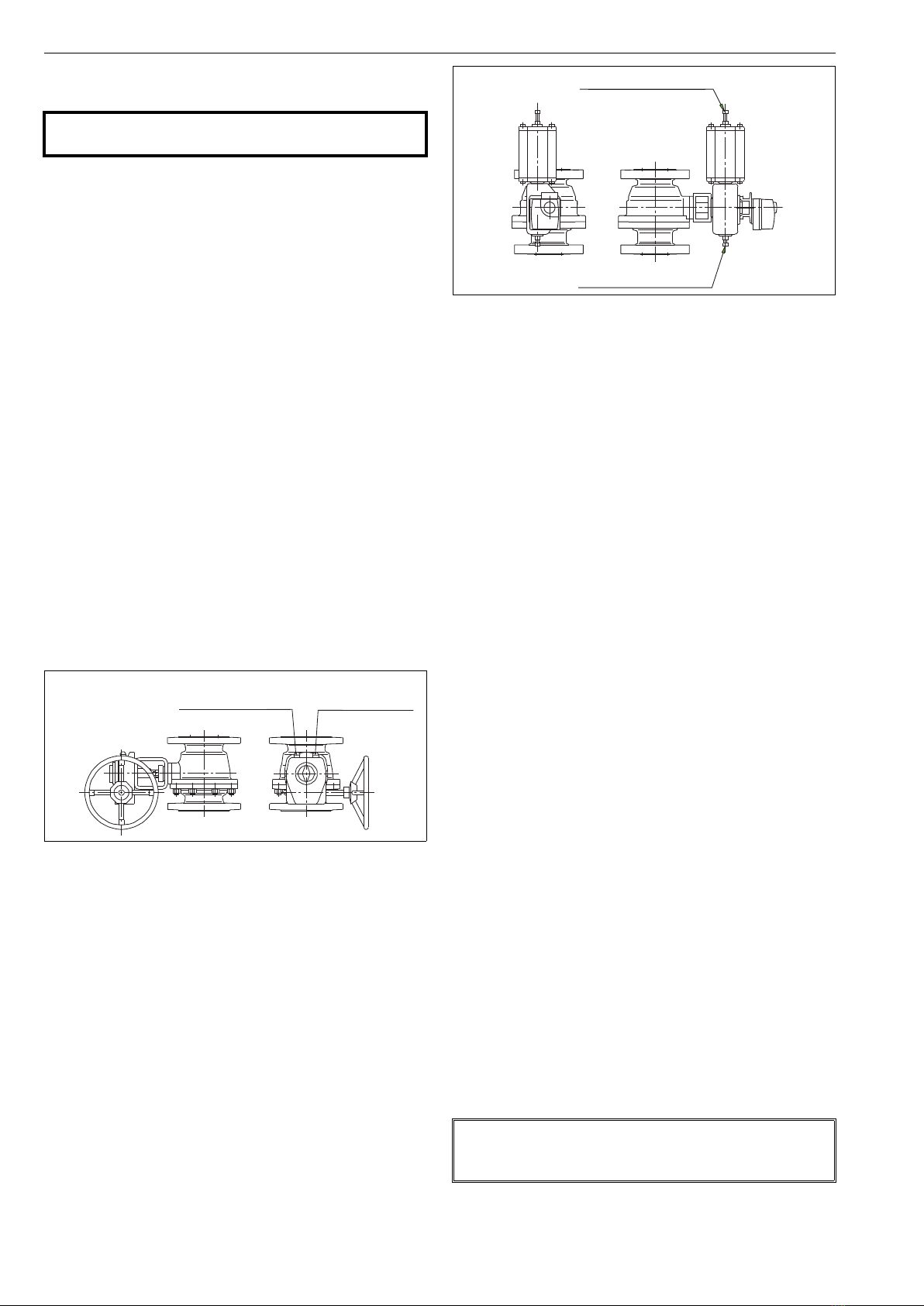
Adjust the ball open and closed positions with the
hexagon screws located at the side of the housing
(see Figure 16). The stop-screw for the open position
is nearest to the handwheel on the side of the hous-
ing and the screw for the closed position is at the
opposite end. The turning directions for the
handwheel are marked on the wheel.
Check the handwheel by turning the valve to the
extreme positions. The yellow arrow should indicate
the direction of the ball flow bore.
6.3 Installing the B1C-series actuator
Turn the valve to the closed position and drive actu-
ator piston to the extreme outward position.
File off any burrs and clean the shaft bore.
The line at the end of the shaft indicates the direction of
the ball flow bore.
Lubricate the actuator shaft bore. Fasten the bracket
loosely to the valve.
Slip the actuator carefully onto the valve shaft. Avoid
forcing it since this may damage the ball and seats.
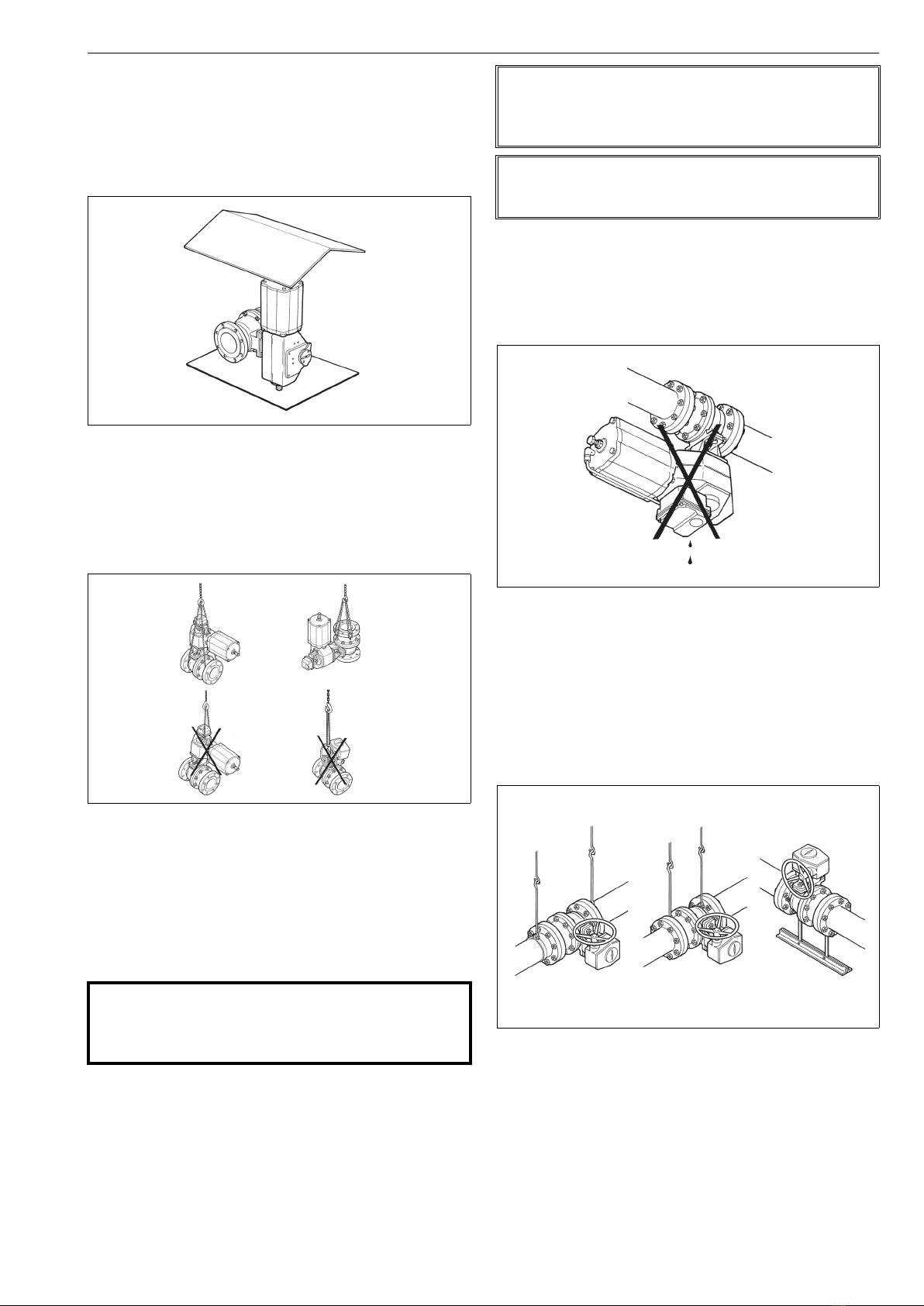
We recommend mounting the actuator so that the
cylinder is pointing upwards.
Position the actuator parallel or vertical to the pipe-
line as accurately as possible. Lubricate the actuator
mounting screws and then fasten all screws.
Adjust the ball open and closed positions by means of
the actuator stop screws located at both ends (see
Fig. 17). An accurate open position can be seen in the
body flow bore. Check that the yellow arrow on the
actuator indicates the ball flow opening position. Keep
fingers out of the flow bore!
There is no need for stop screw adjustment if the actuator is
re-installed in the same valve. Drive actuator piston to the
housing end (open position). Turn the actuator by hand
until the valve is in the open position. Fasten the actuator in
this position as explained above.
Check the stop screw thread tightness. An O-ring is
used for sealing.
Check that the actuator is functioning correctly. Drive
the actuator piston to both cylinder ends and check the
ball position and its movement with respect to the
actuator (close: clockwise; open: counterclockwise).
The valve should be closed when the piston is in the
extreme outward position.
If necessary, change the position of the actuator
pointing cover to correctly indicate the valve open/
closed position.
6.4 Installing the B1J-series actuator
Spring-return actuators are used in applications where
valve opening or closing movement is needed in case the air
supply is interrupted. The B1J type is used for spring-to-
close operation; the spring pushes the piston towards the
cylinder end, the extreme outward position. In turn, the
B1JA type is used for spring-to-open operation; the spring
pushes the piston towards the housing. Spring-return actu-
ators are installed in a manner similar to B1C-series actua-
tors, taking into account the following.
6.4.1 B1J type
Install the actuator so that the piston is in the
extreme outward position. The cylinder must not be
pressurized and air supply connections must be
open. The valve must be in the closed position.
6.4.2 B1JA type
Install the actuator so that the piston is in the cylinder
end position at housing side. The cylinder must not be
pressurized and air supply connections must be open.
The valve must be in the open position.
The rest of the installation procedure is the same as in Sec-
tion 6.3.
6.5 Installing other makes of actuators
Other actuators can be installed only if they have an
ISO 5211 actuator connection.
CAUTION:
Beware of ball cutting movement!
Fig. 14 Open and closed positions of the M actuator