MIG 2040 User manual

| 1
2040/2080
MIG - MIG EURO
MADE IN EU
NÁVOD K OBSLUZE / SVAŘOVACÍ STROJ
NÁVOD NA OBSLUHU / ZVÁRACÍ STROJ
USER MANUAL / WELDING MACHINE
BEDIENUNGSANLEITUNG / SCHWEISSMASCHINE
INSTRUKCJA OBSŁUGI / URZĄDZENIE SPAWALNICZE
CZ
SK
EN
DE
PL

2 |
ČESKY
OBSAH
ÚVOD ........................................................................ 2
POPIS ........................................................................ 2
........................................... 3
..................................................... 3
............................................... 4
.............................. 6
............................. 7
............................................................ 8
....................................................................... 8
........... 8
............................. 8
.................................................. 38
............................... 38
....... 40
.............................. 42
................................ 44
................... 47
......................................................... 50
Úvod
Před uvedením do provozu si prosím důkladně přečtě-
te všechny pokyny uvedené v tomto návodu, které vám
umožní seznámit se s mto přístrojem.
-
-
-
-
-
Popis
-
-
-
-
POZNÁMKA:
CZ

| 3
Technická data
[ V ] 1x230 ± 15 % 1x230 ± 15 %
[ A ] 20-150 (CO220-170 (CO2
[ V ] 22 - 31 22 - 31
[ A ] 150 190
[ A ] 120 140
[ A ] 100 120
1-11 1-12
[ A ] 16 16
Ø 200 Ø 200
- IP 23 S IP 23 S
470 x 200 x 310 470 x 200 x 310
13
POZNÁMKA:
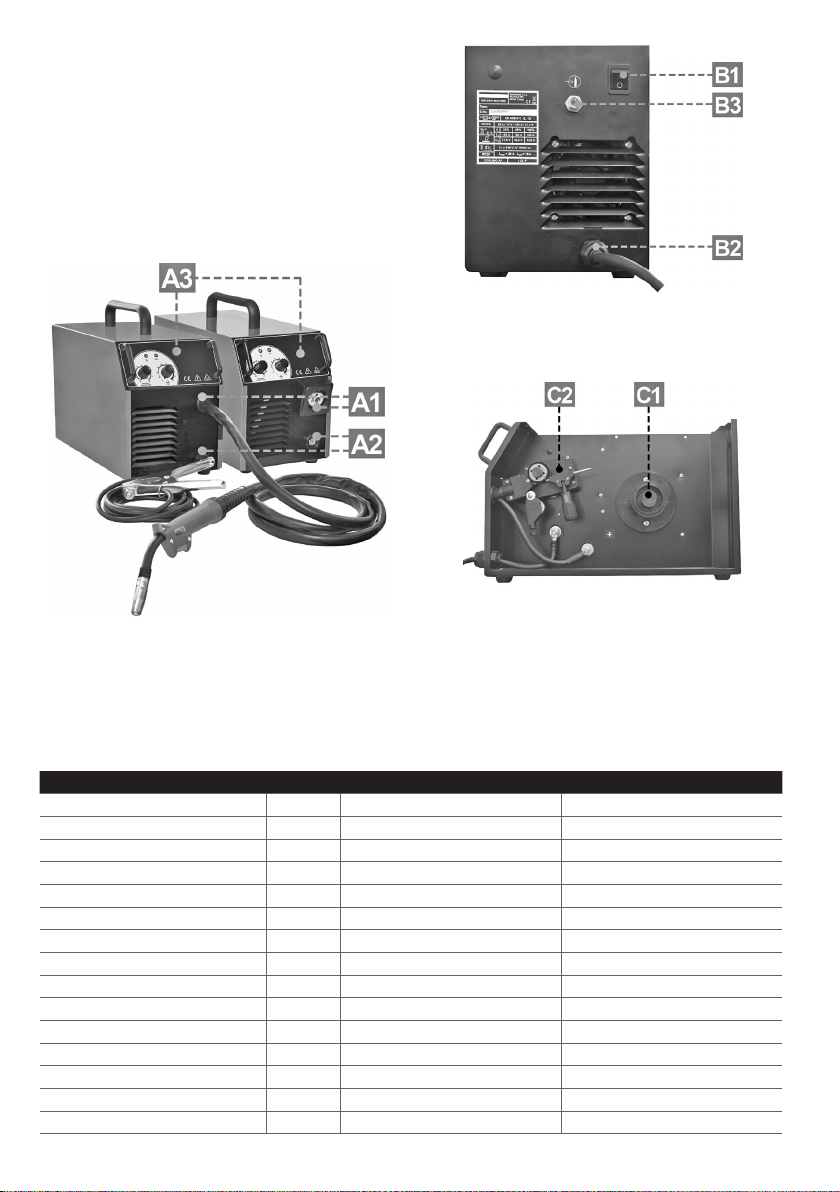
Popis hlavních částí
Obrázek 1
-
-
Obrázek 2
Obrázek 3
CZ
4 |
Kabelová připojení
PŘIPOJENÍ STROJE K ELEKTRICKÉ SÍTI
-
-
-
-
POZNÁMKA 1:
POZNÁMKA 2: -
SVAŘOVACÍ HOŘÁK
-
-
-
ZEMNÍCÍ KABEL
-
-
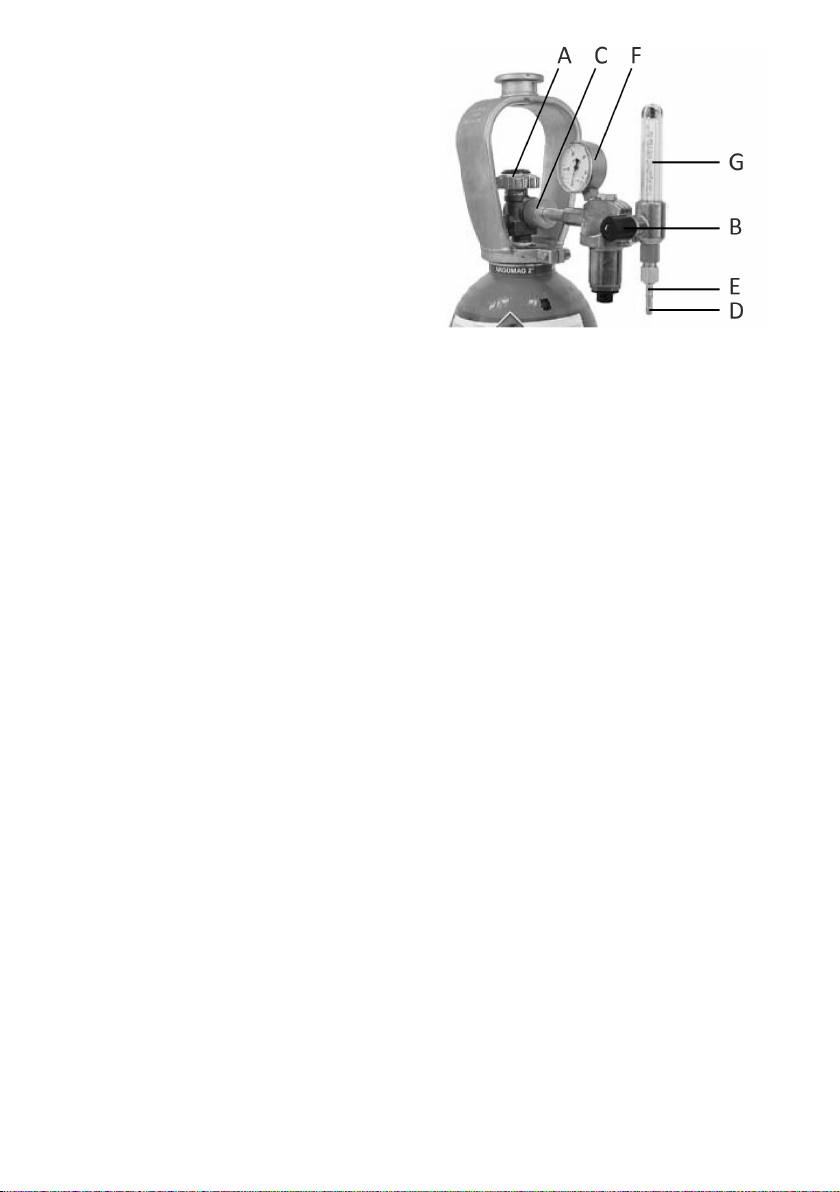
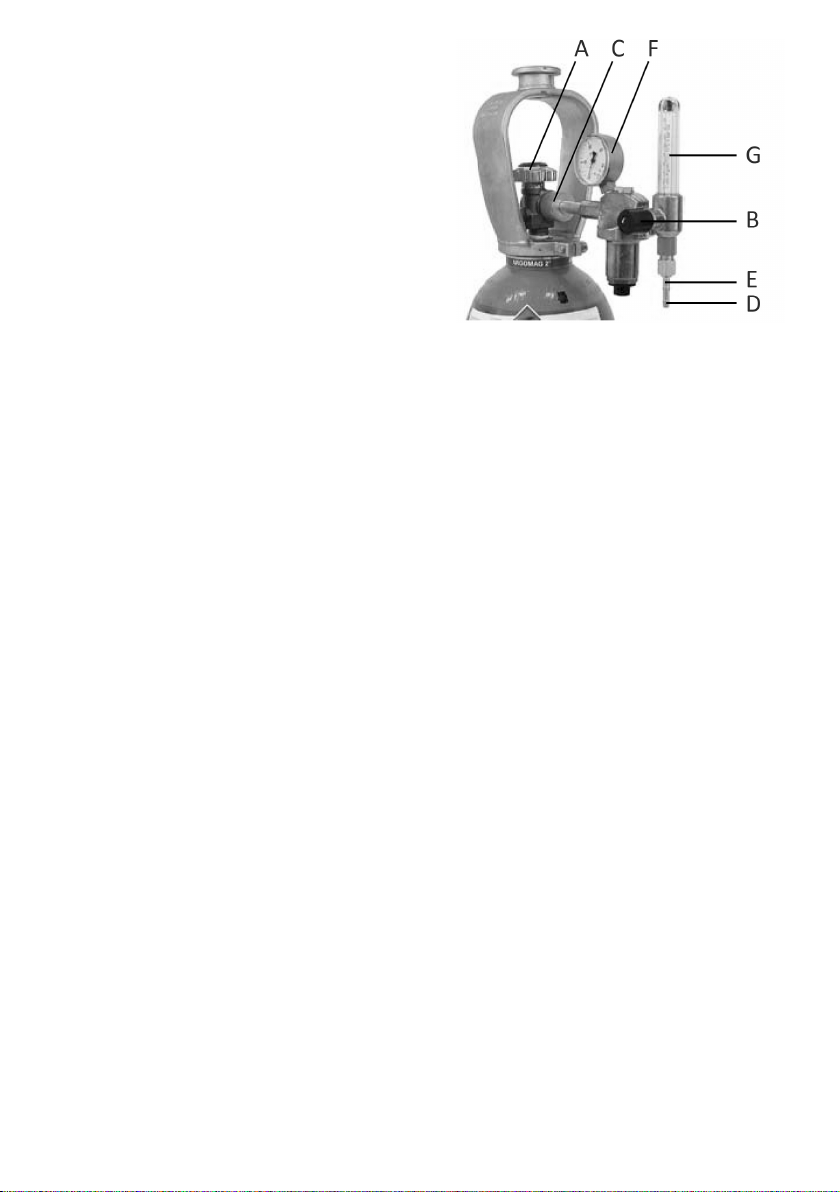
OCHRANNÝ PLYN A INSTALACE PLYNOVÉ LÁHVE
22-
Instalace plynové láhve
Obrázek 4
POZNÁMKA!
-
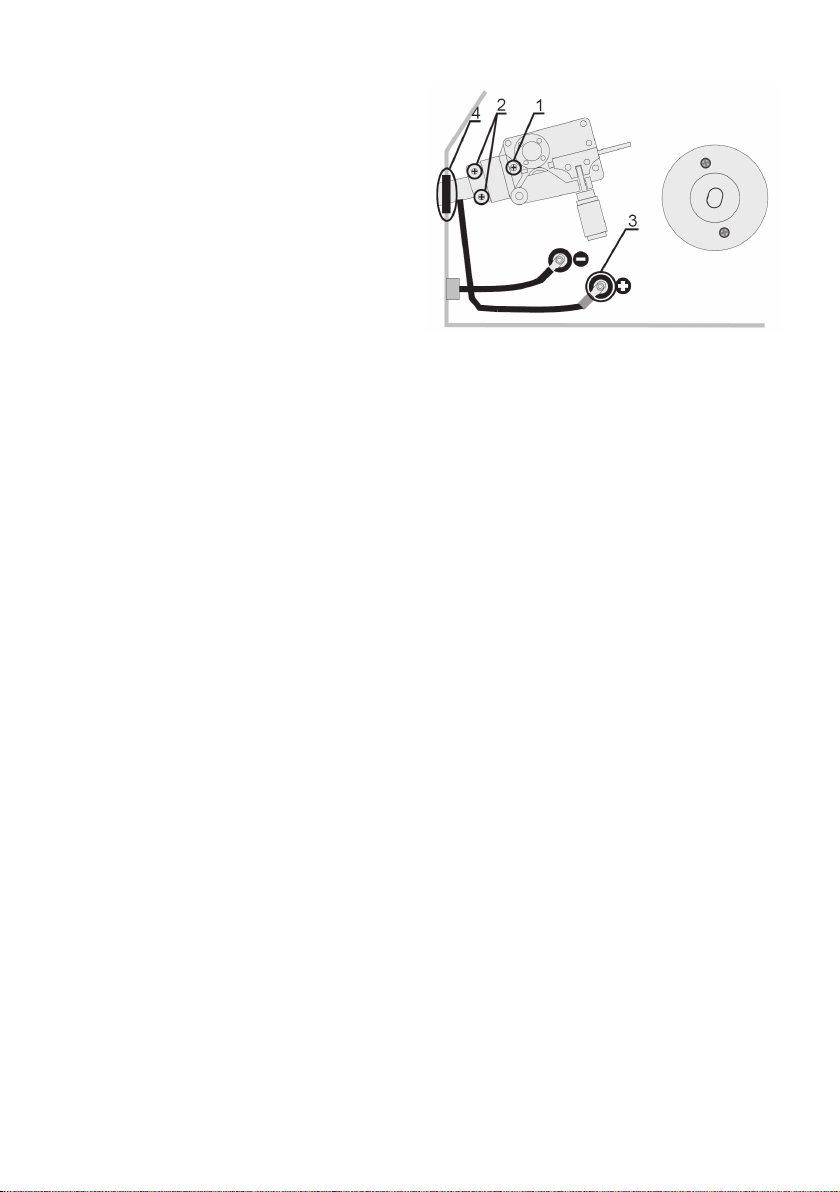
PŘÍPRAVA K PROVOZU - OTOČENÍ POLARITY
-
CZ

| 5
Obrázek 5
-
-
VÝMĚNA PODÁVACÍ KLADKY
Obrázek 6
-
INSTALACE CÍVKY S DRÁTEM
-
-
Obrázek 7
ZAVEDENÍ DRÁTU
-
-
-
-
CZ

6 |
-
UPOZORNĚNÍ!
-
-
UPOZORNĚNÍ!
-
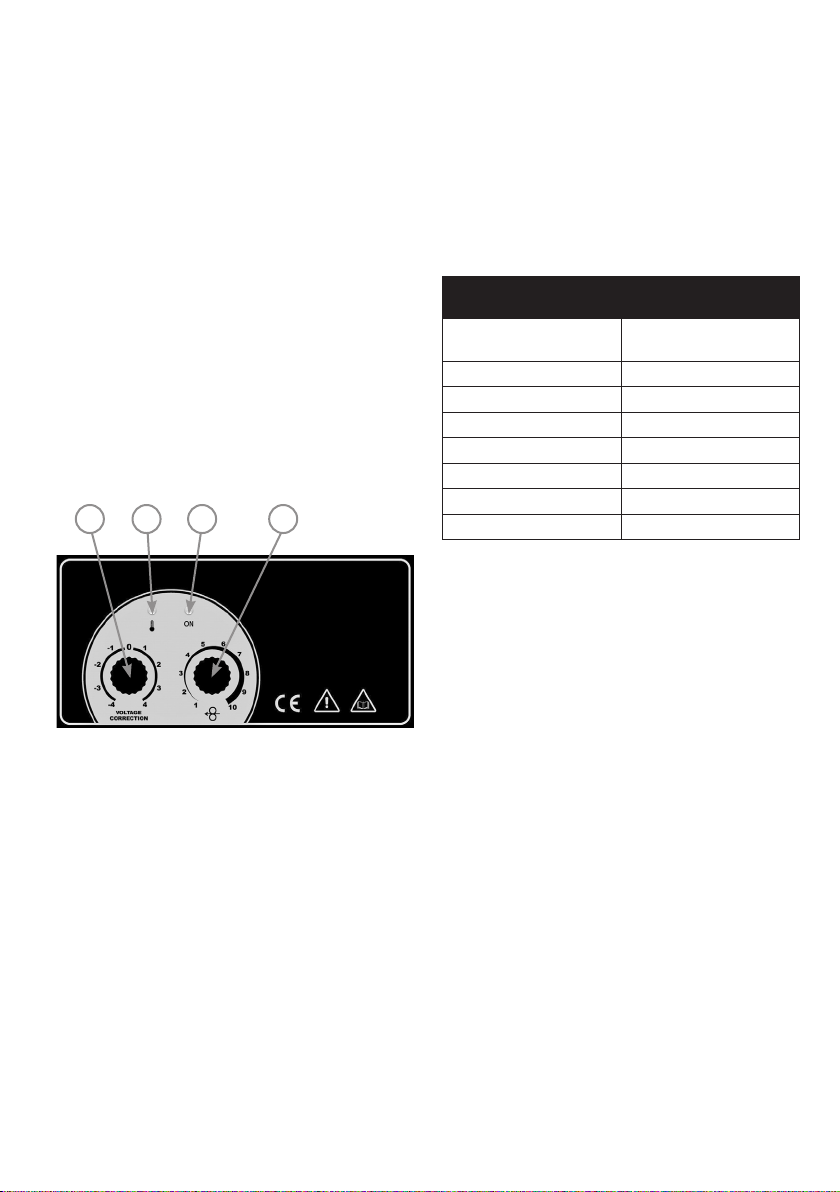
Ovládací a indikační prvky
42 3 1
Obrázek 8
-
-
-
-
NASTAVENÍ SVAŘOVACÍHO VÝKONU
-
-
-
Tabulka 2
Orientační nastavení parametrů podle síly
materiálu
1
3
1 4
6
2 7
3 8
4 10
NASTAVENÍ KOREKCE NAPĚTÍ
-
-
-
POZNÁMKA!
UPOZORNĚNÍ!-
Svařování v metodě MIG/MAG
-
-
-
CZ

| 7
Princip svařování MIG/MAG
-
-
Otvor pro ochranný plyn
Mezikus
Proudový průvlak
Svářecí oblouk
Kladky posuvu
Sv. elektroda
Plynová hubice
Ochranný plyn
Svařovaný materiál
Obrázek 9
OCHRANNÉ PLYNY
Ochranné plyny
Interní plyny - metoda MIG Akvní plyny - metoda MAG
Argon (Ar)
Hélium (He)
Směsi He/Ar
Oxid uhličitý
Směsné plyny
Ar/CO2
Ar/O2
PRINCIP NASTAVENÍ SVAŘOVACÍCH PARAMETRŮ
-
U22
-
-
Obrázek 10
DRŽENÍ A VEDENÍ SVAŘOVACÍHO HOŘÁKU
Obrázek 11
-
-
-
-
-
-
-
SVAŘOVÁNÍ TLAČENÍM A TAŽENÍM
-
-
-
Obrázek 12 Obrázek 13
CZ
8 |
PRAVIDELNÁ ÚDRŽBA A KONTROLA
-
Upozornění na možné problémy
a jejich odstranění
-
-
POZNÁMKA:-
-
Postup pro montáž a demontáž
bočního krytu
-
-
Postup výměny svařovacího hořáku
Obrázek 14
-
-
-
-
-
-
-
-
Objednání náhradních dílů
CZ
| 9
SLOVENSKY
OBSAH
ÚVOD ......................................................................... 9
POPIS ........................................................................ 9
........................................ 10
................................................. 10
............................................ 11
......................... 13
................................ 14
............................................. 15
..................................................................... 15
............ 15
................... 15
............................................... 38
............................... 38
...... 40
.............................. 42
.......................... 44
................... 47
........................................................ 50
Úvod
Pred uvedením do prevádzky si prosím dôkladne prečí-
tajte všetky pokyny uvedené v tomto návode.
-
-
-
Popis
-
CO2-
-
-
-
-
POZNÁMKA:
10 |
Technické údaje
[ V ] 1x230 ± 15 % 1x230 ± 15 %
[ A ] 20-150 (CO220-170 (CO2
[ V ] 22 - 31 22 - 31
[ A ] 150 190
[ A ] 120 140
[ A ] 100 120
1-11 1-12
[ A ] 16 16
Ø 200 Ø 200
- IP 23 S IP 23 S
470 x 200 x 310 470 x 200 x 310
13
POZNÁMKA:
-
Popis hlavných častí
Obrázok 1
-
-
Obrázok 2
Obrázok 3
| 11
Káblové pripojenie
PRIPOJENIE STROJA K ELEKTRICKEJ SIETI
-
-
-
POZNÁMKA 1:
-
-
POZNÁMKA 2: -
ZVÁRACÍ HORÁK
-
-
POZNÁMKA! -
ZEMNIACI KÁBEL
-
OCHRANNÝ PLYN A INŠTALÁCIA PLYNOVEJ FĽAŠE
-
22
Inštalácia plynovej aše
-
Obrázok 4
-
-
POZNÁMKA
-
-
-
PRÍPRAVA K OTOČENIU POLARITY
-

12 |
Obrázok 5
-
VÝMENA PODÁVACEJ KLADKY
Obrázek 6
-
-
INŠTALÁCIA CIEVKY S DRÔTOM
-
-
-
Obrázok 7
ZAVEDENIE DRÔTU
-
-
-
-
-
| 13
-
UPOZORNENIE!
-
UPOZORNENIE!
-
-
-
Ovládacie a indikačné prvky
42 3 1
Obrázok 8
-
-
-
-
-
NASTAVENIE ZVÁRACIEHO VÝKONU
-
-
-
Tabuľka 2
Orientačné nastavenie parametrov podľa sily
materiálu
1
3
1 4
6
2 7
3 8
4 10
NASTAVENIE KOREKCIE NAPÄTIA
-
-
-
POZNÁMKA!
UPOZORNĚNÍ!-
Zváranie metódou MIG/MAG
-
-

14 |
PRINCÍP ZVÁRANÍ MIG/MAG
-
-
Otvor pre ochranný plyn
Kladky posuvu
Zvár. elektróda
Plynová hubica
Ochranný plyn
Zváraný
materiál
Medzikus
Prúdový prievlak
Zvárací oblúk
Obrázok 9
OCHRANNÉ PLYNY
Ochranné plyny
Interní plyny - metoda MIG Akvní plyny - metoda MAG
Argon (Ar)
Hélium (He)
Směsi He/Ar
Oxid uhličitý
Směsné plyny
Ar/CO2
Ar/O2
PRINCÍP NASTAVENIA ZVÁRACÍCH PARAMETROV
2= 14 +
2
-
-
-
-
-
Obrázok 10
DRŽANIE A VEDENIE ZVÁRACIEHO HORÁKA
Obrázok 11
-
-
-
-
-
-
ZVÁRANIE TLAČENÍM A ŤAHANÍM
-
-
-
Obrázok 12 Obrázok 13

| 15
PRAVIDELNÁ ÚDRŽBA A KONTROLA
-
Upozornenie na možné problémy
a ich odstránenie
POZNÁMKA: -
-
Montáž a demontáž bočného krytu
-
-
Postup výmeny zváracieho horáku
Obrázok 14
-
-
-
-
-
-
-
Objednanie náhradných dielov
-

16 |
ENGLISH
CONTENTS
..................................................... 16
......................................................... 16
....................... 17
................................................... 17
........................................... 18
...... 20
..................... 21
...................................... 22
.......................... 22
.. 22
....................................... 22
.................................................. 38
................................... 38
...................................... 40
.......................................... 42
............................................. 44
............ 47
...................................... 50
Introduction
Before using the equipment you should carefully read
the instrucons included in this manual.
-
Description
-
-
-
-
-
-
-
-
NOTE:

| 17
NOTE:
-
Description and installation
Picture 1
-
-
Picture 2
Picture 3
Technical data
[ V ] 1x230 ± 15 % 1x230 ± 15 %
[ A ] 20-150 (CO220-170 (CO2
[ V ] 22 - 31 22 - 31
[ A ] 150 190
[ A ] 120 140
[ A ] 100 120
1-11 1-12
[ A ] 16 16
Ø 0.6 - 1.0 Ø 0.6 - 1.0
Ø 0.8 - 1.0 Ø 0.8 - 1.0
Ø 200 Ø 200
- IP 23 S IP 23 S
470 x 200 x 310 470 x 200 x 310
13

18 |
Cable connections
CONNECTING THE APPARATUS TO THE MAINS
-
-
-
NOTE 1:
-
NOTE 2:
WELDING TORCH
-
IMPORTANT NOTE:-
-
EARTHING CABLE
PROTECTIVE GAS AND CYLINDER INSTALLATION
2 2
Cylinder installaon
-
Picture 4
-
IM-
PORTANT NOTE:
-
-
-
-
-
-
PREPARATIONS FOR WORK
- REVERSING THE POLARITY
-

| 19
Picture 5
-
REPLACEMENT OF THE FEED ROLLER
-
Picture 6
-
HOW TO INSTALL THE WIRE REEL
-
-
Picture 7
LEADING-IN THE WIRE

20 |
WARNING!
IMPORTANT NOTE:
-
-
Controlling and indicating elements
42 3 1
Picture 8
-
-
-
-
-
ADJUSTMENT OF THE WELDING OUTPUT
-
Table 2
Seng of parameters according to the material
thickness (of a reference value only)
0.5 1
0.75 3
1 4
6
2 7
3 8
4 10
VOLTAGE CORRECTION SETTINGS
-
-
-
IMPORTANT NOTE:
WARNING!-
-
This manual suits for next models
1
Table of contents
Languages:

















